



胶带的拉紧装置主要有重锤滚筒拉紧、尾部小车拉紧、尾部丝杠(推杆)拉紧三种方式。
(一)重锤滚筒拉紧装置的检修
图6-16所示是重锤滚筒拉紧装置结构,重锤滚筒拉紧装置检修项目包括滚筒的检修、滑道(滑杆)的检修、重锤配重的调整。
1)重锤改向滚筒的常见故障是轴承损坏,其检修方式与其他位置滚筒轴承的检修相似。
2)滑道(滑杆)的检修。滑杆的变形会影响重锤的正常上下运动,应在变形大于2%时进行检修,校正直线度。对于滑杆本身刚度不足的,在运行过程中出现大幅度振颤的,应进行加固。重锤滑杆有的采用槽钢制作,高度高于4m以上,刚度明显不足,建议使用φ150mm左右的钢管。
重锤滑杆与重锤改向滚筒之间应保持足够的距离,滑杆的刚度越差,可能造成的跑偏越严重。
(二)尾部小车拉紧装置的检修
尾部小车拉紧装置主要由拉紧小车、牵引机构、配重悬挂部分组成,如图6-17所示。
1.拉紧小车的检修项目
1)车轮及轴承的检修。
2)轨道的检修。
2.检修标准
1)小车非拉紧状态下滑动无异常卡涩。
2)轨道中心与胶带基架中心同轴度不大于1%;两轴线夹角不大于30′。
(三)拉紧装置的检修与维护
1.张紧轮和导向轮的检修与维护
1)轮辐无裂纹,绳槽应完整无损,绳槽的磨损深度应小于10mm。
2)铜套与轴的磨损,最大间隙应小于0.5mm。
3)轴的定位挡板应牢固可靠,地脚螺栓无松动。
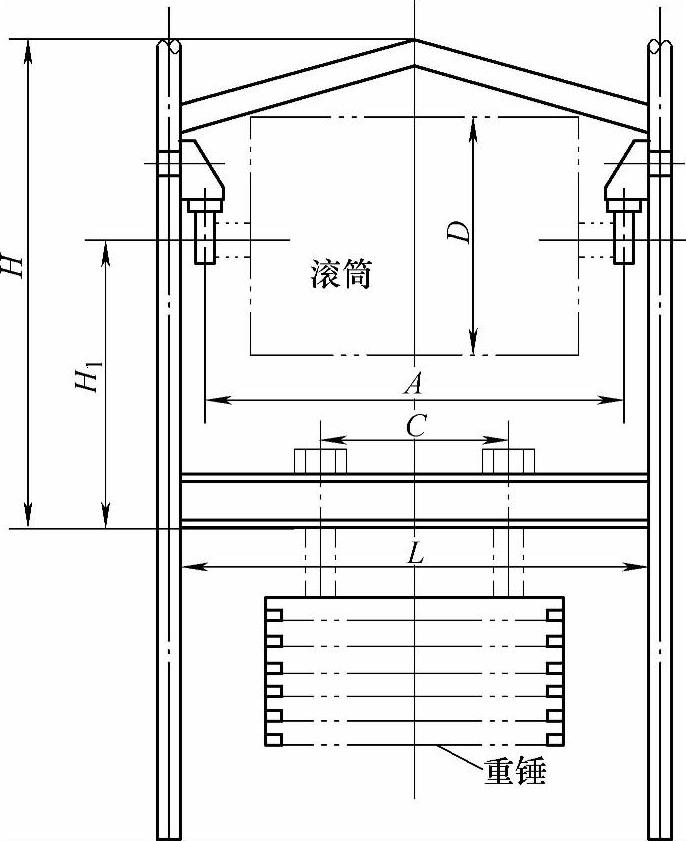
图6-16 重锤滚筒拉紧装置结构(https://www.xing528.com)
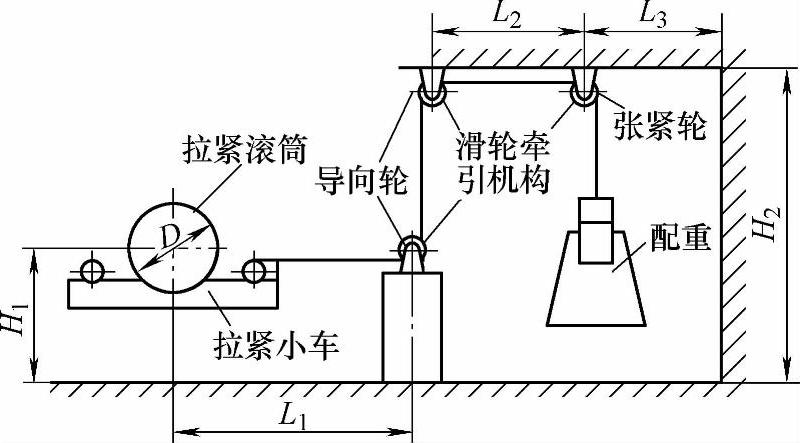
