



容积平衡试验方法与动平衡试验方法基本相同,但实际操作较为复杂,只有运用得当,才能确保平衡精度和质量。
1.容积平衡的支承方式
规格在875以下的容积平衡的支承方式一般采用悬臂式。偶合器与芯轴的连接方式分为固定外轮连接和固定内轮连接。此两种连接方式在去重时的方向是不一样的,固定位置也有所不同,如图2-15和图2-16所示。
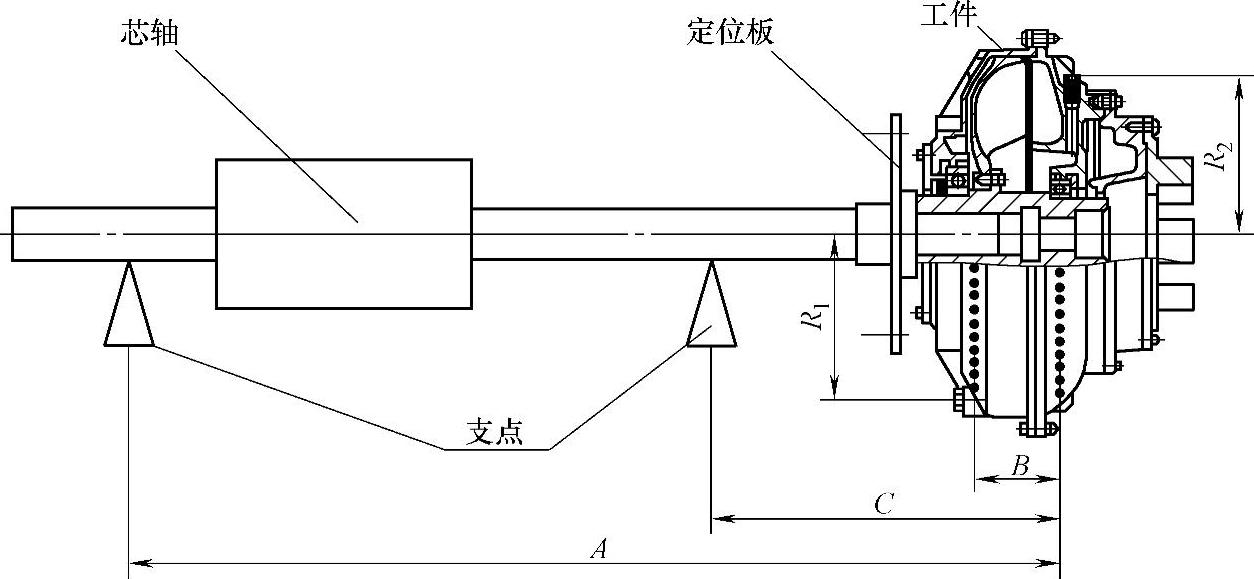
图2-15 连接盘孔与芯轴的连接(内轮连接,用定位固定外轮)
2.容积平衡试验步骤
(1)准备
1)先将平衡芯轴及定位板一同平衡。
2)将偶合器所有的安装螺栓及平衡时的联接螺栓秤重均等。
3)准备该试件匹配功率相应容量的工作油。
4)准备有关的去重(加重)工具。
5)安装偶合器,并注入相应容量的液体,称出试件重量。
6)按要求计算出试件最大允许不平衡质量。
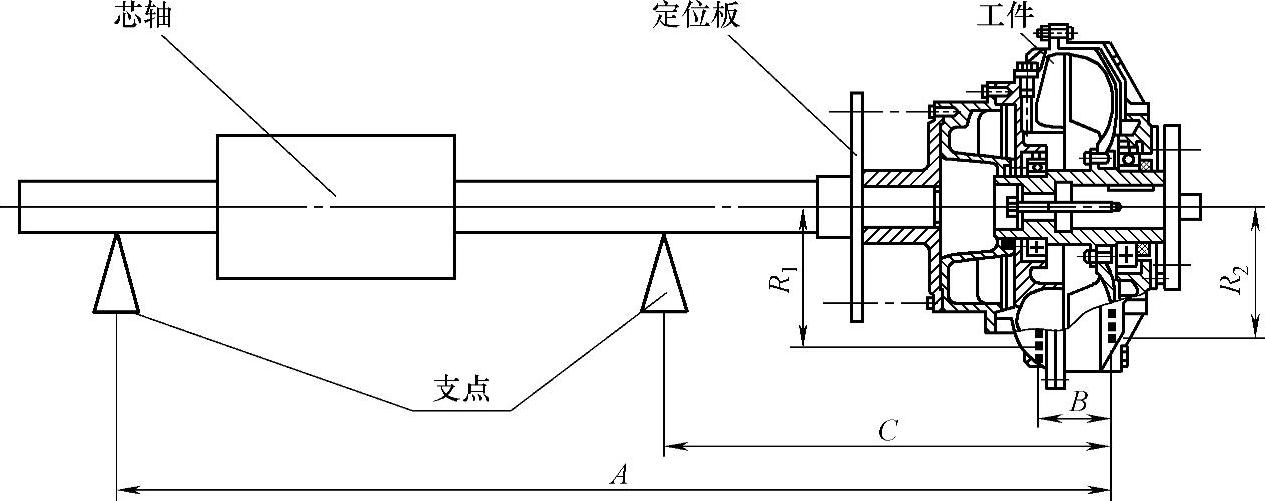
图2-16 连接盘孔与芯轴的连接(外轮连接,用定位固定内轮)
(2)校正
1)将试件(偶合器)安装在平衡芯轴上,并分别固定外轮、内轮。
2)用水平仪或百分表校正芯轴在二个支点的平衡度≤0.02mm,用百分表测检试件(偶合器)的径向和轴向跳动,直至符合要求。
3)在偶合器的最大外径标定0°和180°位置(当需要旋转位移或固定时,易于识别)。
4)量度出并输入A、B、C、R1、R2尺寸,并记录。
(3)试验
