



如图5-11所示是常见的燃料设备用液压缸结构,其检修工艺如下所述。
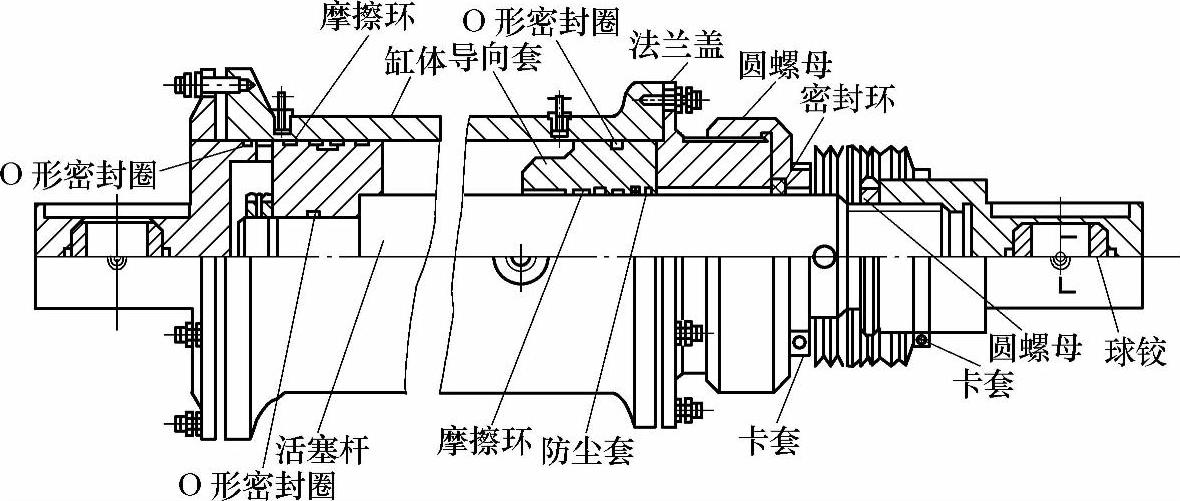
图5-11 常见的燃料设备用液压缸结构
(一)液压缸检修安全措施及注意事项
1)被拆卸液压缸泄压时,必须观察设备有无变化,如有变化应立即停止作业。
2)起吊液压缸的钢丝绳在捆绑时应在油管附近加垫方,防止油管损坏。
3)在运输过程中,应将液压缸用垫方垫好,防止脱落。
4)当起吊活塞杆时,应避免将活塞杆划伤。
5)拔出活塞杆时,应平稳进行,防止将活塞杆碰伤。
6)拆卸液压缸上部的销轴和高空起吊作业过程中,必须系安全带。
7)液压缸在地面试压时,应注意平衡点发生的变化,防止液压缸翻倒。
8)如果液压缸销轴因锈蚀或其他原因过紧而使得拆卸困难需要加热,必须严格控制加热温度。防止液压缸因加热变形和活塞的密封件损坏。
(二)液压缸的检修项目
1)初步检查缸体漏油情况,并详细记录。
2)检查各部螺栓连接,对于不符合适用要求的要予以更换。
3)检查液压缸外接胶管、接头并进行耐压检测,依据检查结果和检修标准予以更换。
4)拆卸并检查液压缸上、下铰座的连接情况以及关节轴承,依据检查结果和检修标准予以检修或更换。
5)液压缸解体检查。
①检查并测量缸体内壁,针对磨损情况参照缸体标准精度,制订修理方案(涂镀及桁磨等)。
②检查并测量导向套的磨损情况,必要时进行更换。
③检查并测量缸体、活塞杆及防尘套、活塞及活塞环等,依据检查结果和检修标准予以检修或更换。
④检查液压缸上部密封(组合橡胶密封、骨架油封、O形胶环、缸口法兰铝垫、石棉垫等)。如损坏或老化,应立即更换。
6)液压缸组装后,应进行打压试验。
(三)液压缸的检修质量标准
1)各密封件密封良好,无裂纹损伤;橡胶密封件无老化变质。
2)各连接件牢固无松动、变形及裂纹损伤,焊缝不得有裂纹。
3)缸体内孔的圆度、圆柱度误差不大于0.01~0.02mm,轴线直线度误差在500mm长度上不大于0.04mm。
4)缸体内表面粗糙度在Ra0.8μm以下,无划痕、裂纹和飞边。
5)活塞杆表面光滑,不准有飞边和深槽。活塞杆的弯曲度应小于0.03/500(全长弯曲度小于0.15mm),如有弯曲必须矫正。
6)活塞皮碗不得有裂纹及纵向沟槽,磨损量不大于1mm;当皮碗失去原形时,要更换新皮碗。皮碗和缸体的紧力不可过大,以皮碗套在压盖上能用力推入缸筒为宜。
7)活塞杆防尘套完整无破损。
8)起导向作用的轴套表面粗糙度要求在Ra0.8μm以下。
9)活塞杆与轴套之间为间隙配合,其最大间隙为0.11mm,最小间隙为0.04mm。
10)活塞无飞边、沟槽及裂纹损伤。
11)活塞对缸体内孔的同轴度小于外径公差的1/2,活塞圆柱度与圆度误差不大于外径公差的一半。活塞端面对中心线的垂直度误差不大于0.04mm。
12)活塞和活塞杆装配后,必须检查直线度和同轴度。活塞和活塞杆同轴度误差应小于0.04mm,若经调整仍达不到同轴度要求,则必须更换新的活塞。活塞组件固定及锁紧应牢固。活塞组件的松动会造成内泄漏,一旦脱出,会将活塞和活塞杆损坏。
13)活塞上的密封圈损坏容易造成高、低压油互通,应更换新密封圈。
14)活塞泄油孔必须畅通,装配后运动部件运动灵活、无振动,无卡涩现象,充液压油后无内、外泄漏。(https://www.xing528.com)
15)缓冲器内部弹簧不准有裂纹和变形,安装后不许有径向和轴向的移动,缓冲器各回油孔应畅通无堵塞。
17)缓冲器充满液压油后,各密封点均无漏油现象。
18)缓冲器就位后应和设备可靠地联为一体,不得有任何松动现象。
液压缸上、下铰孔与铰轴为间隙配合,配合间隙0.20~0.30mm。应转动灵活。
