



(一)制动器的类型
制动器按照用途可分为停止式和调速式。按照构造特征可分为块式、带式和盘式三种。按照操纵方式可分为手动、自动和两者兼而有之。按照工作状态可分为常闭式和常开式。
一般常用的制动器有:闸带制动器、盘式制动器和闸瓦制动器。
常用闸瓦制动器又分为电磁制动器、电动液压推杆制动器、液压电磁铁制动器,电厂燃料设备常用制动器为YWZ系列电动液压推杆制动器(图6-20)及YDWZ系列液压电磁制动器(图6-21)。
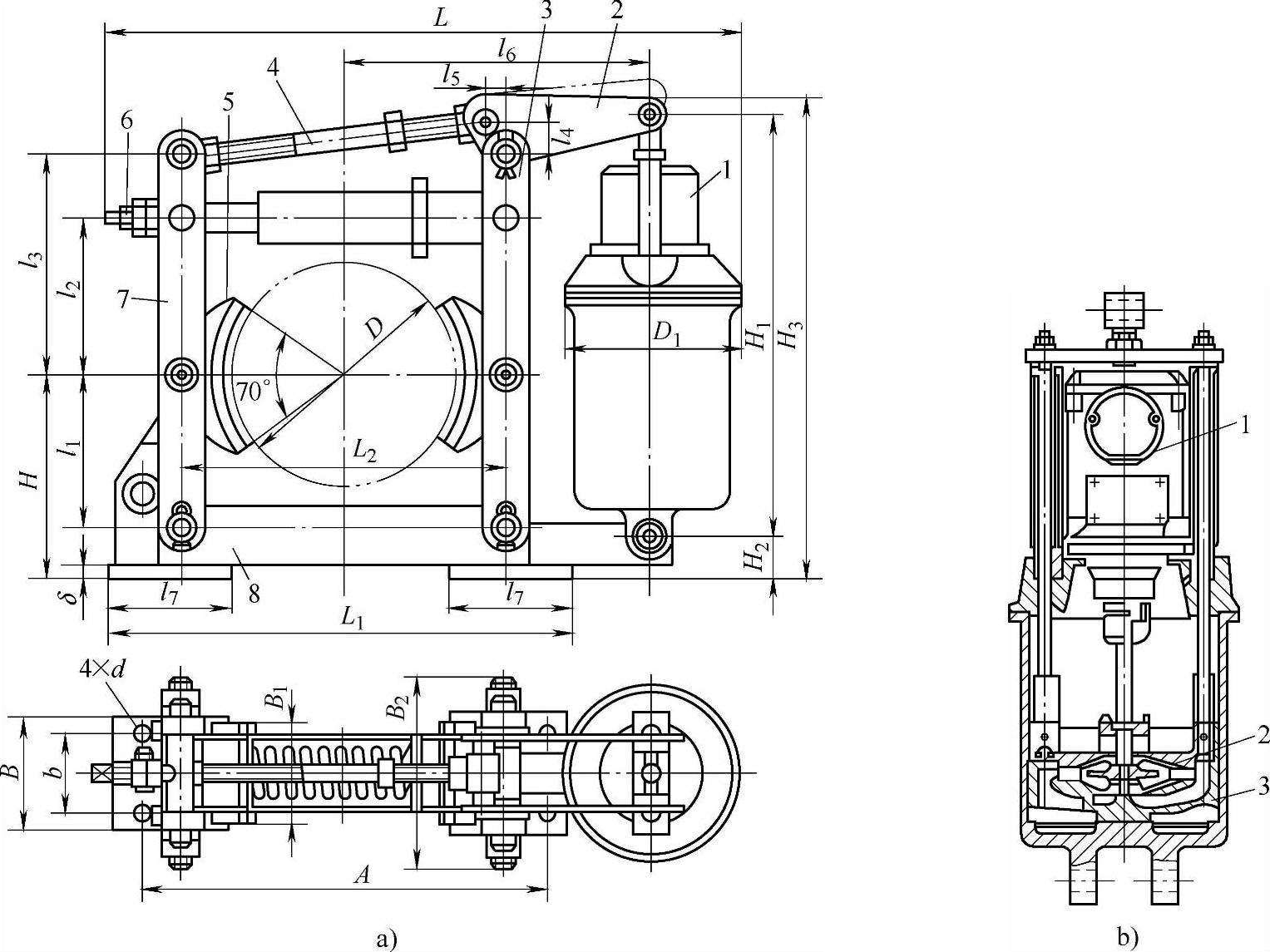
图6-20 YWZ系列电动液压推杆制动器
a)YWZ系列电动推杆制动器
1—电动液压推杆 2—杠杆 3—制动臂 4—拉杆 5—闸瓦 6—调节螺钉 7—制动臂 8—底座
b)YT1形电动液压制动器
1—电动机 2—离心泵叶轮 3—活塞
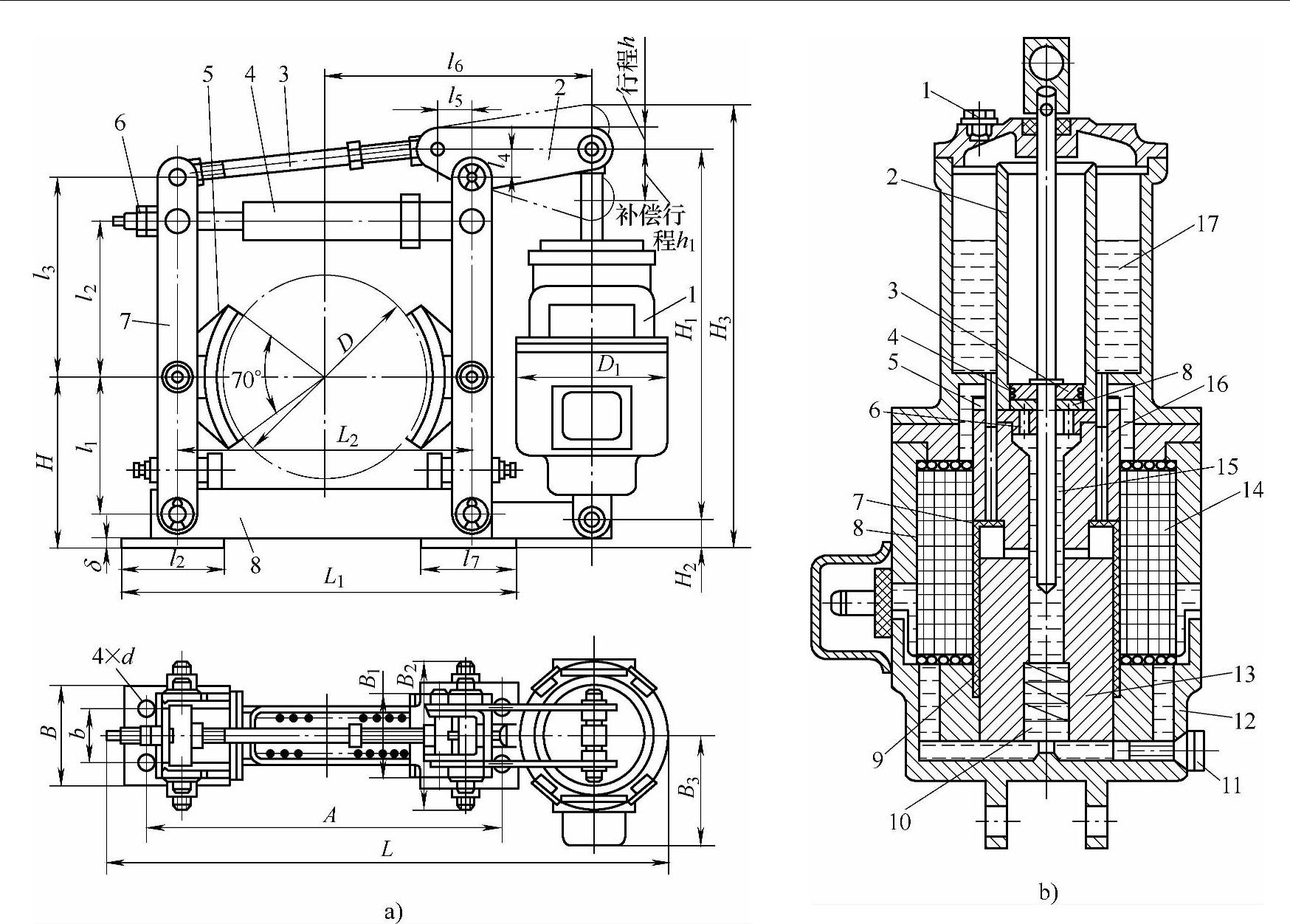
图6-21 YDWZ系列液压电磁制动器构造
a)YDWZ制动器本体部分
1—液压电磁铁 2—杠杆 3—拉杆 4—套板及主弹簧 5—闸瓦 6—主弹簧调节螺母 7—制动臂 8—底座
b)MY1型液压电磁铁结构示意
1—加油口 2—推杆 3—活塞 4—密封圈 5、6—通油孔 7—齿形阀片 8—钢垫片 9—钢套 10—动铁心阀 11—放油螺钉 12—下缸体 13—动铁心 14—线圈 15—油腔 16—静铁心 17—上缸体
(二)制动器的调整
1)调整前的注意事项
2)制动器调整前,应检查制动器的中心高度是否和制动轮中心高度相同,井使其两制动臂垂直于制动器安装平面。调整过程中制动瓦片表面及制动轮表面不得粘有油污。
