



图4-57a所示为行星减速器的原理及结构图,图4-57b所示为行星减速器用于斗轮旋转驱动装置的应用实例。行星减速器的检修质量标准与圆柱齿轮减速器的基本相同,但二者检修工艺有所区别,尤其是拆卸及组装方法应结合被驱动设备进行。
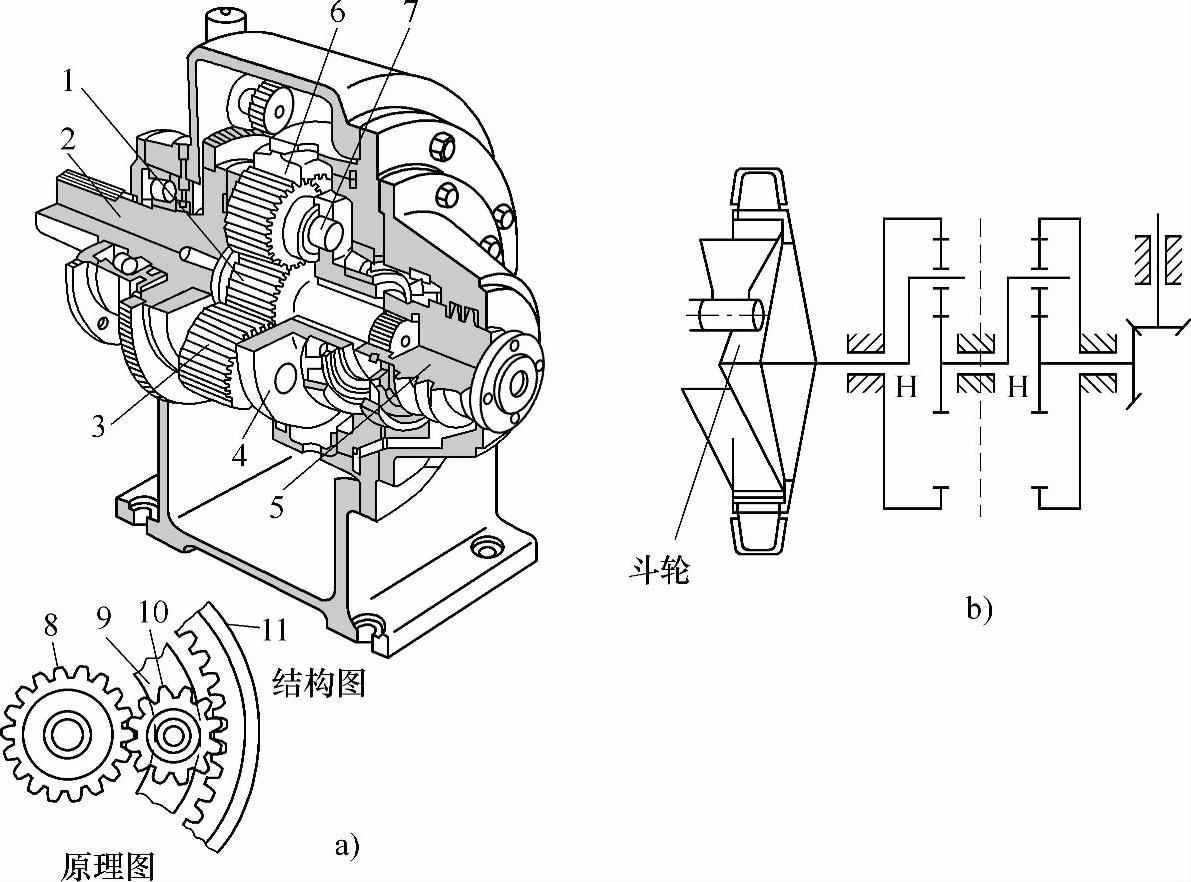
图4-57 行星减速器的结构及应用
a)行星减速器的原理及结构图 b)斗轮行星减速器驱动装置
1—中心齿轮 2—低速轴 3、10—行星轮 4、9—行星架 5—高速轴 6—内齿轮 7—行星轮轴 8—太阳轮 11—齿圈
图4-58所示为重车调车机驱动装置,下面以此驱动装置中的行星齿轮减速器的检修实例,分析行星减速器的检修工艺。
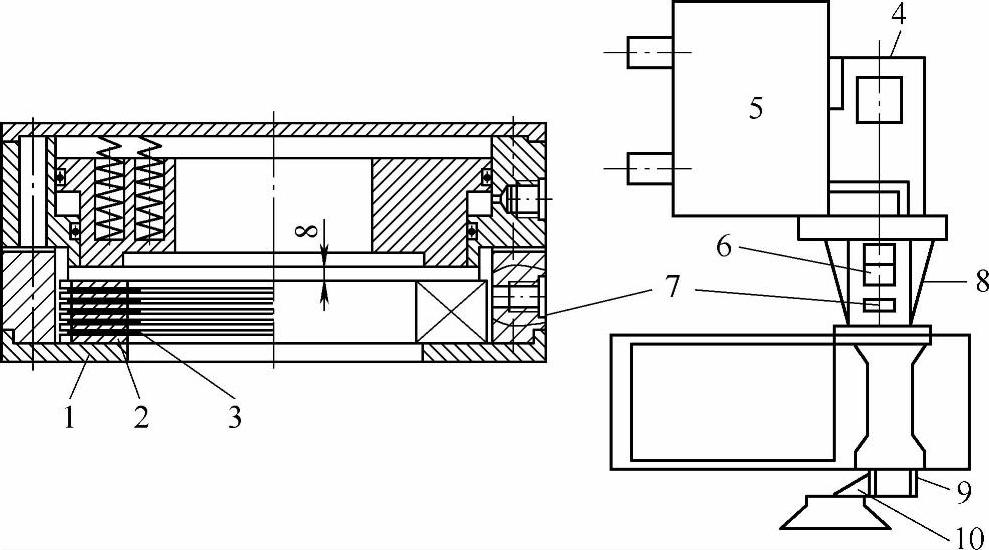
图4-58 重车调车机驱动装置
1—端盖 2—摩擦片 3—缓冲隔套 4—驱动电动机 5—风机 6—联轴器 7—制动器 8—行星齿轮减速器 9—小齿轮 10—齿条
1.拆卸电动机
在两个半联轴器上打上记号,若为柱销式联轴器,拆除两个半联轴器的传动销轴,若为齿轮联轴器,在相互啮合的内、外齿上做好标记。拆卸电动机与机座的连接螺栓并打标记,并将电动机从机座上吊出并放在适当的位置。做好标记后,将半联轴器拆下并检查,其具体方法详见本章第三节。
2.拆卸并检测联轴器
做好标记后,拆卸减速器输入轴侧的联轴器并检查,其具体方法详见本章第三节。
3.拆卸减速器
1)拆下制动器的进油管,用合适的螺塞将进油口堵上,并解开制动器上接近开关的电线。
2)卸下减速器上的放油螺栓,待润滑油完全流出后,装上放油螺栓。
3)卸下减速器与车架的连接螺栓,并在车架和减速器的对应位置上打标记。将减速器从车架上整体吊出,并移到检修位置。
4)卸下输出轴端的螺栓,卸下输出端驱动齿轮。
5)拆检液压多盘式制动器:拆开制动器盖螺栓,打开端盖。取出制动器盘片并检查制动器盘片的磨损情况。对弹性明显减小的碟形弹簧和磨损严重的摩擦片予以更换。拆开制动器与减速器相连的螺栓,卸下制动器外壳。检查更换损坏的密封环、弹簧等部件。
6)拆检减速器本体:
①在减速器各结合部分的端盖外打装配标记,拆下减速器中间结合位的连接螺栓,将减速器行星齿轮部分从减速器上卸下。清洗检查行星齿轮及轴承的磨损情况,并检查更换减速器齿轮输出端骨架油封,同时应检查更换减速器的油位计。(https://www.xing528.com)