1)设定转速,开动平衡机,观察试件的转动情况和0°位置试件在显示屏上的不平衡量和角度。如发现试件转动的情况异常即停机检查,不平衡量如果超过表2-41的数值,立即停机后处理,再做试验。
处理有两种方法:一是将试件拆开螺栓,把泵轮与外壳或后辅腔转动(移动)45°~180°,再连接做试验,平衡(抵消)某个角度上的不平衡量;二是将试件拆开,重做单件或组件的动平衡,直到合格后才做下一步工序。
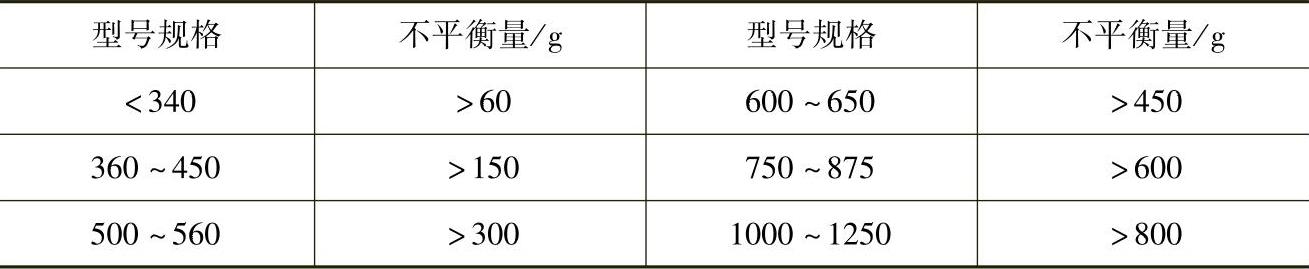
表2-41 容积平衡初试不平衡量最大允许差值
2)将0°时电脑屏幕上显示的左、右面数据(角度、不平衡量)记录。然后拆开定位板联接螺栓,将外轮(或内轮)转180°后固定,开机试验。同时将180°时电脑屏幕显示的左、右面数据记录。
3)在动平衡记录表上,用作图法分别在左、右面的图上标上0°时所在角度上的不平衡值A和180°时所在角度上的不平衡值B。然后将A和B连一条直线,并在A、B的直线上分中标出C点,同时将圆心O点与C点连一直线。OC直线就是去重的不平衡量(注:每一圈代表多少克由操作者定)。
4)作图找出加重或去重量及方向(角度)。得知OC直线的不平衡重量后,要通过加重或去重校正。但加重或去重的方向(角度)是根据固定内轮或固定外轮的平衡方式而定的,而且是不相同的。
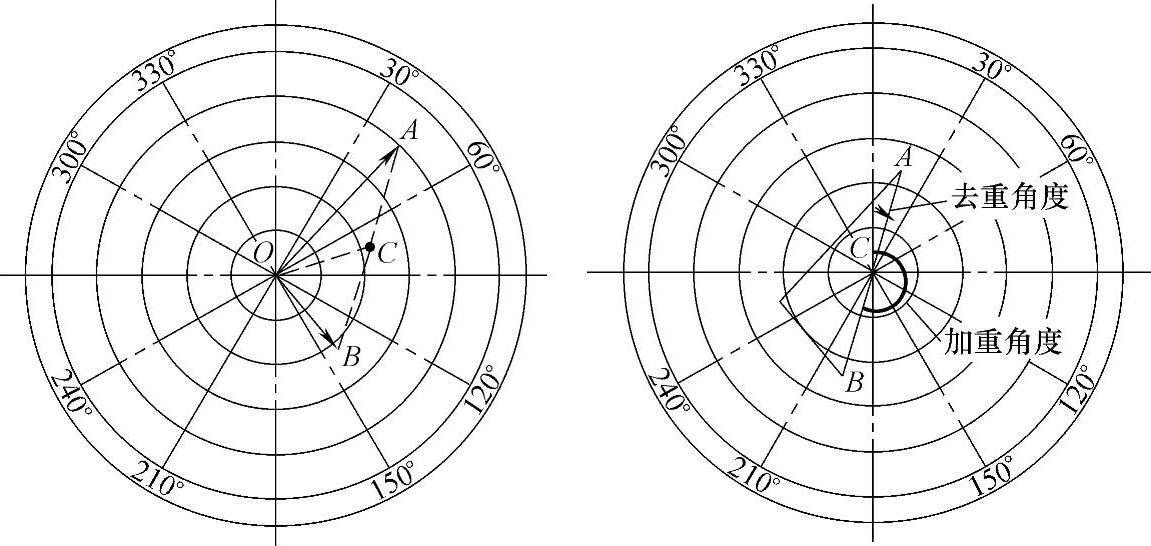
①芯轴固定内轮,如图2-17所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-17 芯轴固定内轮
