



电动机振动给煤机是利用电动机驱动偏心块转动产生偏心振动力,带动给煤机以一定频率和振动轨迹运动的给煤设备。目前,主要使用的是自同步惯性振动给煤机。自同步惯性振动给煤机主要有两种形式,①是单电动机带动一对齿轮啮合的双偏心块振动,②是双电动机各自带动偏心块振动。单振动电动机的应用不多,主要原因是振幅不可调。
单电动机振动给煤机的结构和工作原理如图8-3所示。
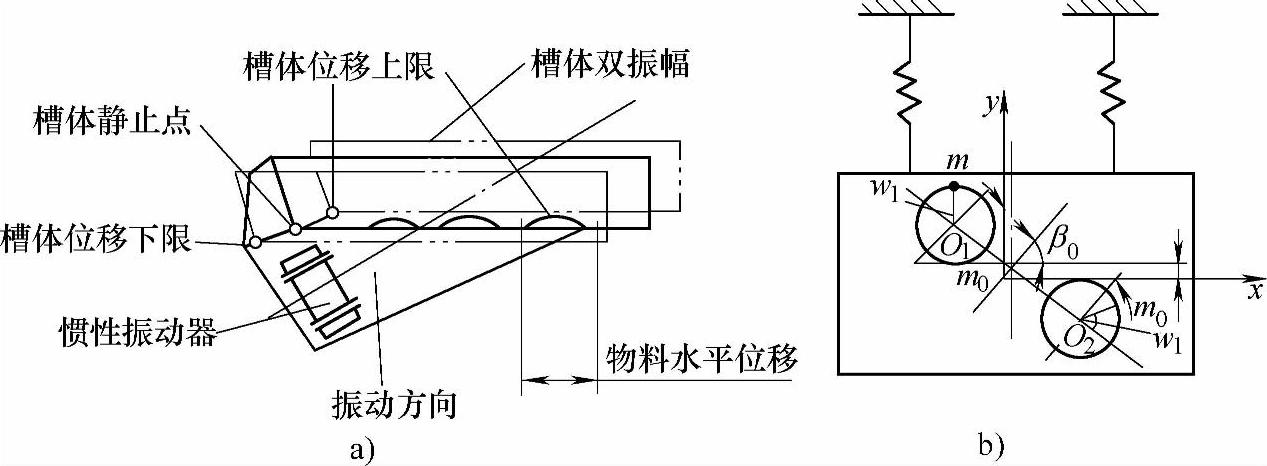
图8-3 电动机振动给煤机的结构和工作原理
a)电动机振动给煤机的结构 b)电动机振动给煤机的工作原理
安装电动机振动给煤机时,通常有一定的倾角,倾角为5°~10°。
单电动机振动给煤机的检修主要包括机体检修和激振器的检修。
(一)机体检修项目及检修工艺
1)将料槽内的煤排空或将料槽闸门(防汛挡板)关闭。
2)将激振器的支承固定牢固。
3)用起吊工具将料槽吊住,松开连接螺栓和减振器,将料槽卸下。
4)卸下料槽后,根据磨损情况进行局部更换或整体更换。
5)组装时,用起吊工具将料槽复位。
6)将激振器与料槽连接,将激振器与推力板用螺栓紧固。
7)将激振器的支承取掉。
8)拆取起吊工具,打开闸门,调整角度。
(二)弹簧(悬吊式)的更换
1)拆卸时,吊住机体和激振器。
2)松开弹簧连接钢丝绳,拆卸弹簧。
3)检查弹簧在自由状态下的尺寸,若塑性变形超过5%,则更换弹簧。
4)组装时,将弹簧回装至安装位置,并进行调整,使板弹簧中心线与悬吊钢丝绳中心线重合,夹角小于30′。
5)将激振器两边压紧螺栓紧固,与钢丝绳良好连接,连接标准同钢丝绳连接标准。
6)将激振器及机体的起吊工具去除。
