



尽管已有将注射缸和挤出机集于一身的二阶成型装置用于PLA瓶坯的注射成型,但是大多数PLA注射成型机都采用往复式二阶螺杆挤出机。二阶成型装置是将在线挤出机与注射缸装在一起。挤出机将物料塑化,将熔体喂入到较低压力下的注射缸,然后在高压下由注射缸中的柱塞将熔体从注射缸中注入热流道中。往复式注射机在注射和保压过程中必须使螺杆停止转动,而二阶成型装置的螺杆在整个成型周期中大部分时间都可以转动工作。与往复式注射机相比,二阶成型装置具有一些优点,如成型周期短、螺杆驱动电动机功率小、熔体质量更稳定,而且注射量也更稳定。
PLA在注射成型时,丙交酯容易在模具表面凝聚,影响注塑件的表面质量和重量,将PLA注射成型过程中所能使用的最低模具温度限制在25~30℃。使用表面光滑的模具,同时在充模过程中高速充模,能减少丙交酯的分解。
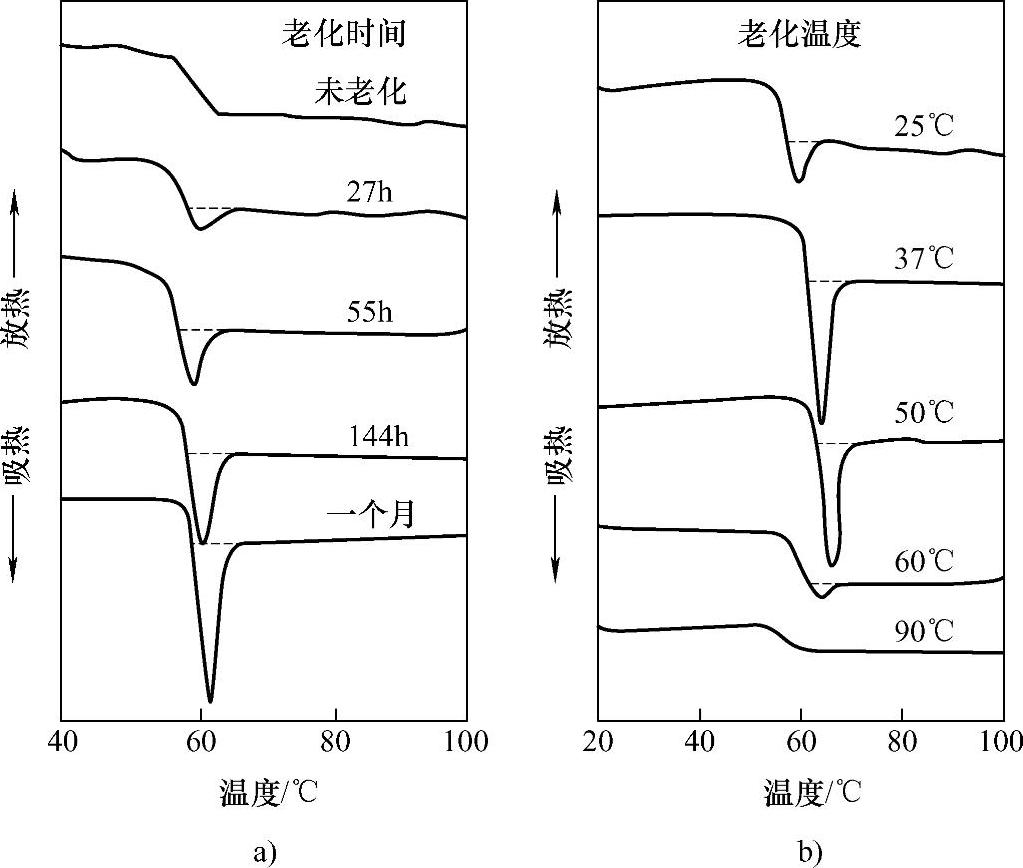
一般来说,PLA注塑件较脆,这主要是其在温度高于25℃、低于Tg时迅速物理老化所致。研究DSC曲线上Tg区间可以分析出PLA的老化情况。Cai等人用DSC分析PLA(96%L-丙交酯)注塑件,测量其吸热焓松弛ΔHref的变化。结果表明,ΔHref随着时间的增加而增加(图2-17)。他们还发现,随着老化温度向Tg方向偏移,物理老化也加快了。但是,当老化温度高于Tg(60℃)时,过量的焓松弛减少了。这表明,在老化温度高于Tg时,物理老化不再发生了。Celli和Scandol用DSC和动态力学分析仪观察到了PLLA的类似老化趋势。他们发现,老化程度随着相对分子质量的下降而加大(即ΔHref随着相对分子质量的降低而增加),这是由于链端的运动自由度高于中间链段。Witzke解释了老化的物理含义,在注塑件迅速冷却至很低的温度后立即对其进行了测试,结果表明,其断裂伸长率要大得多。但是,注塑件在室温老化3~8h后,注塑件变得很脆。这一现象归因于迅速向平衡的无定形态过渡时,聚合物自由体积的减少。在温度低于Tg时的老化仅与聚合物的无定形态有关,因此,提高聚合物的结晶度(如调整D-异构体的量或者是使用成核剂)会减轻老化。此外,所形成的晶体还起到了物理交联的作用,限制聚合物分子链运动。但是,如果无定形注塑件还要进行进一步的加工(如拉吹成型用的瓶坯),进一步加工前的储存条件可能需要控制。另外,工艺参数如模温、保压压力、冷却速率和后模具冷却处理也有可能会影响PLA的老化。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-17 温度和时间对质量分数为4%D-丙交酯PDLA注塑试样老化的影响
a)室温下老化不同时间后的PLA b)不同温度下冷却的PLA试样
PLA可以用普通的塑料注射模具加工成各种餐具,如杯、碟、茶碟、饭盒、碗、刀、叉、筷子等;各种容器,如瓶、桶、盆等制品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。