



1.输入轴与输出轴毛坯的制造
输入轴与输出轴是调速型液力偶合器的重要零件之一,连接支承整个旋转件运转并传递动力。除了要具备受力的强度和刚度外,对输入/输出轴的尺寸、坯件成型要求以及制造工艺都有非常严格的要求。否则,输入/输出轴会失效、断裂。其成型制造方法有以下几种。
(1)锻造毛坯
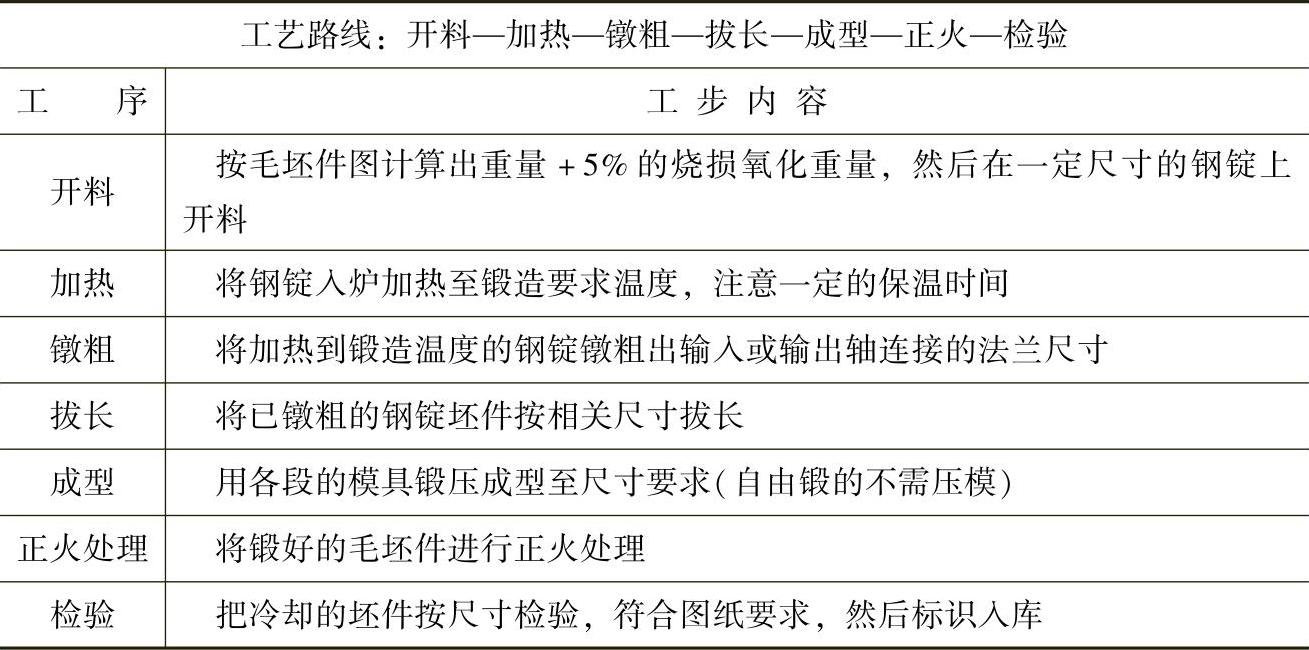
通过对原材料(钢、锭)进行加热,按一定的火次,用锻造设备向其施加压力,使其符合图纸尺寸的一种工艺方法。这种坯件成型方法在液力偶合器制造中最通用,其成型工艺见表2-27。
表2-27 输入轴、输出轴毛坯锻造工艺
(2)圆钢
按图纸要求,选取零件中最大直径的尺寸(留加工余量)作为钢锭开料的直径尺寸,长度按图样实际尺寸(留加工余量)要求,开料尺寸即是无坯尺寸。
这种以开料即成毛坯的方法对于小规格的轴可采用,但对于大规格的轴不宜采用,加工余量太大,浪费材料和工时。
(3)圆钢法兰焊接成毛坯
此种成型方法是将轴的连接法兰和轴体分拆成两部分,分别进行轴锻造和法兰锻造。轴体用钢锭开料,粗加工后焊接成型如图2-7所示。这种方法成型的轴只适用于小规格、低转速、小功率的偶合器,不适合大规格、高转速、大功率的偶合器使用。而且,焊路坡口要有具体要求,同时还要作探伤处理。(https://www.xing528.com)
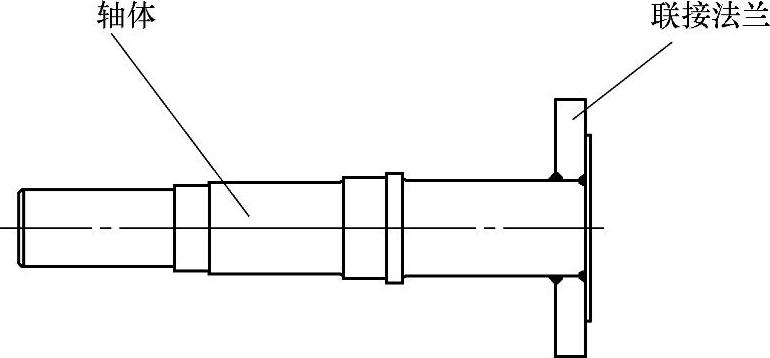
图2-7 圆钢法兰焊接成毛坯示意图
2.输入轴与输出轴机加工工艺要点
1)粗加工后的调质处理工艺。
2)精加工过程中各点面的同轴度、垂直度、不圆度和尺寸精度工艺。注意:在各加工工序过程中,不要损坏加工时的轴端中心孔,以后维修时会用中心孔作校正基准。
3)铣、插、铇键槽的对称度和与轴心线的平衡度工艺。
4)大功率、高转速使用时的探伤处理工艺。
5)静平衡、动平衡工艺。
上述五点控制的保证,可使输入/输出轴达到使用性能要求。其中4)、5)点可根据企业在设计时的实际情况而变化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。