



近年来,铸造工艺、设备改进已取得初步成效,特别在铸件数量和质量上都有了很大提高,2014年我国铸件产量已超过4000万t,已连续15年铸件产量居世界首位,所以加强高校实验实训铸造设备管理很有现实意义。
(1)铸造设备完好标准 1)~4)项为主要项目,每项为20分;第5)、6)项每项为10分,共计100分,如主要项目不合格即为不完好设备。
1)适用范围:造型机、造芯机、落砂机、抛丸机、喷砂机等。
2)完好标准内容:①性能良好,能满足工艺要求;②设备运转正常,操作控制系统完整可靠;③电气、安全、防护、防尘装置齐全有效;④设备内外整洁,零部件及各滑动面无严重磨损,滑动、导轨面无锈蚀;⑤基本无漏水、漏气、漏砂现象;⑥润滑装置齐全,效果良好。
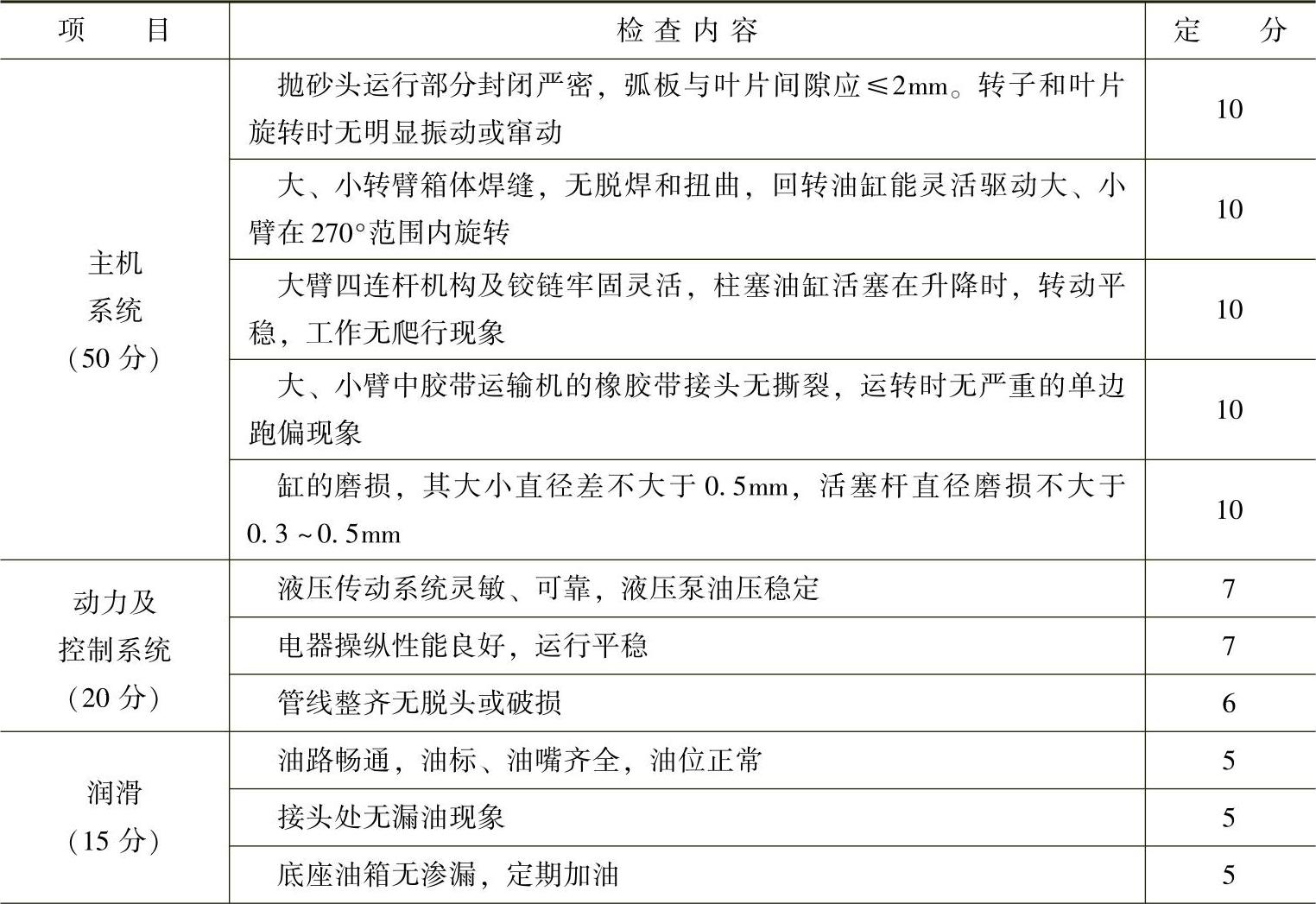
3)抛砂机完好标准,见表4-2。
表4-2 抛砂机完好标准
(续)(https://www.xing528.com)

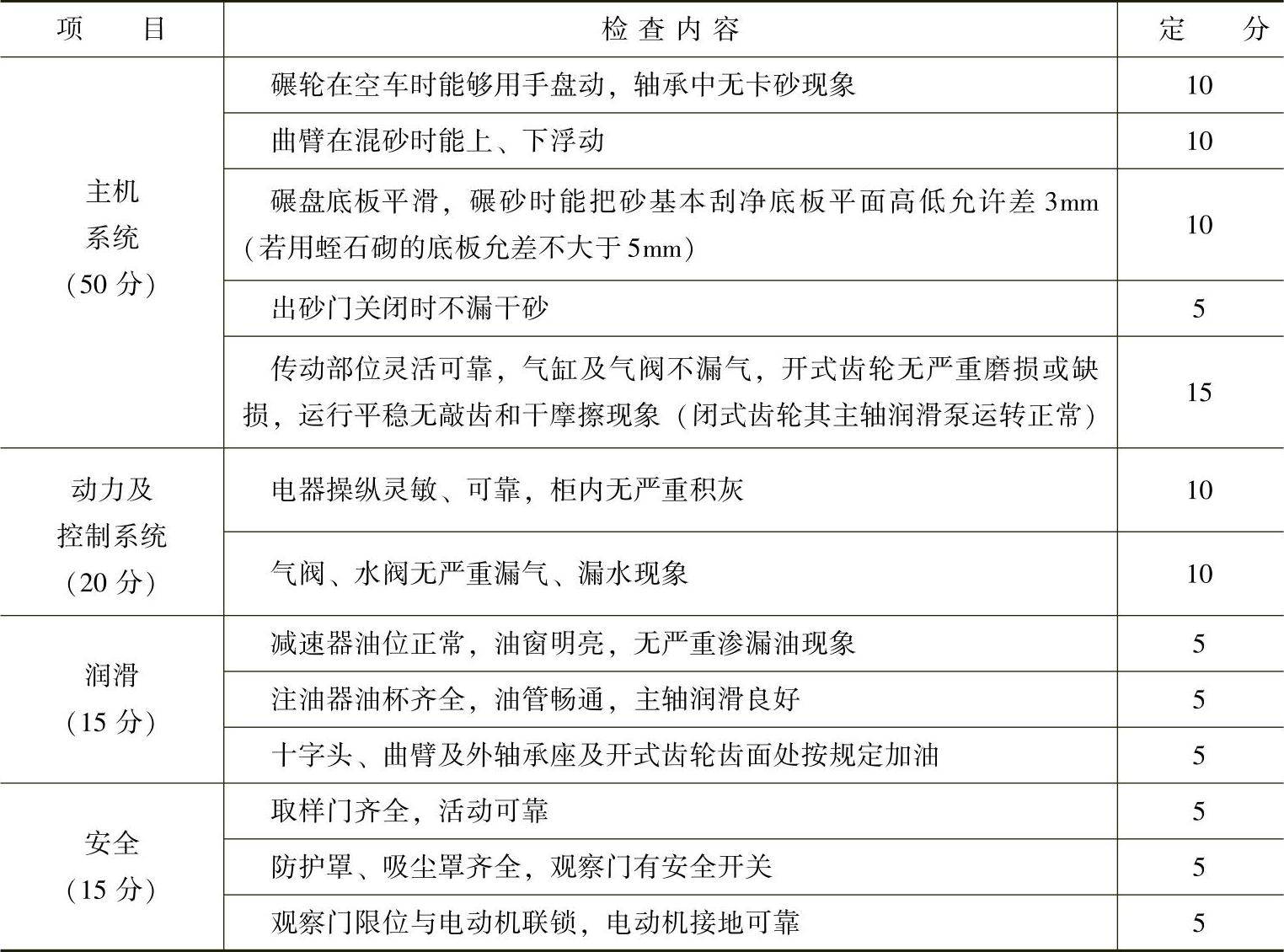
4)混砂机完好标准,见表4-3。
表4-3 混砂机完好标准
(2)铸造设备安全操作规程
