



(一)找中心的原理
联轴器找中心的目的是使两半联轴器的中心处于同一平面上,且重合为一条直线。为此,必须满足以下两个条件:
1)使两个对轮中心重合(即使两对轮的外圆面重合)。
2)使两个对轮的结合面(即端面)平行。
图4-36a所示为找中心原理图,图4-36b所示为燃料设备驱动装置中常见找中心的实例。通常燃料设备驱动装置找中心时,是将减速器轴上的联轴器中心作为找中心的基准中心线,通过测量中心误差后,调整减速器两侧半联轴器水平方向的位置和竖直方向的位置。
(二)联轴器找中心前的必备条件(以图4-36b为例)
1)电动机和减速器中心必须正确。
2)联轴器一般按原配对使用,若其中一侧的半联轴器需要更换时,对新换的半联轴器必须进行精度测量,并且符合加工图样的精度、表面粗糙度及其他技术条件要求。
3)各半联轴器及分相配装的轴颈、键槽、键都应进行测量并确认正确。
4)影响测量值的各个面必须圆滑平齐,不得有凸凹不平。
5)电动机底座安装面应低于减速器底座安装面,并有前后、左右移动调整的余地。
(三)百分表法找中心工艺
用百分表法找中心精度高,一般要求有专用桥规或支承架,是大型转动设备现常采用的找中心方法。
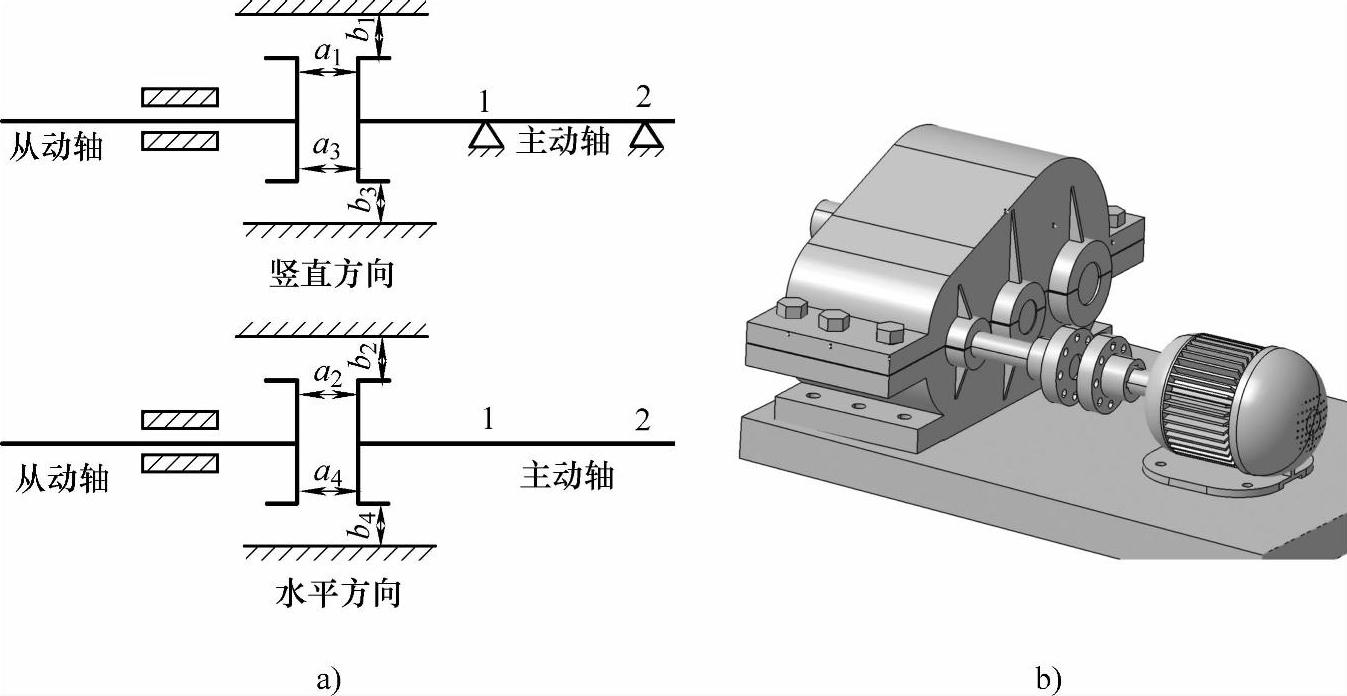
图4-36 联轴器找中心原理及实例
a)找中心原理图 b)找中心实例
1.找中心前的准备工作
1)在开始找中心前,应先调整好两对轮的端面间隙,一般为2~3mm,允许偏差不大于1mm。
2)拆除对轮上的附件及连接螺栓,并清除对轮上的油垢、锈蚀。在对轮上按原始位置对称装上两只活动销子(用百分表测量时,也可用两个桥规代替;用塞尺测量时,若其中一个用桥规代替,则只对称穿一个活动销子即可)。检查两转子是否处于自由状态,并准备好转子盘动装置。
2.用百分表法找中心的方法及步骤
用百分表法找中心常用桥规及表架的安装形式如图4-37所示。安装桥规架时应注意:
1)桥规架要固定在非调整侧转子的对轮上,以减少推理上的错误。例如,减速器对轮找正时,应将桥规固定在减速器侧对轮上。
2)桥规要装牢固,并不影响对轮的转动和自由状态。
3)为保证桥规的测位准确,可在靠近轴承的轴表面刻划四条等分线,并在轴承端面上划一定位线,使每次转动角度一致。
