



箱体是调速型液力偶合器的五大组件之一,它在产品中起到储油、支承旋转组件、导管壳体、泵壳体、油泵操作机构、进/排油组件及其他仪表仪器的作用。因此,该零件的制造很重要,必须在其制造过程的工艺中严格控制。
1.箱体分类
箱体按其支承方式可分为:座式箱体(YOTck类);安装板式箱体(YOTcs类);对开式箱体(YOTcp类);圆桶式箱体(YOTcf、cz类);侧开式箱体(SVTL类)等。由于各生产厂家的产品不一样,所生产的种类和型号标注也有所区别,在此不再详述。
2.铸造箱体工艺要点
铸造箱体由于是整体成型,其刚性好,在加工切削过程中的切削用量、各加工位、加工尺寸的位置、形位公差、装夹量度以及粗糙度等都应注意。只有掌握好其特点,才能控制好质量。
(1)箱体的装夹、校正
装夹、校正是加工前的重要工作,它关系到加工质量和后续几道工艺的控制。所以,装夹时的装夹位要合理,在受力点把工件夹牢固,防止位移,又要避免切削放松后产生尺寸反弹变形。校正时,要细致地对正校正基准的各线位,避免偏离、误差大。
(2)切削量
加工箱体时切削量的选择很重要。由于箱体是铸铁件,有些地方的加工余量由于借料的原因,可能偏大或偏小。所以,不管在粗加工或精加工,都要合理地控制切削量,避免出现大切削量的缺口烂边和粗糙度差等现象。
(3)工步的选择
箱体加工要经过多个工步才能完成。在制订工艺中,对每一个工步完成哪些工作、选择哪个基准、用什么量具,都有具体的要求。因此,不能贪急图快调乱每个工步,否则会出现错误和造成各种麻烦。
(4)附件、附具的使用
加工箱体需用刀杆及刀杆支架等附件。粗加工箱体时,可以转动工作台的角度,调头加工;但在精加工时,需用支架支托刀杆进行同轴度的加工,才能保证几何公差的精确度,所以要合理正确使用。
(5)量具量度
箱体加工从装夹校正到加工尺寸保证都较为复杂。因此,使用的具量和量度方法都要控制好,避免加工前、加工后及工件移开后量度出现各种误差。
3.焊接箱体工艺要点
箱体的焊接不是一次成型,而是由多件焊件组焊而成。虽然加工前经过时效处理,消除焊接应力,但仍有些变形是无法消除的。因此,箱体焊接工艺要点除了与铸造箱体的加工工艺要点基本相同外,还要注意以下要点。
(1)刀具材料
焊接箱体加工采用YT合金作切削刀具,与铸造箱体是有区别的。
(2)装夹、加工变形
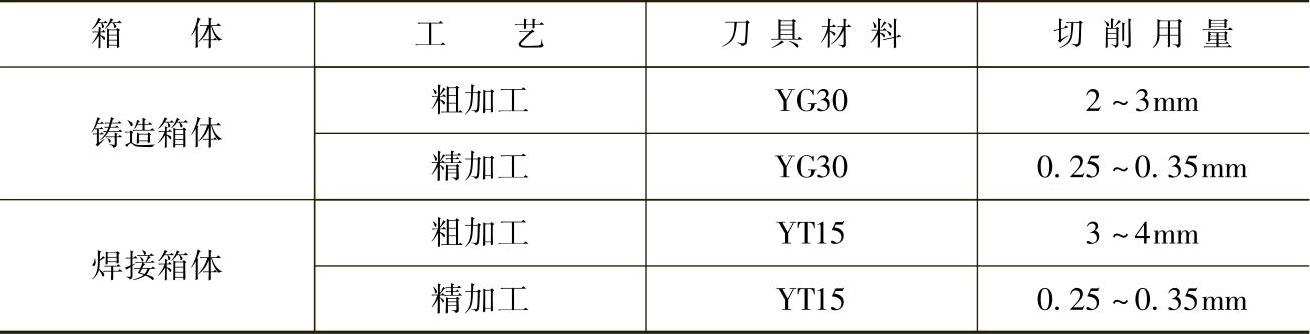