1)造型机安全操作规程:①操作者应熟悉设备的机械部件、电器元件、动作程序、润滑系统等情况,以及设备使用说明书规定的要求。②起动设备前,先检查润滑装置是否完善,并按润滑规定加油。检查各部紧固件是否紧固,各操纵手柄是否处于零位,气阀动作是否灵活,管路有无漏气。然后慢慢打开总气阀,用吹砂嘴放掉管路中的积水。③开空车检查各部位的工作状态是否正常,并用喷油嘴对振实和压实活塞及导杆喷油润滑,试车检查正常后方可进行工作。④设备运转时要细心观察运转情况,操作中应经常吹净润滑部位的尘沙,严禁各滑动部位沾积沙粒。⑤严禁将振实阀门与压实阀门同时打开,升起工作台前必须停止振击。⑥顶起砂箱时,应把工作台升到顶点,然后升起顶杆,使砂箱落到顶杆上,严禁直接升起。⑦起动手柄时,动作要平稳,缓慢上升至顶端。⑧工作台翻转时,严禁操作者站在机器前面,以防发生人身事故。⑨要及时消除压缩空气管道和接头的漏气现象。经常注意翻转轴、侧耳、调节阀和轴瓦盖的螺钉是否松动,如发现异常,应立即停车,通知维修人员检修。⑩每次出型后,必须吹净工作台、护罩等处的沙粒,以免沙粒掉入机内和气缸等处,拉伤设备。⑪工作完毕后,要将所有气阀扳至零位,关闭总进气阀,擦拭设备,打扫现场,要保持各滑面的清洁,并涂上润滑油。