7)若为支承式弹簧,可支起机体及激振器,卸除弹簧压板,取出弹簧。安装弹簧时,压板固定弹簧,应无偏斜,各处弹簧初始压紧力保持一致。
(三)激振器的检修
1)卸下激振器胶带,吊下激振器。
2)解体激振器侧端盖,检修啮合齿轮,若啮合齿轮的磨损超过齿轮厚度的10%,则成对更换。
3)检查润滑油和润滑脂的润滑情况。
4)如需要拆卸啮合齿轮,需要打好啮合印记。
5)检查轴承磨损情况,必要时更换。(https://www.xing528.com)
6)回装激振器,紧固螺栓。
(四)检修质量标准
1)弹簧位置准确,与钢丝绳连接可靠,绳夹子不少于3个。
2)两激振块啮合位置准确。
3)各处螺栓无松动。
4)检修后,振动声音正常,无撞击声。
5)激振器轴向窜动量小于0.3mm。
6)出力达到额定要求。
7)振幅、电流达到规定要求。
8)若有机体振动产生局部歪斜或整体倾斜现象,则需调整对应点的弹簧初始拉紧力或弹性力。
(五)单电动机振动给煤机的检修注意事项
1)弹簧的弹性经过一定时间的使用,会产生变化,应每3~4年进行检查更换。
2)拆卸一对啮合齿轮时,应打装配印记,不可凭印象安装。
3)成对更换齿轮时,应固定两偏心块后再更换齿轮,保证初始位置不变。
4)调整振幅时,应咨询厂家,结合给煤机安装角度,进行调整,避免出现横向拉力(垂直于传动轴轴线方向的力)不能抵消,造成给煤机异常振动,产生轴承损坏、螺栓松动等现象。
5)啮合齿轮轴承的润滑应保持畅通。单电动机振动给煤机靠胶带驱动偏心块,对轴承的影响比较大,要保持良好润滑,从而提高轴承寿命。
(六)双电动机振动给煤机的检修
由于单电动机振动给煤机使用一对啮合齿轮驱动偏心块,对检修的工艺要求比较高,而且电动机通过胶带驱动主动轴,产生了横向拉力,对机械传动造成不利影响,双电动机振动给煤机的结构较为合理。
