



1.砂轮机
图4-5所示为砂轮机,主要是用于修磨刀具和工具,一般可分为普通式砂轮机和吸尘式砂轮机两种。
砂轮机的操作注意事项:
1)检查砂轮机托架与砂轮片的间隙,最大不得超过3mm;托架的高度应调整到使工件的打磨处与砂轮片中心处在同一平面上。
2)检查砂轮机各零部件是否完好,电源线是否破皮,螺栓、螺母是否紧固可靠,特别是砂轮是否有裂纹等缺陷。
3)操作者应戴好防护眼镜。
4)起动砂轮机并判断其运行情况,如有无异常声响;砂轮旋转起来后,观察砂轮转向是否正确;砂轮机各机件有无振动及砂轮有无振摆等,如有异常应立即停机处理。
5)砂轮正面不准站人,操作者要站在砂轮的侧面。
6)保持砂轮侧面与防护罩内壁间20~30mm以上的间隙。

图4-5 砂轮机
a)普通式砂轮机 b)吸尘式砂轮机
1—托架 2—砂轮片 3—电动机 4—防护罩 5—机座
7)磨削操作时,用力不得过大,工具应拿稳,防止在砂轮片上跳动。
8)砂轮机运转过程中,若发生异常,则应立即停机或切断电源。
9)砂轮片的有效半径磨损到原半径的1/3时必须更换。
2.砂轮切割机
图4-6所示为砂轮切割机,其结构原理及操作方法都较为简单,但在使用过程中有些安全事项要引起注意。

图4-6 砂轮切割机
1)操作盒或开关必须完好无损,并有接地保护措施。
2)传动装置和砂轮的防护罩必须安全可靠,并能挡住砂轮破碎后飞出的碎片。端部的挡板应牢固地装在罩壳上,工作时严禁卸下。
3)切割机底座上四个支承轮应齐全完好,安装牢固,转动灵活。
4)使用时,将切割机放置于远离易燃源和爆炸源的空旷之处,周围应无人员往来,底座平稳地和地面接触,无悬空和晃动现象,且在切割时不得有明显的振动。
5)被切割工件应完全放置于夹紧装置的槽中(与底座接触),且下垂的一端要用楔块垫起,确保被割物水平放置。
6)夹紧装置应操纵灵活、夹紧可靠,手轮、丝杠、螺母等应完好,螺杆螺纹不得有滑丝、乱扣现象。手轮操纵力一般不大于6kg。
7)砂轮头架必须上下抬落自如,无卡阻现象。
8)砂轮切割机不能反转,否则切割火花易灼伤操作者。
9)操作者操纵手柄做切割运动时,用力应均匀、平稳,切勿用力过猛,以免过载使砂轮切割片崩裂。
10)严禁用切割机切割黏度较大的金属,如铜、铝等材料。(https://www.xing528.com)
11)使用完毕,切断电源,整理放置好切割机。
12)更换砂轮片应注意以下两点:
①在更换砂轮切割片时,必须切断电源。新安装的砂轮切割片,要符合设备要求,不得安装有质量问题的割片,安装时要按安装程序进行。
②更换砂轮切割片后要试运行,检查是否有明显的振动,确认运转正常后方能使用。
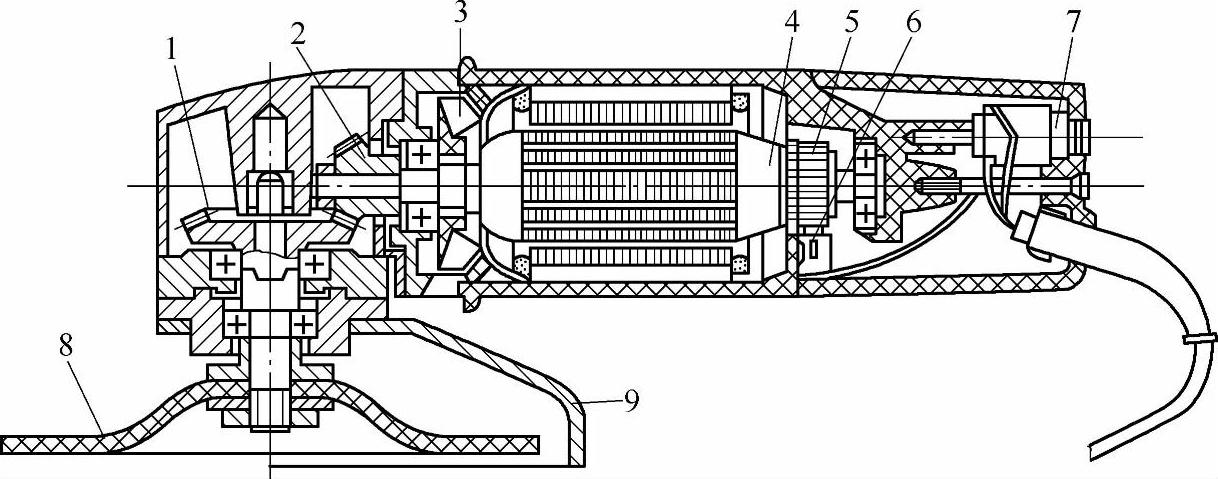
图4-7 角向磨光机的结构
1—大锥齿轮 2—小锥齿轮 3—风扇 4—转子 5—整流子 6—电刷 7—开关 8—砂轮片 9—安全罩
3.角向磨光机的使用及维护
(1)角向磨光机的结构组成 如图4-7所示,电动角向磨光机就是利用高速旋转的薄片砂轮以及橡胶砂轮、钢丝轮等对金属构件进行磨削、切削、除锈、磨光加工,也可用于切割小尺寸的钢材。
(2)角向磨光机的使用及维护 如图4-8所示,在使用角向磨光机时,砂轮片应倾斜15°~30°(图4-8a),并按图4-8b所示方向移动,以使磨削的平面无明显的磨痕,且电动机也不易超载,当用于切割小工件时,应按图4-8c所示方法进行操作。

图4-8 角向磨光机的使用
a)磨光机工作角度 b)磨光机工作移动方向 c)切割小工件方法
4.电磨头的使用及维护
电磨头(图4-9)使用时必须注意以下三点:
1)使用前应开机空转2~3min,检查旋转声音是否正常。若有异常,则应排除故障后再使用。
2)新装砂轮应修整后使用,否则产生的惯性力会造成严重振动,影响加工精度。
3)砂轮外径不得超过磨头铭牌上规定的尺寸。
4)工作时砂轮和工件间的接触力不宜过大,更不能用砂轮冲击工件,以防砂轮爆裂,造成事故。
5.电剪刀的使用及维护
图4-10所示为电剪刀,使用时,必须做到:
1)开机前应检查整机各部分螺钉是否紧固,然后开机空转,待运转正常后方可使用。
2)剪切时,两切削刃的间距须根据材料厚度进行调试。当剪切厚材料时,两刃口的间距为0.2~0.3mm;剪切薄材料时,间距可按下式计算,即
S=0.2×板材厚度(mm)
3)作小半径剪切时,须将两刃口间距调至0.3~0.4mm。
图4-9 电磨头

图4-10 电剪刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。