把0°值及180°值按比例划在记录纸上。在图上找出AB的中点C,OC便是内部件的不平衡值,OA便是外部件的不平衡值。可在A的方向(相对于C点)去重(去重值=CA的长度),或在B的方向(相对于C点)加重(加重值=CB的长度)。
② 芯轴固定外轮,如图2-18所示。
芯轴固定外轮可在OC的角度方向去重,OC为去重值,α为去重角度;或在OD的角度方向加重,α为加重角度,OC为加重值。在试件(偶合器)的左、右面相应的角度去重或加重,有时要同时采用加重和去重才能符合要求。完成校正试验后,在试件(偶合器)所有零件的安装贴合面外圆打上刻线标记,放掉试验液体,同时保存相关记录,这才完成了容积平衡的全过程。
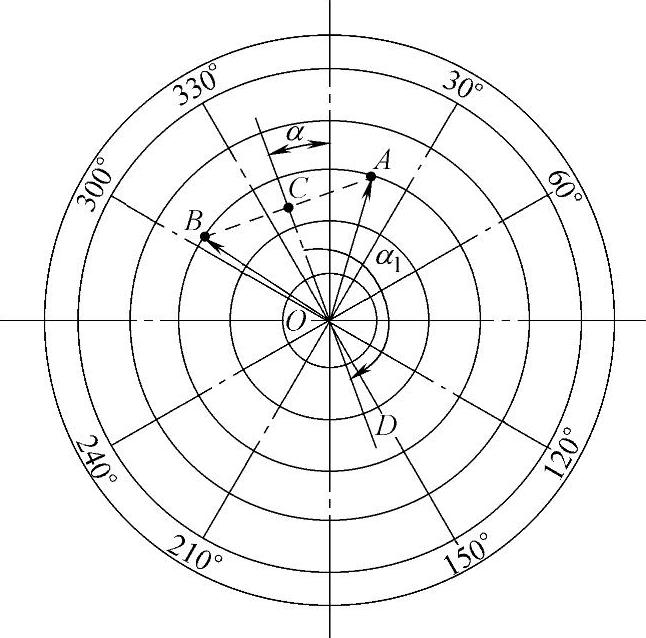
图2-18 芯轴固定外轮
3.数据处理
例题:
某单位订购一台YOXSQ 750双腔液力偶合器,转速1500r/min,传递功率1300kW,要求按G6.3级做容积平衡。
计算步骤:
1)充油量 查出YOXSQ 750型、1500r/min、1300kW的充油量为70%即84升(72kg)。
2)秤出试件重量为600kg+84L(72kg)油=672kg。
3)量度出试件左边去重半径为360mm,右边为330mm。
4)根据 计算该试件的最大允许不平衡质量,代入
计算该试件的最大允许不平衡质量,代入
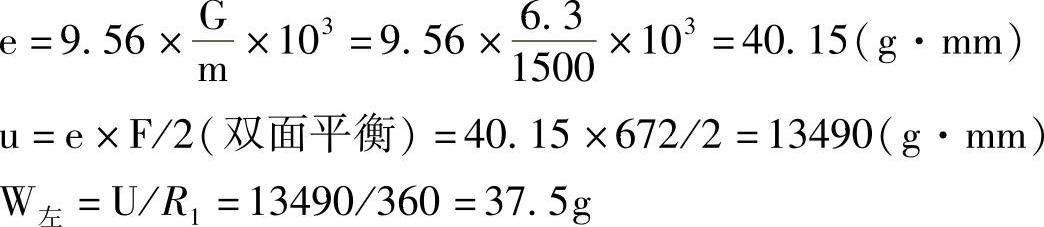