焊接箱体有二个变形存在,一是焊路的焊接变形,二是焊接过程中的拉变形。这二个变形会在加工过程中引起尺寸及几何的变化,因此要在装夹及加工量方面有不同的控制,见表2-26。
表2-26 箱体切削用量参数选择
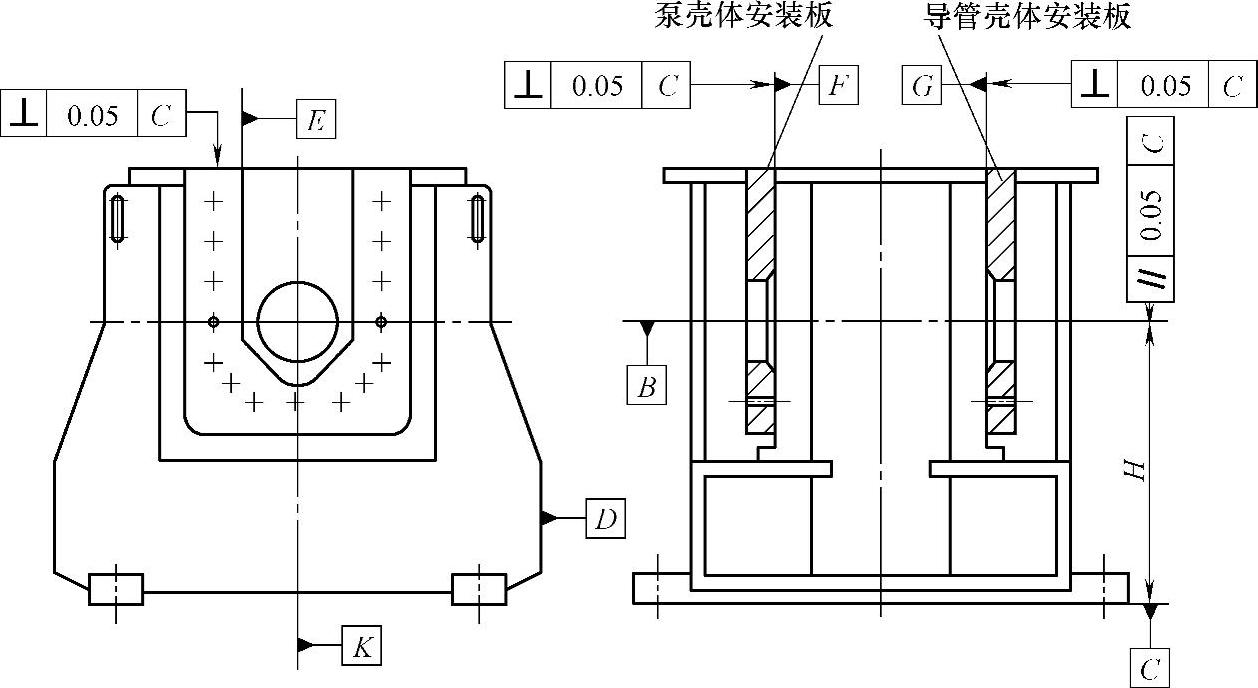
(3)箱体加工要点(见图2-6)
 (https://www.xing528.com)
(https://www.xing528.com)
图2-6 箱体工艺要点示意图
1)箱体底面C的平直度。
2)箱体输入、输出轴线(中心线)与箱体底面C的平衡度。
3)箱体底面C与泵壳体、导管壳体安装板面F、G贴合面(输入、输出端面)的垂直度。
4)箱体底面C四个地脚螺孔与箱体中心线K和输入、输出端缺口E的平衡度。
5)安装板安装后,输入、输出端二孔的同轴度及孔的不圆度。
6)导管壳体、泵壳体(输入、输出端)安装后的同轴度及与箱体底面C的平衡度。
注意:箱体的加工工艺各企业有所区别。有些企业将导管壳体、泵壳体安装后再精加工;有些企业精加工后安装导管壳体、泵壳体,再用心轴校正,然后才配作安装板的定位销。
注意:在保证上述六点要点的尺寸、几何精度的前提下,首先要确保箱体焊接后的焊接应力或铸造后的铸造应力消除以及刚度。否则,加工得再精确也会因变形而影响性能。
4.箱体加工注意事项
(1)安装板式箱体加工注意事项
1)这种结构的箱体是分别加工箱体及安装板后连接再镗孔的。无论是箱体加工或是安装板加工,都应注意单件的尺寸和几何公差。
2)注意箱体与安装板连接后定位有配作要求。
3)安装板连接后,精加工导管壳体孔和泵壳体孔要进行校正。
4)精加工后的关键尺寸记录与装配前的检查记录要进行对照。
(2)对开式箱体加工注意事项
1)箱座与箱盖贴合面要保证加工精度。避免采用螺栓联接勉强修(拉)紧贴合面,放松螺栓时又出现变形的现象。
2)箱座与箱盖组合后,要保证输入、输出端孔的同轴度和输入孔与油泵孔的轴线平衡度。
(3)圆桶式箱体加工注意事项
1)加工时注意圆桶与导管壳体连接法兰的螺孔与加强筋错开一定的位置,避免连接时与加强筋重合。
2)注意圆桶与导管壳体连接的法兰孔与导管孔的角度及位置。
(4)侧开式箱体加工注意事项
1)注意与导管壳体止口连接孔的形位尺寸变形量。
2)注意箱体输入、输出孔的同轴度及输入孔与油泵孔的轴线平衡度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。