4)调节三块百分表的指针,即小针调到2~3之间,大针对准50。
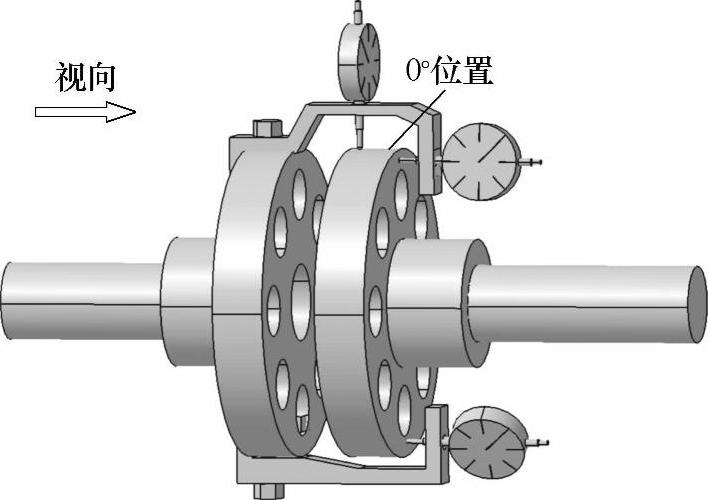
图4-37 常用桥规及表架的安装形式
5)转动设备,每转一等分,记录下三块百分表的读数,并填入相应的表中。
6)三块百分表重新回到起始位置时,测量外圆的百分表读数应为50;测量端面值的两表的读数差为0。
7)检验测量数据的准确性。
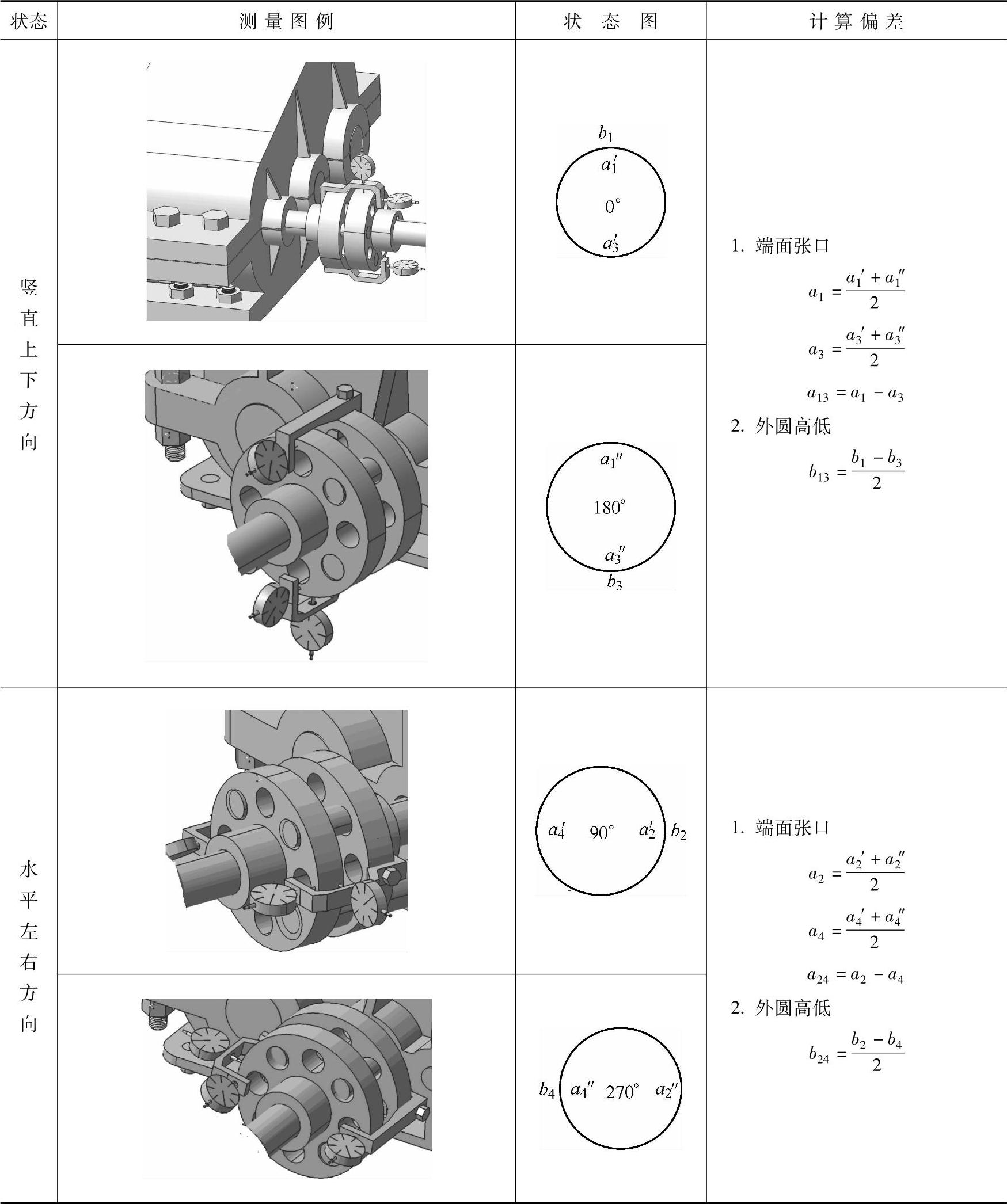
8)将检测状态分为水平方向及竖直方向(便是后续垫铁厚度的计算和调整),分别测记数值,画出原始状态图并可计算偏差(表4-12)。
表4-12 检测状态及计算公式
9)画中心偏差图,如图4-38所示。
10)计算调整量。现以图4-39为例说明加垫厚度的计算方法,即计算公式为

x处的垫铁厚度为b13+Δx;
y处的垫铁厚度为b13+Δy。
此例为竖直方向上张口的实例,其他情况计算方法与此类似。
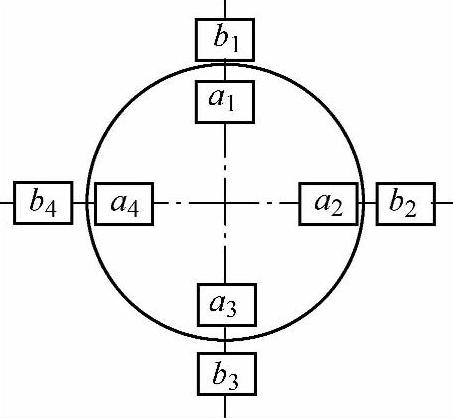
图4-38 中心偏差图