W右=U/R2=13490/330=40.88g
W总=W左+W右=37.5+40.88≈78.4g
5)试验数据记录
初次试验状态记录见表2-42。0°时左面50.4g/340°,右面34.7g/185° 时左面45.6g/181°,右面59.7g/321°。
时左面45.6g/181°,右面59.7g/321°。
最后一次试验状态记录见表2-43。0°时左面37.3g/66°,右面23.9g/82° 时左面24.9g/237°,右面14.1g/203°。左边最大数值37.3g,右边最大数值23.9g。
时左面24.9g/237°,右面14.1g/203°。左边最大数值37.3g,右边最大数值23.9g。
实测W总=W左+W右=37.3+23.9=61.2g。
实测W总61.2g<允许最大不平衡78.4g,合格。
4.容积不平衡时调整的方法
液力偶合器在进行容积平衡时,会遇到无法校正的时候,即超差量偏大。这是由于内轮(涡轮、主轴)和外轮的偏差量太大,加上油液在工作腔内每个叶片间流道的容量(油层厚薄)不均造成。因此须要进行调整,方法如下:
1)将后辅腔、泵轮、外壳的安装位置由偏重角度调至偏轻角度安装再试。
2)在内轮主轴端钻孔去重校正。
3)在联接螺栓中心钻孔去重校正(在不影响螺栓扭矩强度的情况下)。
4)将几个主要零件重新做单件平衡。
5)重试后如果再超差,就作废不能使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。