②拆开减速器上端盖螺栓卸下端盖,清洗检查齿轮、轴承。并检查更换主动轴和制动轴处的骨架油封。将齿轮清洗干净,检查、观察、测定齿轮的磨损,轴向、径向晃动、齿顶、齿侧的间隙等,并做好记录。
③更换齿轮(点蚀面积沿齿宽及齿高方向超过60%时,齿轮应予以报废;齿轮磨损后齿厚小于原齿厚的70%时,应予以报废;齿面点蚀面积超过齿全部工作面积的30%,磨损超过齿厚的10%,有断齿的应更换齿轮):将需要更换齿轮的轴装配卸下来,卸下轴承及定位套,用压力机将齿轮压下来,再用压力机上将新齿轮装好。
④更换轴承(因磨损轴向间隙超过允许值可以调整,重新调整后达不到要求的应予以更换,轴承出现裂纹、疲劳剥落的小坑,保持架破坏,过度磨损等情况的,应更换轴承):拆下旧轴承,用温差法把新轴承装到轴上(加热油为机械油,控制油温在120℃左右;加热时间一般为10~15min)。
⑤吊出机壳内部件时要做好印记,各部件要摆放整齐、稳妥,防止碰伤和错乱。对轴进行检查校正时,如需更换,则新轴应符合图样要求。
⑥检查减速器结合面,采用刮研等方法,消除因减速器使用后发生变形而造成的结合面不严。
4.回装减速器
1)按拆卸的逆序装配。各轴承加注适量的润滑脂,检查各轴承的装配间隙符合要求,装配时各结合面端盖处注意密封。须更换的密封环、密封垫应及时更换,并在结合面处,使用密封胶来密封。
2)在输出轴端装上驱动齿轮,并在齿上涂润滑脂。将减速器吊装到车架基座上,上紧地脚螺栓。各轴承加注适量的润滑脂,用2号钙基润滑脂,占空腔的1/2~2/3。
3)装配止动器:按拆卸的逆序装配。
4)联轴器装配:将两个半联轴器分别装在电动机和减速器轴上,调整安全联轴器的碟形弹簧压紧程度。
5)回装电动机:将电动机座装配到减速器上,将电动机吊装到电动机座上,并找正、紧固。
5.减速器加注润滑油
天冷时油黏度号应小一些,天热时油黏度号应大些。加油量为油标最高位以下,最低位以上且检修结束后应做到:
1)油位计清洁明亮,油位计标记清楚、正确、不漏油,润滑油无变色现象。
2)齿轮运行平稳,无冲击和不均匀的杂声。
3)试运转的时间不少于30min,轴承无杂声,其轴承温度在规定数值内。
4)箱体无明显的振动。
5)减速器壳体清洁、无油垢,其结合面与轴承密封处无漏油。
6)记录齐全、真实、准确。
7)检修完工后,应清扫现场。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。