



(一)检修项目
1)解体检查各减速器及其油质油位、修理或更换不合格零件。
2)解体检查各个传动联轴器,更换不合格零件。
3)检查叶轮的破损情况和变形情况,更换耐磨衬板。
4)拆除叶轮主轴,清洗检查轴承及轴封,必要时更换。
5)解体检修行走轮组及传动轴和轴承。
6)检查煤斗的破损及变形情况,进行修复或补焊,消除漏煤现象。
7)检查轨道的直线度和轨距的平行度。消除螺栓的松动和焊缝的开裂。
8)检查修理导料槽,保证输料畅通,不撒煤、不堵煤。
9)解体检查喷雾泵,疏通喷雾管、喷嘴,清理水槽、水箱和泵以及进水管、单向阀等。
10)更换各部润滑油及润滑脂。
(二)检修工艺
1)将需检修的叶轮给煤机行驶到端头检修场地,停放在合适位置后,办理停电手续。
2)拆除电动机联轴器连接件。
3)清理叶轮上和各部位的积煤、杂物、挂好吊装工具。
4)拆除叶轮保护罩螺钉,将保护罩分部吊下。
5)拆除锥齿轮箱底座螺钉,放净箱内存油,将叶轮和锥齿轮箱(组合件)整体吊下进行解体检修。
6)将主减速器底座螺钉拆除,放净箱内存油,整体吊下进行解体检修(也可以只将上盖吊下就地检修)。
7)吊下或就地检修起重机减速器和各齿轮联轴器。
8)检查行走轮磨损情况及键的配合情况是否有松动现象。
9)检查行走轮轴的轴承(更换轴承应列为非标准项目)。
10)将起重机减速器内存油放净后,进行解体检修。
11)各部件解体清洗、检查、修理,合乎质量标准后,即可组装。各部分组装完毕后,可就位复装,复装工序和拆卸时相反。(https://www.xing528.com)
12)送电、试车及验收。
(三)检修过程中的注意事项
1)叶轮给煤机的叶轮驱动电动机和减速器间、减速器和最终传动间使用长轴连接的比较多。长轴连接的优点是抗振性好,由于长轴存在挠性,对找正的要求低一些,但相对而言,找正产生的细小偏差的放大效应也比较强,因此,相应机械间的找正仍然要按照标准进行,不能超过偏差,找正允许的偏差表见表8-1及表8-2。
表8-1 找正联轴器时的允许偏差表

(续)
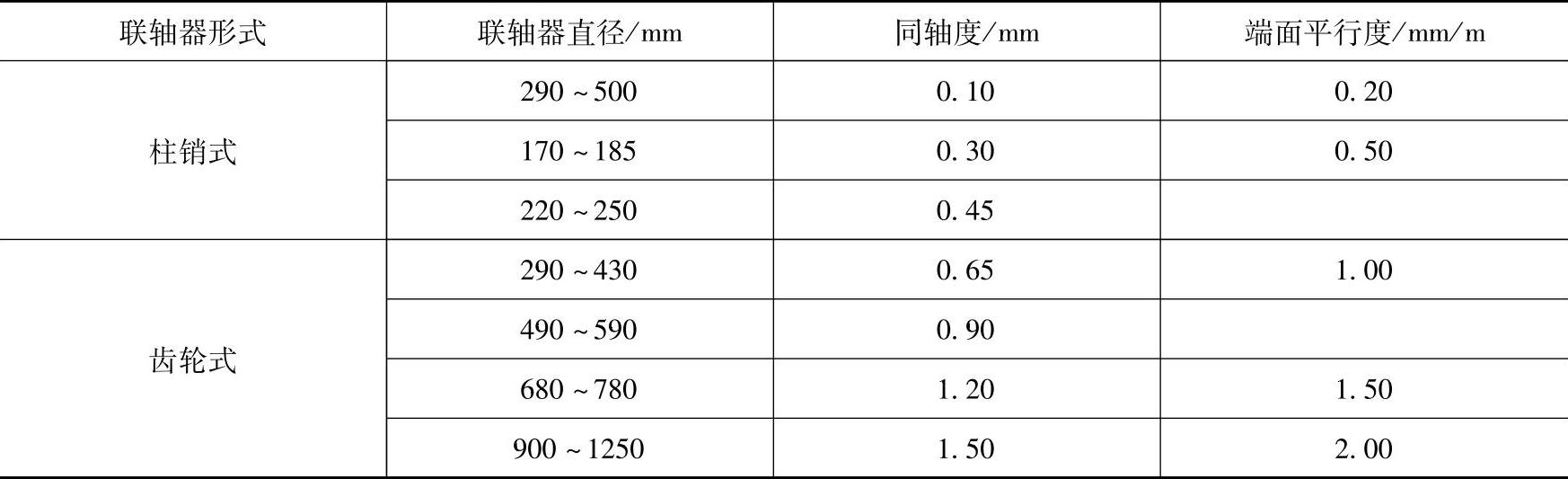
表8-2 弹性联轴器同心度公差 (单位:mm)

2)叶轮磨损到一定程度,出现大面积变形或摩擦面磨损超过35%时,需要进行更换。更换叶轮时,应成套整体更换。若需要单个更换,应对称位置成对更换,以保持平衡。
3)小车轮应成对更换,检修后应调整小车轮,防止走偏,加大对轮缘的压力。
4)检修轨道时应严格按照标准进行。
5)若减速器为行星减速器,应检查更换主支承轴承。
(四)工艺标准
1)叶轮耐磨衬板磨损不得超过原厚度的1/3;叶片不得有裂纹和扭曲变形现象。
2)更换的耐磨衬板需贴紧在叶轮爪上,焊接焊缝每段6~8mm且断续焊接,或每隔100mm焊20mm。
3)叶片固定螺钉应完整无损,无松动现象。
4)叶轮保护罩和下煤斗或挡煤板,均不得有明显变形和撒煤现象。
5)叶轮回转时,其摆动量不大于10mm。
6)轨道的检修应按照轨道安装标准执行。
7)整车运行时声音应正常,无卡涩、敲击声。
8)各轴承连续运转4~6h,其温度低于65℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。