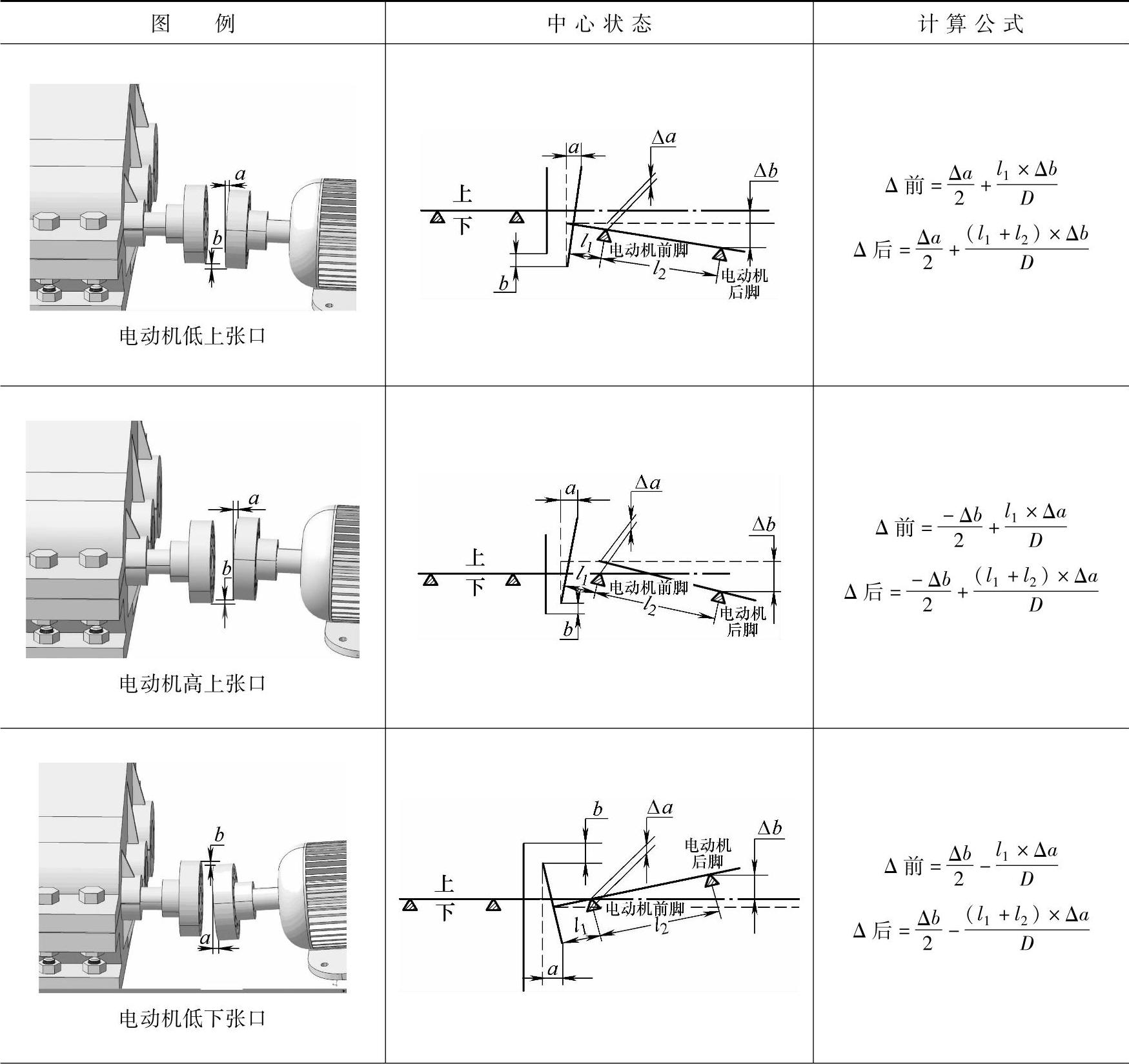
3.中心状态与计算方法
竖直方向状态图及计算公式见表4-13。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-39 垫片厚度的计算方法
表4-13 竖直方向状态图及计算公式
(续)
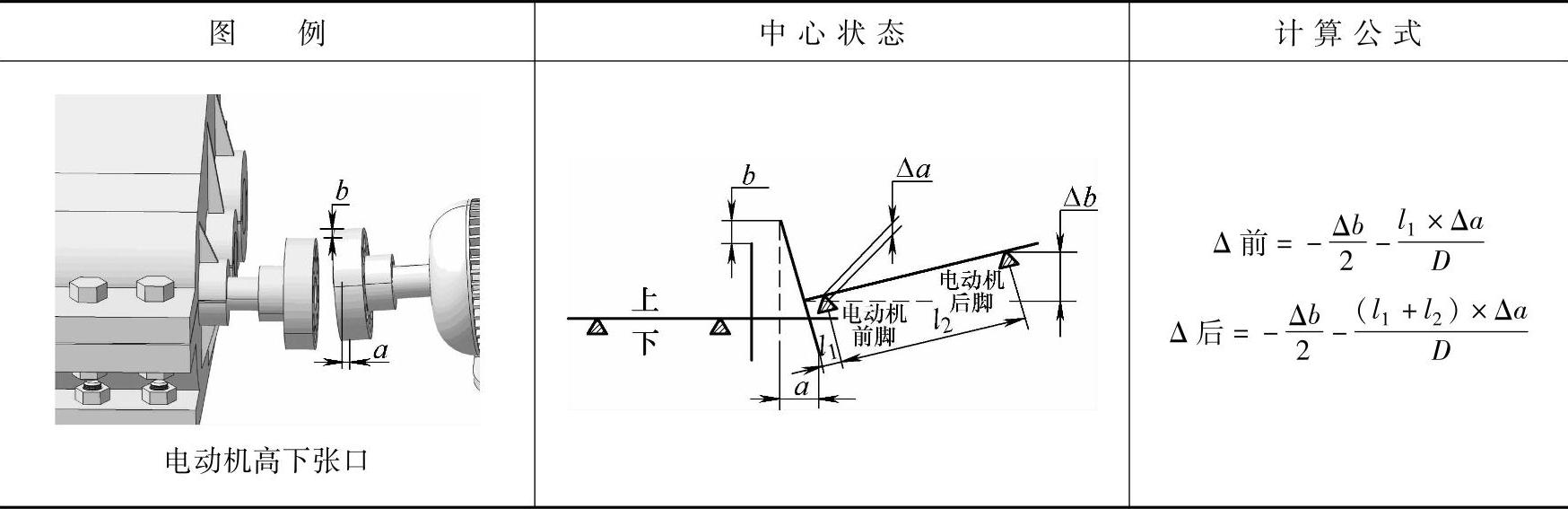
注:1.Δ前—电动机前脚所需垫层;Δ后—电动机后脚所需垫层;Δa—张口差数;Δb—电动机高低的差数;D—对轮直径;l1—电动机侧联轴器轮端面至电动机前脚孔中心距离;l2—电动机前脚孔中心至后脚孔中心距离。
2.水平方向状态图及计算方法和竖直方向一样,不同之处在于水平方向的找正是用千斤顶或螺栓进行调整的。
(四)塞尺法找中心的方法(图4-40)
用塞尺法找中心的方法步骤与百分表法基本相同,但是要切记二者测得的数值是相反关系,如图4-41所示。
测记方法、中心的调整及垫铁厚度的计算,均按前述方法进行。
(五)简易找中心法
