



1.静平衡的应用
在液力偶合器产品的零件中,旋转组件部分的零件都要进行静平衡试验,如限矩型偶合器的后辅腔、泵轮、外壳、涡轮、连接盘、制动轮、侧辅腔等;调速型液力偶合器的背壳、泵轮、外壳、涡轮等零件。此外,煤炭部的有关标准还规定限矩型水介质的偶合器除做单件平衡试验外,还要做整机(成台)产品的静平衡试验,以减少组装后的静不平衡的积累误差。
2.静平衡的试验方法
液力偶合器零件的静平衡方法,通常是把试件(被平衡的零件)装在平衡芯轴上,然后把平衡芯轴放在平衡架的水平口或圆柱导轨上,来回摆动转子。若不平衡,必须产生偏重,停止后向下的一方即是不平衡量存在的方向。在不平衡的方向作一记号,在其相反方向上贴一橡皮泥。反复转动试验,加减橡皮泥直到转子可以在任意一方向停止,没有偏重,称一下橡皮泥的重量,并按此重量在不平衡处去除重量,或在相对方向加上重量。再做一次或几次静平衡,直到完全平衡为止。图2-13所示为静平衡示意图,具体试验方法如下:
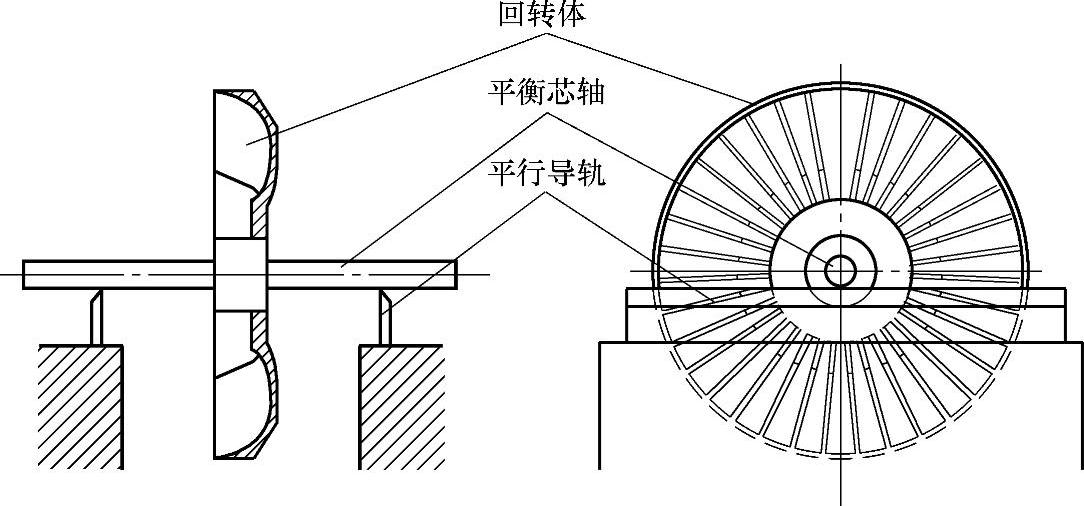
图2-13 静平衡示意图
1)先将完成了机加工的零件或部件擦抹干净,然后用彩笔将零件等分标记。等分以双数为准,一般分8~20等分。具体根据零件大小而定,零件大的、精确度要求高的等分多些。
2)将零(部)件定位孔套入平衡芯轴固定,并放在平衡架上。
3)在平衡架上用手转动零件(回转件),看各等分标记位置在最高点或最低点和任意一点是否都可以停顿。如能停顿,证明此零(部)件是平衡的。
