



调速型液力偶合器的安装是一个很重要、很关键的工作,涉及动力机、工作机、机架等传动系统及辅机(冷却器)等的安装技术要求,安装的好坏直接影响到产品的性能和使用质量。因此,必须要规范、合理,按照一定的程序进行相关操作,保证安装精度。
1.安装前的检查
1)是否所有机组设备的地基都满足尺寸要求(包括长度、高度、宽度、中心位置、平整度等)。
2)动力机轴端间隙是否在规定范围内,动力机转子是否已在运行位置。
3)联轴器法兰外径是否与孔同轴,端面是否与孔中心线垂直(找正时将以此为基准)。
4)所有机组设备的地脚螺栓孔是否符合要求。
5)所有机组设备的连接尺寸是否符合要求。
6)检查电动机与液力偶合器输入联轴器、液力偶合器输出联轴器与工作机是否配对生产。如果不是配对生产的,必须要检查销孔的同轴度及位移度(实践发现不是同一厂家生产的误差很大)。
7)检查各联轴器安装入轴后的径向跳动。
2.制作找正工具
1)制作同轴度检测工具。
2)制作对中找正支架。
注:检测工具和支架的制作根据液力偶合器的规格大小和配套主机的位置,以及现场情况而定,各个施工队或生产厂家的售后服务人员凭工作经验各有不同,在此不再详述。
3.机组设备初定位和地脚螺栓孔二次灌浆
1)将所有机组设备吊装到指定位置,如果初安装时有设备未到位,应找一个尺寸与质量相仿的物件代替其就位于基础上。
2)在基础上安装对中找正支架。
3)用螺旋支柱调节液力偶合器的安装高度至符合要求。
4)用对中找正支架上的调节螺钉调节液力偶合器轴向和径向位置,直至符合要求。
5)检查电动机的轴向间隙,使电动机转子位于工作位置(磁心位置)。注意,这点很重要,如果调节不当,起动时电动机轴突然窜动,会把液力偶合器轴承顶坏。
6)检查联轴器的轴向间隙是否符合要求。
7)检查垫铁或基础导轨上的螺栓孔是否正确。
8)检查基础二次灌浆前应安装的部件是否安装完毕。
9)将地脚螺栓放入混凝土基础中,注意地脚螺栓尾部应加横条等防脱装置,地脚螺栓应露出螺母2牙。
10)进行地脚螺栓预留孔二次灌浆。
4.液力偶合器安装中心高热胀预留量计算
1)液力偶合器安装时预留热胀余量的必要性。由于电动机、液力偶合器、工作机在工作状态下的运行温度各不一样,所以中心高在热态和冷态下有变化。安装时是在冷态下找正的,如果不留热胀余量,那么在热态时,液力偶合器的输入轴、输出轴与电动机轴、工作机轴就会不同轴,引起运行振动,甚至破坏联轴器和轴承。
2)液力偶合器安装中心高热胀预留量计算公式。
Δh=ahΔt+(D-d)/2
式中 Δh——液力偶合器安装中心高热胀预留量(mm);
a——材料线胀系数(℃-1)(钢a=11×10-6℃-1,铸铁a=9×10-6℃-1);
h——设备中心高(mm);
Δt——设备正常运行时温度与安装时环境温度之差(℃);
D——滑动轴承轴瓦孔径(mm);
d——轴径(mm)。
D-d为瓦隙,对滚动轴承而言可以忽略不计。(https://www.xing528.com)
① 液力偶合器对电动机中心高预留量Δ1计算。
Δ1=aYhY(tY-ts)-adhd(td-ts)
② 液力偶合器对工作机(或增速器、减速器)中心高预留量Δ2计算。
Δ2=aYhY(tY-ts)-azhz(tz-ts)
式中 Δ1——液力偶合器对电动机的中心高预留量(mm);
Δ2——液力偶合器对工作机的中心高预留量(mm);
aY——液力偶合器的线胀系数(℃-1);
ad——电动机的线胀系数(℃-1);
az——工作机(增速器、减速器)的线胀系数(℃-1);
hY——液力偶合器安装环境下中心高(mm);
hd——电动机安装环境下中心高(mm);
hz——工作机(增速器、减速器)安装环境下中心高(mm);
tY——液力偶合器正常运行时的温度(℃-1)(一般取tY=70℃);
td——电动机正常运行时的温度(℃-1)
tz——工作机(增速器、减速器)正常运行时的温度(℃-1);
ts——安装找正时环境温度(℃-1);
中心高预留量示意图如图5-5所示。

