



(一)胶面滚筒的类型
滚筒表面附着胶粘层的目的是增加摩擦系数。
胶面滚筒按照花纹形式,可分为平面、人字形、菱形、平行等多种形式(图6-4)。
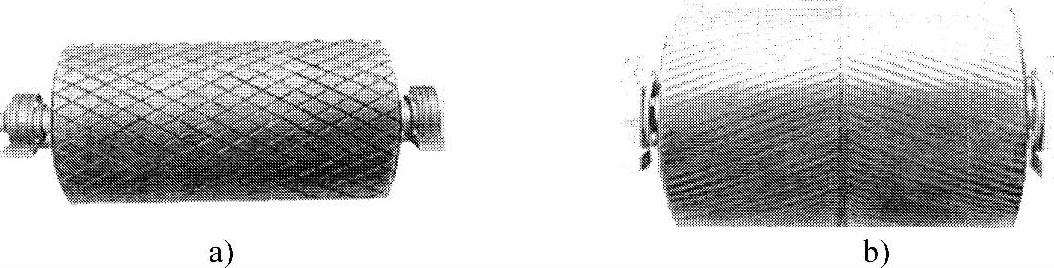
图6-4 滚筒形式
a)菱形花纹 b)人字形花纹
胶面滚筒的胶面可以使用粘接包胶,也可以使用塑胶来制作胶面,还可以采用沉头螺钉固定挂胶的金属模块,这种使用沉头螺钉固定的胶面滚筒表面纹路以平行居多。
(二)胶面滚筒的力学性能
面胶:拉伸强度≥18MPa;拉断伸长率≥180%;拉断永久变形率≤25%。
底胶:拉伸强度≥30MPa,抗折断强度≥69MPa,耐热温度≥80℃,橡胶与金属黏附扯离强度≥3.9MPa。
橡胶与金属的黏附扯离强度不小于4MPa。
橡胶的邵尔A硬度:传动滚筒60~70°,改向滚筒50°~60°。
φ≤400的滚筒厚度一般10mm左右。φ>400的滚筒厚度一般≥12mm左右。
(三)胶面滚筒的检修
胶面滚筒由筒皮、轮毂、辐板、轴、轴承、轴承座和胶面组成。
胶面滚筒的筒皮、轮毂、辐板若发生损坏,除选型存在偏差外,主要原因是滚筒本身的铸造偏差,如滚筒圆度或圆柱度超差、滚筒偏心距(质心到几何中心的距离)超差等。若滚筒发生损坏,应及时查明原因且按照滚筒的拆装工艺进行滚筒更换。
胶面滚筒轴承的检修方法同通用设备检修方法。
胶面滚筒的胶面故障是常见故障,主要是胶面老化、胶面与滚筒剥离、胶面两侧磨损等。针对该类型故障,可以更换滚筒,也可以重新包胶,推荐采用重新包胶。
滚筒包胶分为热胶包胶和冷胶包胶,根据现场使用情况,推荐使用冷胶包胶,具体步骤如下:
1)剥除原有胶粘层。(https://www.xing528.com)
2)用角向磨光机将滚筒表面打磨出金属光泽。
3)用清洗剂将滚筒表面清洗干净。
4)将专用冷粘胶均匀涂刷在滚筒及预先准备的胶板表面。
5)待第一遍彻底干燥后,涂刷第二遍。
6)第二遍胶干燥到一定程度后,将胶板放在滚筒上面并同时用橡胶锤敲击表面,令其充分粘接牢固。
7)最后将橡胶修补剂填充到胶板接缝处并用力压实,待其完全固化后方可使用。
(四)滚筒轴的修复
胶面滚筒轴受胶带拉紧力的影响,承受单侧力。同样由于滚筒的工作环境存在潮湿、粉尘因素,轴承损坏频率高,维修更换不及时,容易造成轴的磨损或轴与轮毂间键的磨损。由于滚筒的直径比较大,主要是轮毂受力,轴的弯曲情况比较少见。
1.滚筒轴的键磨损的修复
滚筒轴的键磨损的修复与一般键磨损的修复相似,即采取重新铣键槽并配键的方法进行修复。
由于滚筒轮毂重新铣键槽比较困难,而且损坏频率不高,在重新装配时,可以使用平面锁固胶进行锁固。
2.滚筒轴的磨损和修复
滚筒轴磨损后,修复的方法比较多,大体可以使用以下几种办法:
1)补焊。使用电焊将轴进行补焊,保温冷却后,重新车削轴径。车削时,要保证轴径与滚筒轴线的同轴度不大于0.1mm。为了降低车削的工艺难度,在补焊时,要把滚筒垂直放置,双人对焊,防止轴端焊接不均匀,不能损坏顶尖孔。补焊后如果出现轴端焊接不均匀,要补住顶尖孔,在车床上重新找正中心后车削轴径。
2)喷镀。若轴径磨损量比较小(0.30mm左右),可以采用喷镀的办法进行处理。喷镀后要退火,降低表面硬度后再进行车削。
3)垫铜皮。紧急情况下可以采用垫铜皮的办法复装轴承,为防止继续磨损,保留0.10~0.20mm的间隙,并使用锁固胶锁紧。
4)使用非金属修复剂冷修复。可以刷涂一定厚度的非金属修复剂,待凝固后,上车床车削轴径,也可以进行修复。该项工艺可由专业厂商完成。
考虑到滚筒轴的同轴度要求,目前,滚筒轴使用调心轴承的比较多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。