双电动机作为激振器的振动给煤机主要分为两种,一种是双振动电动机作为振动源,由于结构简单,本书不单独介绍。
双振动电动机的偏心块经过调整不同角度,可以形成不同的振幅,达到不同负载的给料能力。调整原理示意图如图8-4所示。
双振动电动机作为激振器的振动给煤机的结构简单,但电动机直接带动偏心块振动,加上双电动机刚性连接,受力情况复杂,损坏率比较高,多用于较小出力的振动给煤机。
双电动机作为激振器的振动给煤机的另外一种形式是双电动机通过联轴器分别驱动偏心块旋转,达到振动给料的目的。由于偏心块在静止条件下,自然下垂,可以不必考虑初始角度的问题,仅通过控制电动机的安装位置,即可控制给煤机以要求的轨迹进行振动,具有结构简单,检修方便的特点。结构安装图如图8-5所示。
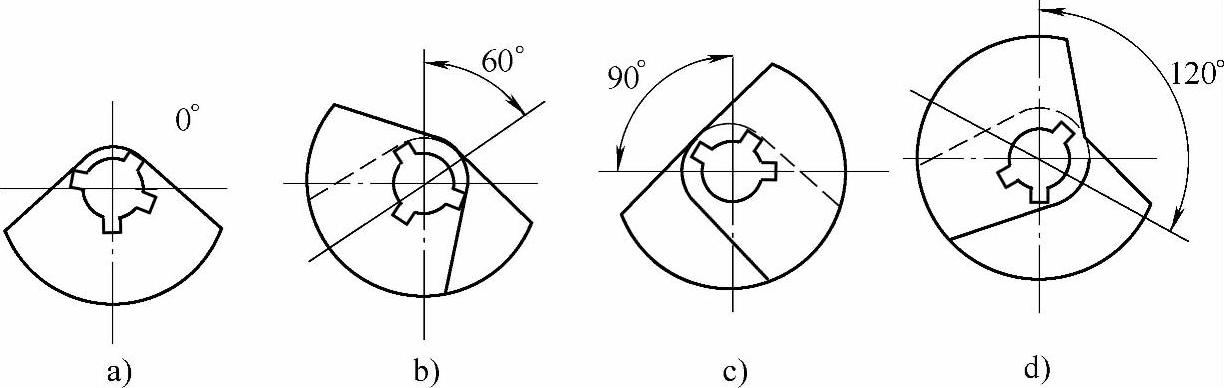
图8-4 双电动机振动给煤机偏心块调整原理示意图
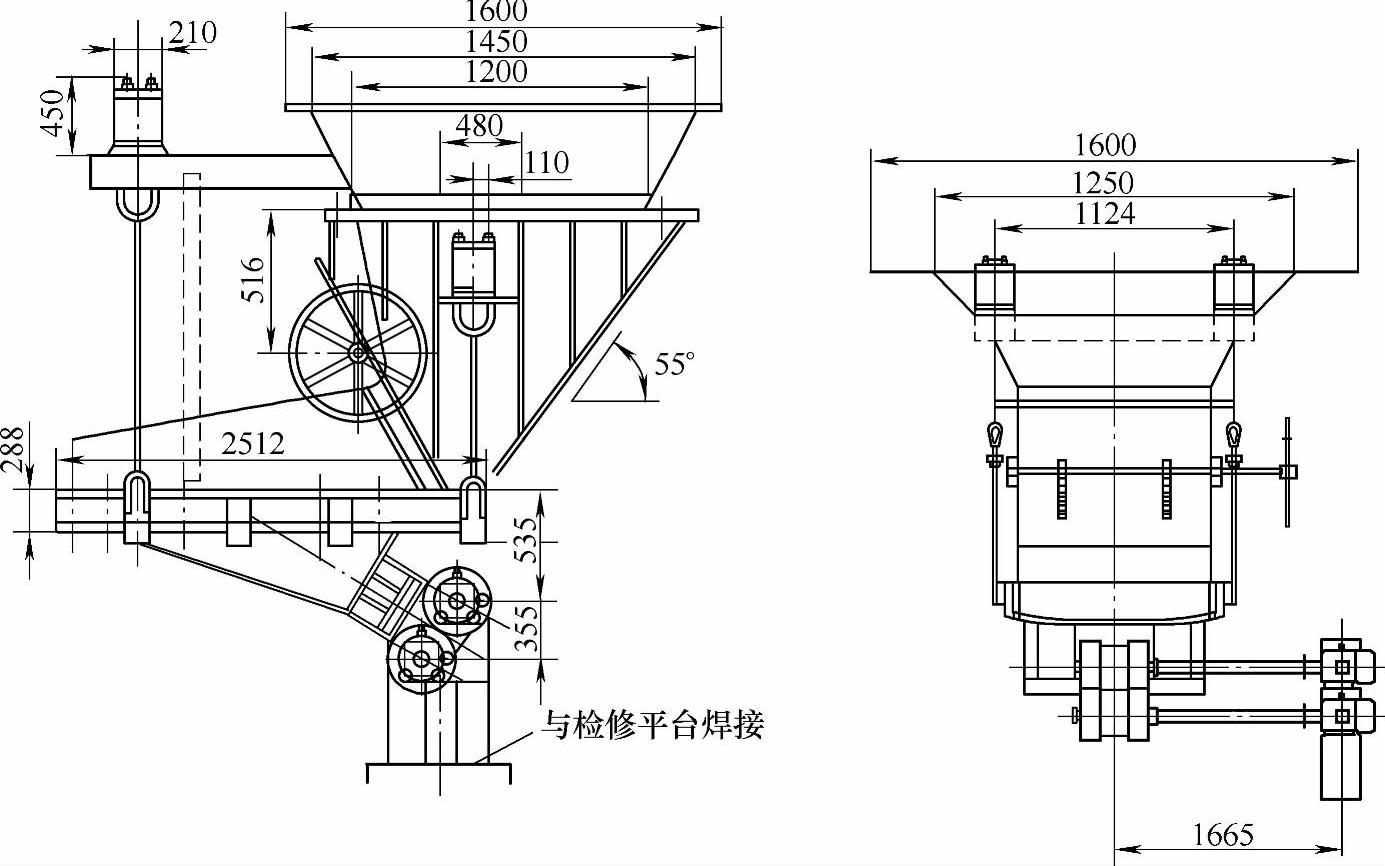
图8-5 双电动机振动给煤机的结构安装图
双电动机通过联轴器驱动偏心块的振动给煤机检修和单电动机通过啮合齿轮驱动双偏心块的检修基本一致。但在该振动给煤机检修时,应注意以下事项:
1)电动机基础确定了振动轨迹的可靠性,应保持基础不变,若需要调整振幅,应配合基础的高低和给煤机倾斜角度,共同调整,确保不出现横向余力,造成设备的加速损坏。
2)悬挂弹簧应每3~4年检查和更换,避免由于弹簧初始变形量影响设备的初始状态,造成振动轨迹变化过大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。