3)调整步骤及方法。
①制动力矩的调整。首先旋转主弹簧调节螺母,改变弹簧长度,从而获得不同的制动力矩。调整时应以主弹簧架侧面的两条刻线为依据,当弹簧座位于两条线中间时,即为额定制动力矩,调整时注意拉杆的右端不能顶住弹簧架的销轴。
②制动瓦打开间隙的调整。调整时应使两侧制动瓦打开的间隙相等。若间隙不相等则应调整螺钉,如果左侧制动瓦打开间隙过大,而右侧较小时,则应旋紧左边螺钉,反之则按相反的方向调整。
③调整杠杆。先旋动拉杆,使杠杆连接制动器销轴的中心线和拉杆销轴的中心线处于同一水平线上。当装上电磁液压制动器后,应检查电动液压制动器的补偿行程。
④调整要求。检查制动器松开时,闸瓦片应均匀地离开制动轮。闸瓦与制动轮的间隙要一致,新更换的闸瓦片与制动轮的最大间隙不应超过表6-5的数值。
表6-5 闸瓦片与制动轮的允许间隙 (单位:mm)

(三)YT1型电动液压制动器的检修
1.检修工艺及质量标准
2.拆卸及检修
1)从制动器上拆下电动液压推杆。
2)打开放油螺塞,放尽缸内油液。
3)按顺序将梁、弹簧装置、推杆套及电动机拆下。
4)拆去上盖螺栓,将叶轮与活塞拉出。
5)检查内部各部件不应有损坏,轴承应良好,各螺栓应紧固无松动,并用煤油清洗后方可装配。
6)各部密封应完好,损坏的密封垫应更换,油位显示窗应清晰,活塞及缸体内壁应无拉毛及严重磨损,对飞边应用细砂布打磨。
3.组装
1)放好密封垫,将叶轮、活塞与上盖组装为一体。
2)将活塞推入缸内,使盖与缸体结合好,对称紧固螺栓。
3)旋紧放油螺塞,加入液压油,按顺序装好电动机、弹簧和横梁。
4.检修质量标准
1)叶轮旋转应灵活。
2)圆柱弹簧无卡涩现象。
3)推杆及活塞上、下运动无卡涩。