利用刀口形直尺(或直尺)和塞尺测量联轴器的同轴度,以及利用楔形间隙轨或塞尺测量联轴器端面的平行度,这种方法适用于弹性连接的低转速、精度要求不高的设备或用于其他找中心法的粗找(图4-42)。
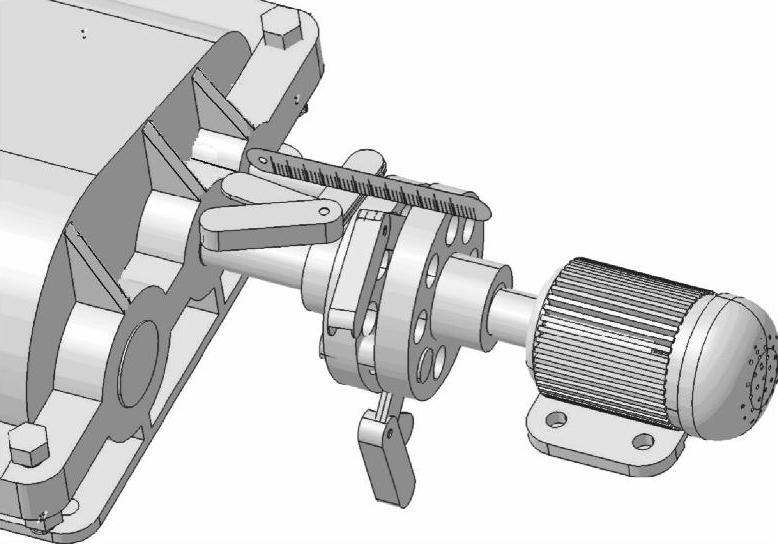
图4-40 塞尺法找中心原理
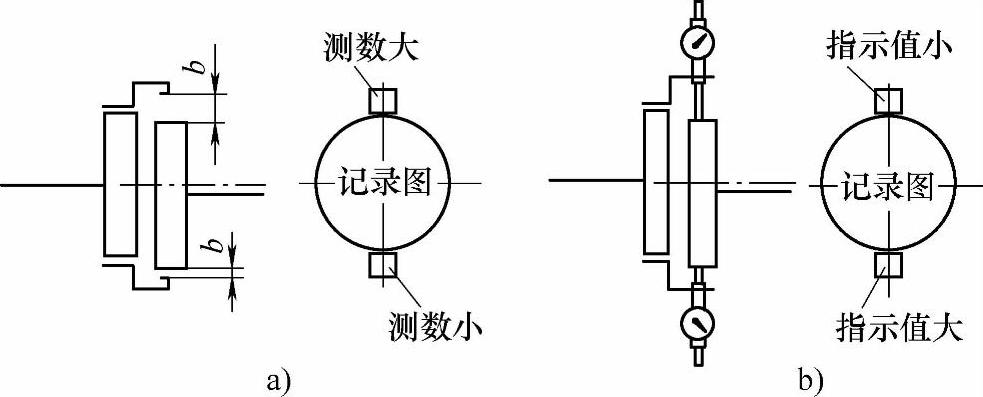
图4-41 百分表测量与塞尺测量具有相反的指示值
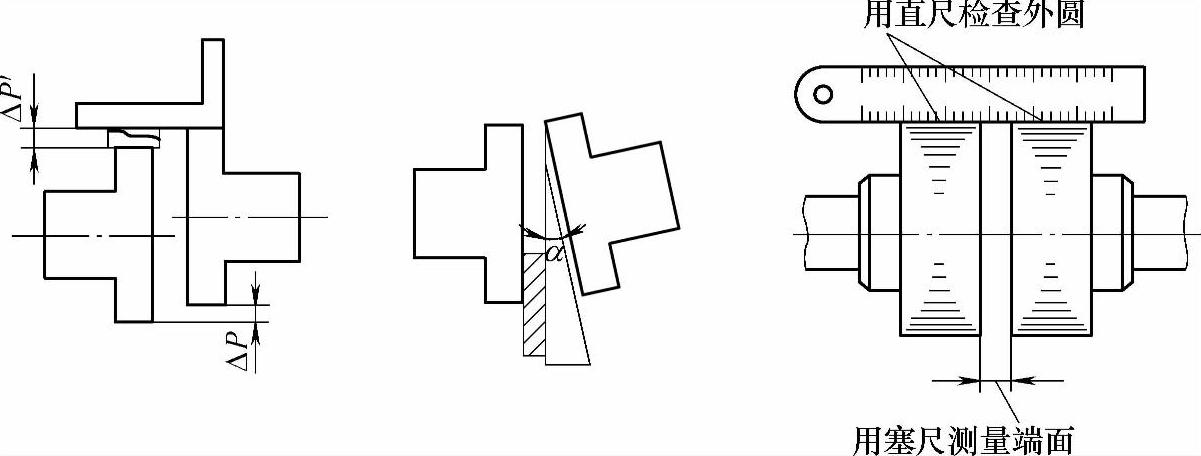
图4-42 简易找中心的方法
1.简易找中心法的基本原理及方法概述
简易找中心法的基本原理,是利用两对轮外圆面的高低误差,通过透射的光线来进行对轮上下、左右方向的调整,达到两轴中心一致的。用于对中心要求不太严格的设备,或用于其他找中心法的粗找。在找中心前,先检查联轴器两对轮的瓢偏与晃动,以及安装在轴上是否松动,若不符合要求则应及时修理;然后将修理好的设备安装在机座上,并拧紧设备上的地脚螺栓。