图5-5 中心高预留量示意图
当Δ为正值时,说明液力偶合器找正中心应低于找正基准中心线;当Δ为负值时,说明液力偶合器找正中心应高于找正基准中心线,即所谓“正低负高”。也有的液力偶合器生产厂直接在说明书中假定环境温度和运行温度,规定各项找正精度。
3)液力偶合器安装中心高热膨胀试验实测数值见表5-14。
表5-14 调速型液力偶合器中心高试验变化参数值 (单位:mm)
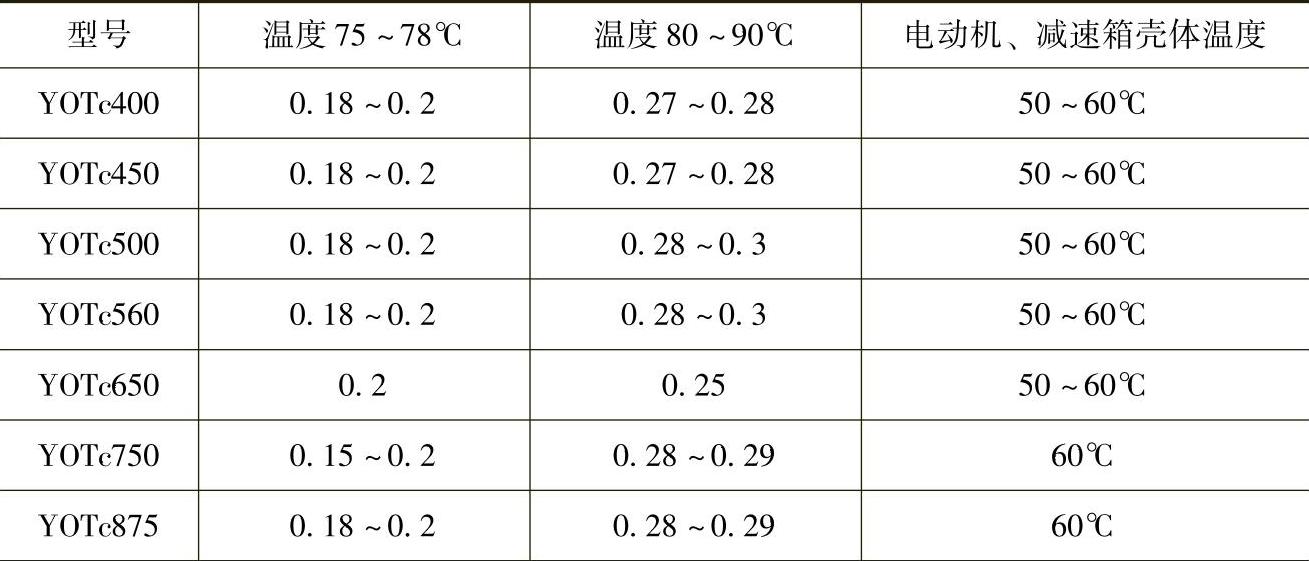
(续)

注:1.从表5-14数值可以看出,液力偶合器温度越高,膨胀值就越大,而电动机、减速机壳体温度基本稳定。
2.规格越大,膨胀变化值就越小。原因是箱体面积大,散热快,膨胀值小。
3.各用户安装时可参考上表对应的数值。
5.机组设备精确定位
1)找正顺序。先将工作机找正,然后以工作机的输入轴为基准,找正液力偶合器输入轴和输出轴,最后以液力偶合器输入轴为基准,找正电动机轴。
2)找正方法。采用带中间节和无中间节联轴器的液力偶合器,用专用检测工具检验安装对中精度;或在现场直接将磁力表座吸在设备的半联轴器上进行检测,利用检测工具逐一在水平面内和垂直面内找正各轴。注意,垂直面内找正时应加上或减去中心高预留量。
3)找正精度。要求侧母线偏移量不大于0.05mm,联轴器端面跳动量不大于0.05mm,中心高找正公差为±0.05mm。
4)机组固定。边找正边预紧地脚螺栓,并检查所有的螺纹支柱是否均载,最后紧固地脚螺栓,复查找正精度,并在安装精度检查表中记录最终测量结果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。