19)液压缸的缸头安装时应使用力矩扳手,力矩符合要求。
20)液压缸的连接胶管无老化和损伤。
21)液压系统各部管子无变形和损伤。
22)在缸筒全长上反复移动活塞,不得有阻滞现象。
23)安装完后,用两倍使用压力往复运行五次应无泄漏。
(四)液压缸的检修工艺过程
1.液压缸的拆卸工艺过程及注意事项
1)关闭被拆卸液压缸与液压站连接管的阀门,并使液压缸回路中的油压降为零;拆卸进出油管,安装拆卸工具,将销轴拆卸下来,将液压缸从设备上整体吊下。拆卸液压缸缸头螺栓,放尽缸内的存油。
2)缸体下部垫以适当高度的枕木后将液压缸水平放置于干净的检修场地上。要求摆放平稳,并做好防止滚动的措施。
3)拆除卡套上的六角头螺栓,拆除液压缸上部防尘密封罩,清理活塞杆露出部位上的灰尘与杂物。
4)松开锁紧圆螺母,将球头铰销及圆螺母从活塞杆上拆下清洗、检查,并检查密封环有无损坏及变形。
5)拆除液压缸上的法兰螺母,将上法兰拆下。取出导向套,清洗检查导向套上的各种油封。
6)在拆除活塞杆和活塞时,不能硬性将活塞杆组件从缸筒中拉出,应设法保持活塞杆组件和缸筒的轴心在一条线上缓慢拉出。其具体做法是:将球头铰销装回到活塞杆上,采用导链将活塞杆(柱塞杆)抽出,抽活塞杆时移动方向与缸体轴心线重合,以免造成活塞对缸内壁或导向套的擦伤,注意在拆卸活塞时应用特制的扳手。活塞杆头部应安装挂环或将头部绑扎,悬挂起来,以免弯曲变形。
7)取出活塞杆后,将密封铜套、O形密封圈、V形组合密封圈,从缸体内顺次取出。将密封圈的安装方向作以标记,以备安装时参考。
8)液压缸全部解体以后,应进行全面的清洗(可配以空压气泵吹洗)、检查、测量。对缸内壁和活塞杆凹槽处,应用面团粘擦,以清除污泥、铁屑、铜屑等。
9)拆除、检查、更换液压缸各部位密封圈时,不得采用有可能将油封损坏的工具,拆下后应做好标记,以便安装。
2.液压缸的组装工艺过程及注意事项
组装液压缸的工序与拆卸工序逆反。
1)安装前,必须检查轴端、孔端等处的加工质量,倒角要清除飞边,然后用煤油清洗干净并用压缩空气吹干。
2)活塞上的密封圈损坏容易造成高、低压油互通,应更换新密封。
3)液压缸密封圈不能装得太紧,特别是V形密封圈,如果太紧,活塞杆的运动阻力会增大。
4)在活塞杆回装过程中,应将缸体直立起,活塞杆吊起后应和缸体处于同一轴线上。活塞杆下落时应缓慢,当活塞密封圈与缸壁接触时,要特别小心,不得将密封圈翻背或划伤。装配时缸内壁应涂润滑油。
5)装配时要注意调整密封圈的压紧装置,使之松紧合适,保证活塞杆能用手来回拉动,而且在使用时不能有过多泄漏(允许有微量的泄漏)。
6)当缸体不能直立时,应将活塞杆用两个导链吊起,其活塞杆轴心线与倾斜的缸体轴心线应一致,然后将活塞杆缓慢推入缸体。注意:装入缸体时,不要忘记缸盖处的铝垫或石棉垫、防尘罩等。
7)螺栓的紧固。在压紧液压缸上盖时,螺栓一定要均匀紧固,不得歪斜,紧力也不可太大,以不漏油为原则,螺栓应有防止松动的措施。
8)安装液压缸上、下油管与液压站连接、注油、试压,合格后拆卸连接油管,并将液压缸上、下油口用油堵头(螺塞)旋紧,然后进行液压缸吊装。
9)在液压缸拆、装过程中,不得用铁器直接敲打和划伤缸内壁、活塞及活塞杆。在装配过程中,不允许任何杂物落入缸内。
3.液压缸试运行标准
液压缸安装合格后可进行如下试运行:
1)运行时液压泵无异常振动,无异声,运转平稳。
2)试运行时,液压缸动作无卡涩,运行平稳,无爬行,各连接处无泄漏。
3)油管和连接软管一起作压力试验,2h无泄漏。
4)液压系统在压力试验时不得漏油,系统30min不卸压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。