4)如果某标记点不能在任意一点停顿,而且每次转动都向最低点停顿,则证明这个标记点是偏重的。这就要在这标记点的去重校正部位去重或在其对向的最高点加高。去重方法采用去除材料,加重方法采用钻孔灌铅,直至做到每个标记点都能任意停顿为止。
5)确定偏重位置的质量,一般采用粘贴橡皮泥,然后将橡皮泥在天秤上称重得出具体数值。
3.静平衡的操作步骤(表2-35)(https://www.xing528.com)
表2-35 静平衡操作步骤
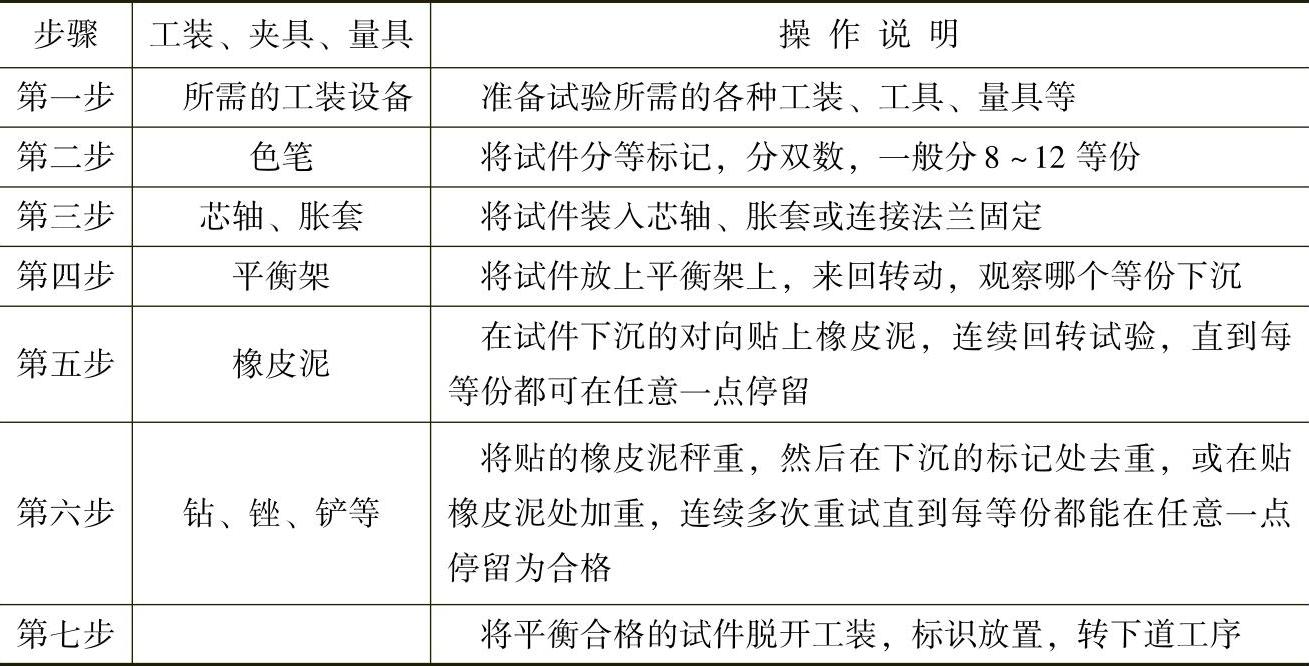
注:1.如有易熔塞、注油塞的零件,须装好易熔塞、注油塞一齐做平衡,而且易熔塞、注油塞重量要相等。
2.试件平衡加重的方法:铝件可钻孔灌铅,钢件可焊贴。
4.静平衡注意事项
1)平衡试验时转动不要太快,否则要长时间才能确定不平衡标记点。
2)平衡芯轴在导轨转动的位置不能经常固定在某一段位置。
3)平衡架要经常校正,芯轴用久后要修磨,确保其精度。
4)零(部)件与芯轴不能松动、位移,否则会导致试验不准确。
5)通过校正去重(加重)还未能满足精度要求的,不能使用。或者可通过整机安装后,整体再平衡,用其他零件补偿不平衡值。但这种方法对维修无好处,零件不能互换。
6)采用钻孔灌铅加重的,应在光孔上钻攻几圈螺牙,并在灌铅后用铅锤击实,以免旋转时松脱甩出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。