



由于近来消费者不断提高的环境意识,食品工业有一种持续的热情,即用PLA代替现有的非生物降解的热塑性塑料包装某些饮料。到目前为止,PLA瓶主要用于对O2不敏感的饮料的包装(如无气水饮料、巴氏灭菌奶等)。尽管有多种技术可以提高PLA瓶的阻透性能,如多层结构、外涂覆、内壁等离子沉积、添加脱氧剂等,但是PLA瓶的应用目前还受到生产成本高的限制。
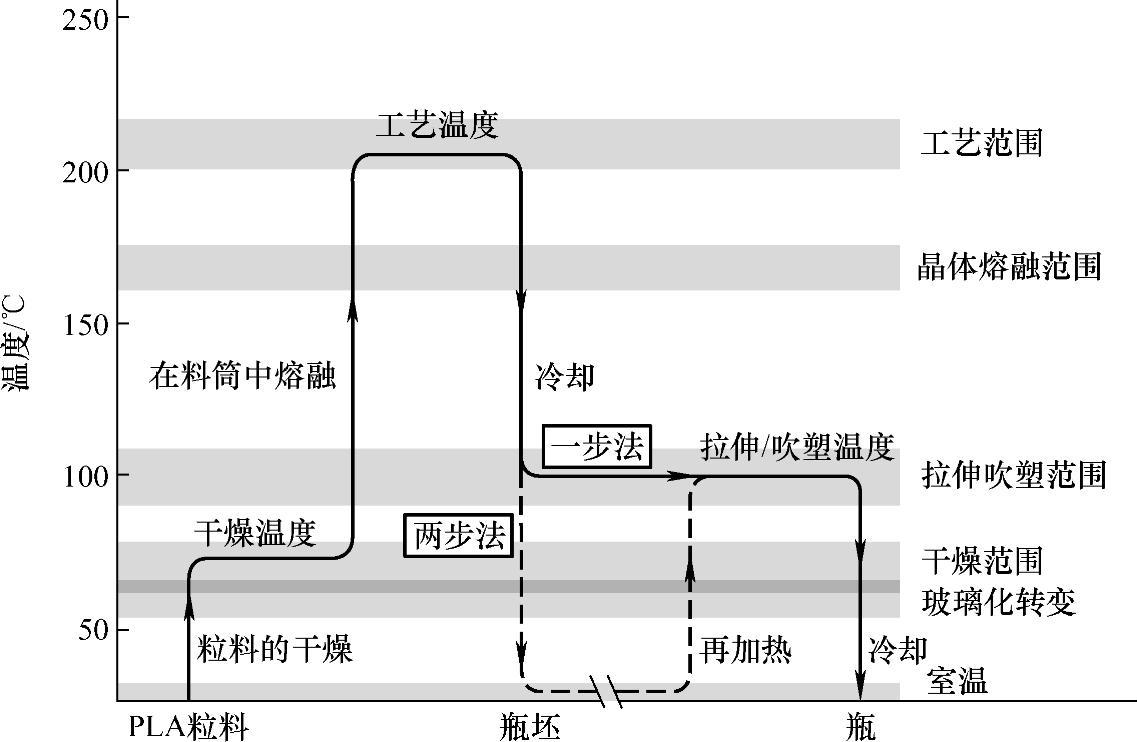
与PET瓶的成型一样,PLA瓶的拉吹成型也有两步法工艺和一步法工艺。两步法工艺是指瓶坯制得后将其输送到吹塑成型机上,在此对其进行轴向拉伸和双向吹塑,实现其双向拉伸。一步法工艺则是将瓶坯的注射和吹塑单元整合到一台机器上,在这一过程中,将注射的瓶坯冷却到100~120℃,然后在吹塑成型工位拉伸吹塑。图2-18总结了这两种工艺中PLA从粒料到瓶所经历的热历史。如图2-18所示,一步法工艺没有经过老化阶段,而老化会使PLA发脆。因此,一步法和两步法用的PLA瓶坯需要分别设计和加工。瓶颈螺纹无定形度很高,很脆,因此,瓶颈螺纹的设计必须保证侧壁很厚,防止瓶颈由于吹嘴带来的压缩载荷而吹爆或者产生裂纹。PLA吹塑模具的温度一般设在35℃。由于瓶底会变厚,残余热量会使瓶底在从吹塑模具中取出后变平。在瓶底加上径向筋增强瓶底,或者是将瓶底模塑嵌件冷却,将其温度降至模具半模温度以下,就可以解决这一问题。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-18 一步法和两步法加工过程中PLA瓶所经历的热历史
与PET类似,PLA在拉伸至大的应变时也会表现出应变硬化。对于瓶坯吹塑实现最佳的瓶侧壁取向以及将壁厚变化最小化来说,这种自平衡现象非常有利。由于应变硬化只有在PLA拉伸超过其适宜的拉伸比时才发生,因此,瓶坯的设计必须与目标瓶的尺寸和形状相匹配,这样,在吹塑成型过程中才能达到最佳的拉伸比。拉伸不足的瓶坯会使瓶产生过大的壁厚变化、较低的力学性能和较差的外观。相反,过拉伸的瓶会产生应力发白,因为瓶表面上所形成的微裂纹折射光。典型的商用级PLA瓶用树脂要求瓶坯的轴向拉伸比在2.8~3.2,周向拉伸比在2~3,理想的平面拉伸比为8~11。值得注意的是,随着PLA的立体异构纯度的下降,拉伸后最终结晶度会增加。因此,最佳的拉伸比取决于所用PLA的牌号。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。