找中心时,用直尺平靠两对轮外圆面,用塞尺测量外圆及对轮端面四个方向的间隙,如图4-43所示。每转动90°测量一次(两对轮同时转动),测记方法、中心的调整及垫铁厚度的计算,均按前述方法进行。调整时,一般先调整径向再调整轴向,且原则上是调整电动机的机脚,调整用的垫子(铁皮)应加在紧靠设备机脚的地脚螺栓两侧,最好是将垫子做成U形,让地脚螺栓卡在垫子中间,如图4-43所示。
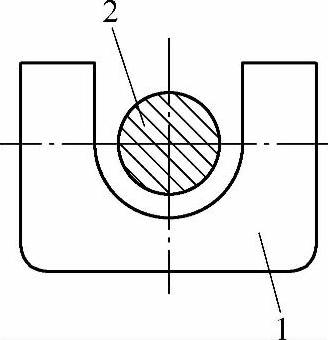
图4-43 U形垫的制作
1—调整垫 2—地脚螺栓
垫子垫好后,设备的四角和机座之间均应无间隙。切不可只垫对角两方,留下另一对角不垫紧,用调整地脚螺栓松紧的方法来调整联轴器的中心。
2.简易找中心的方法
1)选用直角尺、钢直尺或锯条等较薄较直的量具。
2)将钢直尺靠在两个对轮的外圆面上,通过两个对轮之间的光线来调整调整端对轮的高低。
3)左右的调整方法同上下一样。
4)两个对轮端面之间的距离可借助塞尺来调整。
3.找中心过程中的注意事项
1)使用此法找中心前,一定要知道该联轴器的中心标准是否能用此法。
2)在用塞尺和刀口形直尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无飞边。
3)量具要平直;光线不足时可用手电。
4)左右移动时要考虑输入、输出轴的长度。
5)对于最终测量值,电动机的地脚螺栓应是完全紧固,无一松动。
6)由于减速器的找正并没有完全具备良好的条件和工具,所以用调整垫调整时,每次加、减调整垫都应考虑电动机螺栓的松紧状况及其余量。
(六)联轴器中心误差的调整
1)分别在竖直和水平两个方向上,将钢直尺放在联轴器的外圆上进行观测,找出偏差方向后,先粗略地调整一下,使联轴器的中心接近对准,两个端面接近平行,为联轴器精确找正奠定基础。
2)装上千分表或用塞尺及其他附件,在联轴器外圆柱面及端面上测量中心的相对位置(简易测量可用直角尺、钢直尺及塞尺)。
3)固定从动机位置,再调整电动机,改变支承点处垫片或调整电动机位置,使中心趋于一致,经过调整,达到标准,固定好电动机。
4)根据经验,找正时先调整端面后调整中心,比较方便迅速,熟练以后端面和中心的调整可以同时进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。