4)各结合面处密封完好无泄漏,油位视窗清晰。
5)加油标准及要求:按规定选择油种(表6-6)(https://www.xing528.com)
表6-6 推动器选用油类

(四)MY1型液压电磁铁制动器的检修
1.拆卸及检修
1)将液压电磁铁制动器由制动器上拆下。
2)将制动器放油螺塞打开,放尽内部油液。
3)按顺序将制动器上缸体、静铁心、线圈、动铁心等和底座拆开。
4)检查缸体内各油道,不应有异物和杂质,用煤油将各部件清洗干净。
5)检查橡胶密封圈,不应被压扁及变形,弹簧卡圈不得变形,尺寸应符合要求。
2.组装
1)按顺序将制动器动铁心、线圈、静铁心、上缸体等装于制动器缸体内。
2)线圈上、下端应各有两块月牙形橡胶垫不得漏装,并使静铁心压住线圈,防止线圈窜动,月牙形橡胶垫的位置要与底座的两孔相垂直。
3)动铁心阀门处,应注意各零部件装配位置。
4)压片的方向不能装反,不可遗漏放置隔磁环,液压缸的两凸仓、静铁心的两孔及下缸体的两孔均在同方向,以保证对正外油路的方向。
5)组装好后加入液压油,方法:先把推杆放在最低位置,然后松开放气螺塞和注油孔螺塞,缓慢地向液压缸内加油,一直到油从放气孔溢出时,再把放气螺塞拧住。拧上放气螺塞后,继续缓慢加油,一直到离注油孔40~50mm。静置几分钟后,再拧开放气螺塞排气,完全排净后拧紧放气螺塞,检查油位,如果没有达到上述高度,应继续加油到合格为止。
3.检修质量标准
1)各部密封良好,无泄漏。
2)推杆动作灵活,无卡涩现象。
3)注意要垂直安装,与铅垂线倾角不大于5°。
4)安装时应有一定的补偿行程,其高度不大于表6-7的规定。
