



1.供排油组件的组成
供排油组件在调速型液力偶合器的结构中,起到输送工作油、润滑油及排出工作油等作用。它主要由供油泵、进/出油管以及导管等组成,辅件由泵壳体、导管壳体以及滤油器、执行器等组成。在这些零部件的组成中,辅件起双重作用。
2.油泵的加工工艺要点
调速型液力偶合器使用的供油泵,大部分生产企业都是采用齿轮泵和摆线转子泵。以转子泵为例,其结构由泵壳体、内转子、外转子、偏心套、泵轴、泵盖等组成。按供油结构不同,有单泵、双泵串联两种方式组成一个供油装置。大部分的生产企业只生产泵壳体、泵轴、偏心套、泵盖等零件,而内、外转子则是到专业生产厂家采购回来配套装配。因此,油泵作为供油泵的主件,其加工工艺要点如下:
(1)泵壳体与泵盖轴承孔的同轴度
这两个轴承位的同轴度很重要,因为泵轴在带动转子工作时,内外转子磨损快,易断泵轴。
(2)泵壳体孔的粗糙度及孔深度公差
泵壳体孔用于安装偏心套、泵隔板、泵盖等零件,泵盖有O型密封圈封油。泵盖虽然与偏心套等零件的轴向间隙有0.05~0.08mm的配作要求,但如果公差控制不好,组装后的积累误差就会更大。
(3)泵轴的加工精度
泵轴起到传递力矩的作用。其加工所用的材料、热处理工艺、加工精度、各级轴段的同轴度以及键槽与轴线的平衡度都要严格控制。
3.泵壳体的加工工艺要点
泵壳体在调速型液力偶合器中是重要零件之一,安装在箱体上起到支承旋转部件输入轴和供油泵工作腔的作用。因此,其加工工艺复杂,加工要求严格。其工艺要点如图2-8所示。
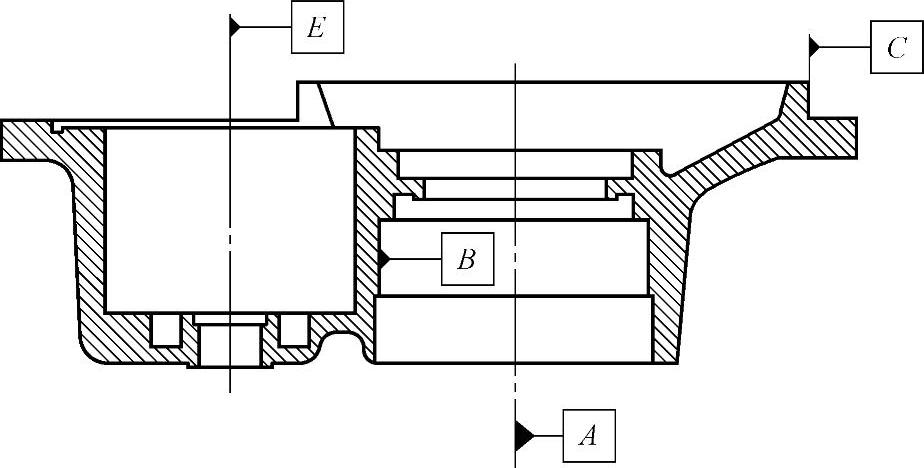
图2-8 泵壳体工艺要点示意图
1)壳体轴承孔B与止口C的同轴度。
2)泵轴孔E与轴承孔A的平衡度。如果双泵的泵壳体并联,则要控制好双泵轴孔的平衡度或角度的位置度。
3)止口C与泵壳体安装法兰面的垂直度。(https://www.xing528.com)
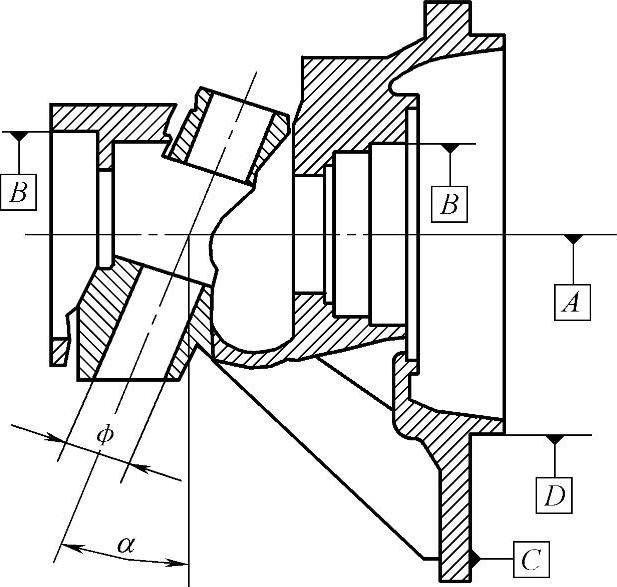
图2-9 导管壳体工艺要点示意图
上述几个工艺要点如果控制不好,使用中则会出现振动、噪声、断泵轴、烂轴承、漏油等现象。因此,必须通过工艺手段加以保证。
4.导管壳体的加工工艺要点
导管壳体安装在箱体上,起到支承旋转体输出轴、辅助供油和支承导管排油等作用。其加工工艺要点如图2-9所示。
1)壳体内前后二个轴承孔B与止口D的同轴度。
2)壳体导管孔ϕ与壳体轴心线的夹角α。
3)壳体止口D与安装法兰面C的垂直度。
5.连接管件的加工工艺要点
连接管件的零件主要有进/出油管连接法兰以及冷却器管路连接法兰等。其中,油管的进口法兰除了连接油管进油外,还需安装温度变送器、温度表和调节阀;出口法兰需安装压力表、压力变送器、温度表及温度变送器等探头。因此,其加工工艺要点如下:
1)每套法兰之间的尺寸要配套。
2)油管的进口法兰和出口法兰处有安装各种探头的螺孔,加工时要错开一定的角度(距离),避免相碰。
6.液压元件的加工工艺要点
液力偶合器的液压元件主要是滤油器和溢流阀二个部件。其加工工艺要点如下:
1)滤油器 加工时控制好与管路连接的孔口尺寸及滤网筒体的定位安装尺寸。
2)溢流阀 加工时控制好阀芯及阀体的锥面尺寸及表面粗糙度。否则,油液会使压力降低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。