2)混砂机安全操作规程:①操作者应熟悉设备的性能、结构及操作程序,遵守安全操作规程。②起动设备前应检查安全防护装置与设施是否完善可靠,严禁擅自拆除。检查各紧固件是否牢固,各门是否关闭严密、起动灵活。③检查刮沙板与底衬板,不得有摩擦和碰撞现象,并使其间隙不大于3mm。④按润滑规定在各润滑部位加油。⑤检查各管路是否畅通,各接头是否牢靠、有无泄漏。⑥检查料斗、料位是否正常,辅助的定时器、定量器、质量值是否符合工艺规定。⑦先空车运转2min,待一切正常后方可加料运行。⑧混砂机转动时,不许将手扶在混砂机围圈上,不准取砂样,不准添砂加料。⑨运行中机器发生故障时,需先转到手动位置,打开卸料门,待料卸完后按下总停开关。故障排除后要再次检查,确认已恢复正常,再行起动。⑩关闭卸料门时,如有沙粒堵塞,必须在停车后处理,禁止在运行中用铁棍、铁锹和手清理。⑪工作完毕后,将料全部卸完,并遵照先停主机、再停辅机的顺序停机。⑪⑫作业结束时,关闭总电源,挂上“安全”标牌,清扫碾盘内粘积的残沙,观察碾轮、刮板等机件是否处于完好状态,并清扫现场,保持整洁,填写运行记录。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。