5)加油标准。在环境温度高于-10℃时,用#25变压器油;环境温度低于-10℃时,用#10航空液压油。所选用加入的油液,应十分清洁,不允许有杂质混入。
表6-7 MY1型液压电磁铁技术规范

(五)制动轮及闸瓦检修验收质量标准
1.制动轮
1)检修或更换新的制动轮,其表面硬度应达到HRC45~55,淬火层深度应达到2~3mm。
2)当制动轮磨损达1.5~2mm或是表面过于粗糙、闸带铆钉擦伤深度超过2mm时,必须重新进行机加工或热处理。
3)重新加工后的制动轮其壁厚必须保证大于原厚度的70%,否则应更换。
4)机加工后的制动轮其表面粗糙度值应达到Ra1.6μm。
5)装配好的制动轮其轴向圆跳动量不得超过表6-8的规定。
表6-8 制动轮装配后的跳动量 (单位:mm)

2.制动瓦
1)闸瓦磨损量超过原厚度的50%时应更换。
2)更换闸瓦时,首先将准备好的石棉制动带加热到100℃左右,而后弯压在闸瓦上,并用铜钉或铝钉铆接。闸瓦与石棉制动带的接触面积应大于其全部面积的75%,铆钉沉入瓦片的深度不小于瓦片厚度的50%。
3)闸瓦中心与制动轮中心误差(即同轴度)不大于3mm。
4)当制动器松开时,闸瓦与制动轮的倾斜度和平行度不应超过制动轮宽度的1%。
3.制动架
1)制动架各部分动作要灵活,销轴不能有阻、卡现象。
2)销轴及其他轴的磨损超过原直径的5%,圆度误差超过0.5mm时,需更换。
3)各轴孔的磨损超过原尺寸的5%时,要重新加工孔,并配上合适的轴可继续使用,轴孔磨损量过大后,应进行补焊加工。
4)各转动部位应定期检查,加油润滑。
5)各部位调整螺母应紧固,不应有松动现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。