图6-17 尾部小车拉紧装置
2.拉紧小车的检修维护
1)车架无明显变形,各焊缝无开裂。
2)车轮的局部磨损量小于5mm。
3)轴的直线度误差应小于0.5‰。
3.配重装置的检修维护
1)配重架无明显变形及开焊,地脚螺栓无松动。
2)张紧绳和保险绳完好,每个固定绳头的绳卡子不少于3个。
3)满载工作时,张紧绳放绳长度应保证配重底面离基础地面的距离大于100mm;保险绳的长度应能保证张紧绳卡子在进入张紧导向轮绳槽前100mm时,保险绳必须受拉力。
(四)尾部丝杠(推杆)拉紧装置的调整
尾部丝杠拉紧属于无缓冲拉紧,通常用于随时调整的较短胶带的拉紧,类似装置还有定位螺栓拉紧、推杆拉紧等。
尾部推杆拉紧还可以称作即时的胶带跑偏自动调整装置。控制原理如图6-18所示,布置如图6-19所示。
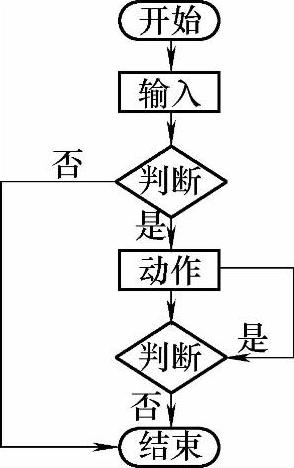
图6-18 控制原理
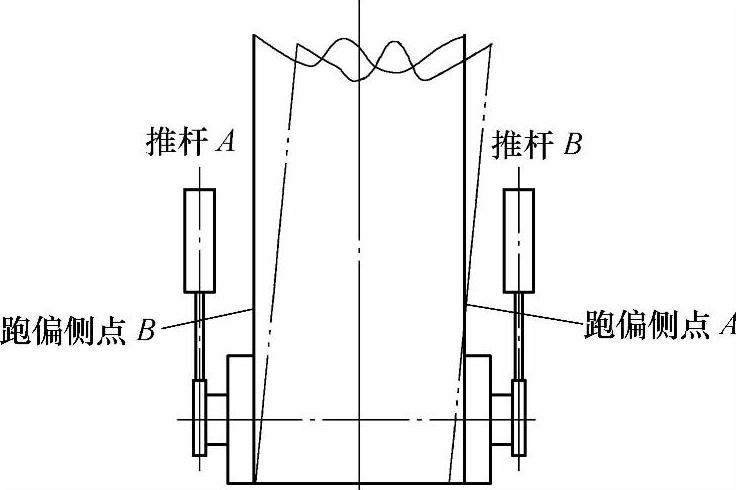
图6-19 尾部跑偏调整器布置
跑偏自动调整原理:当测点A感应到跑偏后,经过延时判断信号真假,然后控制推杆A和推杆B以相反方向动作一定距离后,系统等待一段时间,判断跑偏信号是否仍然存在,若存在,继续动作。同理,测点B侧感应到跑偏后,执行相同程序的动作。
该方式的自动调整还可以把A或B侧改为铰接,另外一侧配置推杆。整个滚筒固定在滑座上,先通过基本的拉紧后,再通过控制推杆细微、自动调整尾部跑偏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。