



液力偶合器的叶轮制造,除采用上述的铸造—焊接—冲压—铆接的工艺技术外,还可用机械加工方法制造。机械加工方法是指利用一套特殊的工装和专用铣刀将通过锻后加工出的坯件铣削出工作腔和叶片,制成一个尺寸精确、表面和内部质量较好的叶轮,满足高转速、大功率的需要。此种方法的特点是强度好、尺寸精确,工作腔流道及表面粗糙度好,质量有保证。该液力偶合器适用于高转速、大功率或偶合器圆周速度V≥150m/s的场合。该技术已在国内外的企业中广泛使用,并获得了较为理想的使用性能。
1.机械加工叶轮用的刀具
机械加工叶轮所用刀具是根据叶轮大小及流道几何尺寸而设计的一种专用铣刀。该铣刀分粗铣和精铣二种,加工叶轮时,先用粗铣刀粗铣流道和叶片,最后用精铣刀成型精铣,刀具简图如图2-4所示。
此种专用铣刀具有两个作用:作传动齿轮传递动力;作刀具铣削金属。此种铣刀的制作工艺如下:
1)先按渐开线的齿轮加工齿形。
2)磨齿。
3)将齿形一边开刃成铣刀,另一边保留渐开线的形状。
4)将齿顶面磨出一个后角,形成一个刃口。
5)刀具材料采用W18Cr4V。
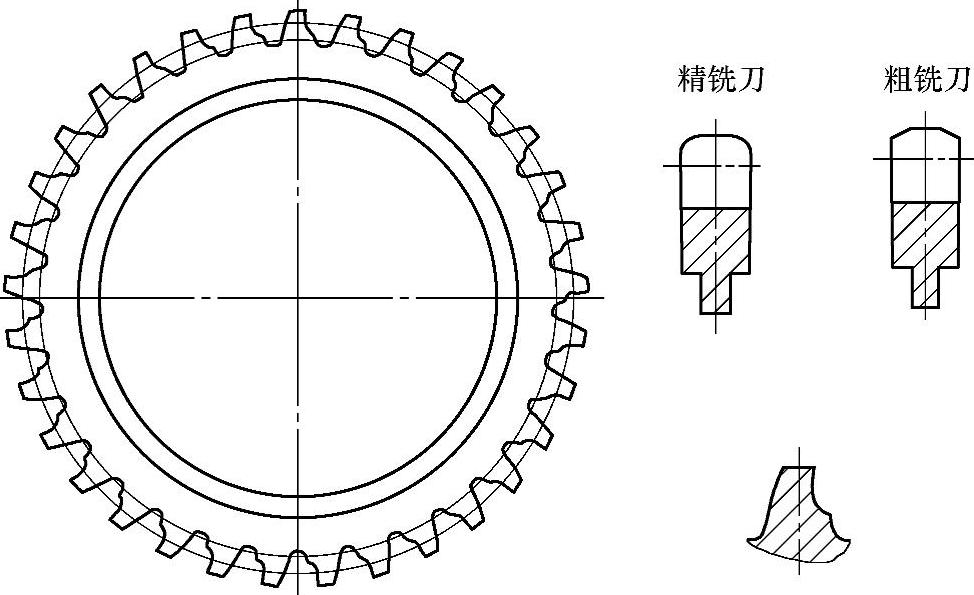
图2-4 机械加工叶轮刀具示意图
2.机械加工叶轮用的工艺装备
机械加工液力偶合器叶轮(泵轮、涡轮)主要工艺装备如下(见图2-5):
1)万能铣床一台。
2)改装刀体动力头一台。
3)分度工装一套。(https://www.xing528.com)
4)泵轮、涡轮专用铣刀各一把。
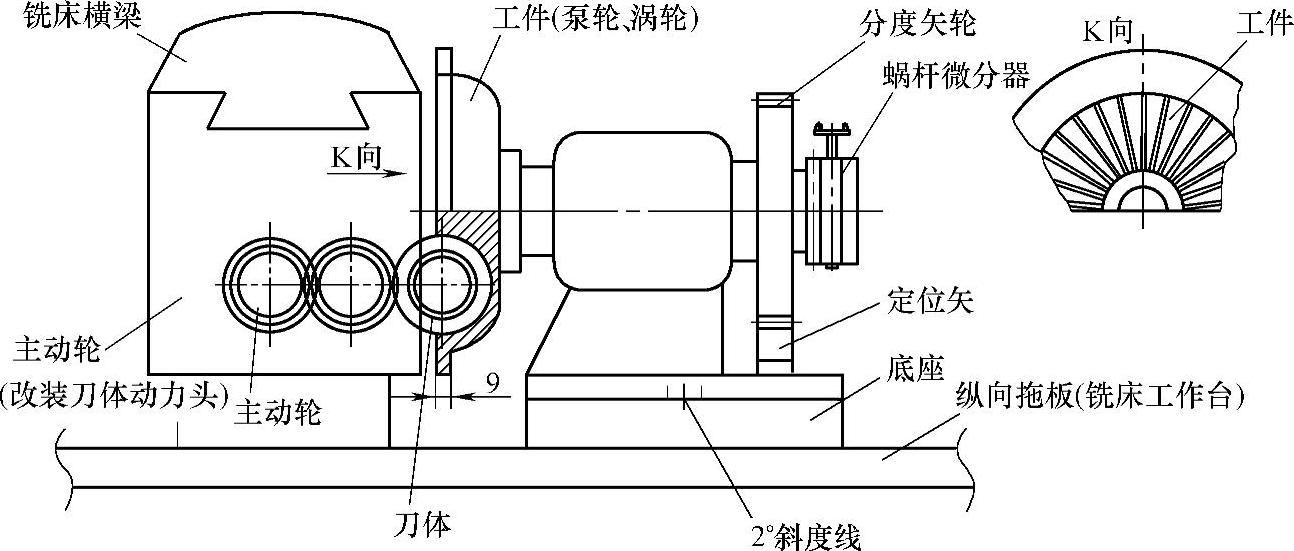
图2-5 工艺装备示意图
3.机械加工叶轮的操作方法
1)将精加工好的工作轮(泵轮、涡轮)坯件夹在铣床的工装上,固定好定位齿,然后开动铣床动力头带动刀具,铣床工作台向刀体处移动进给,即开始切削、粗铣。
2)移动螺杆微分器可进行叶片间流道的角度进给。铣出叶片流道空间,粗铣完一个叶片流道空间后即可调节分度齿轮。粗铣另一个叶片流道空间,流道空间各加工面留0.2~0.5mm作精铣余量。
3)精铣各叶片流道空间直至符合图纸要求。
4)精车叶轮叶面以外的各尺寸。
5)修整叶片顶部,尺寸精度要求见表2-24。
表2-24 机械加工叶轮有效直径尺寸精度允许误差(GB/T 5837) (单位:mm)

4.机械加工叶轮工艺技术
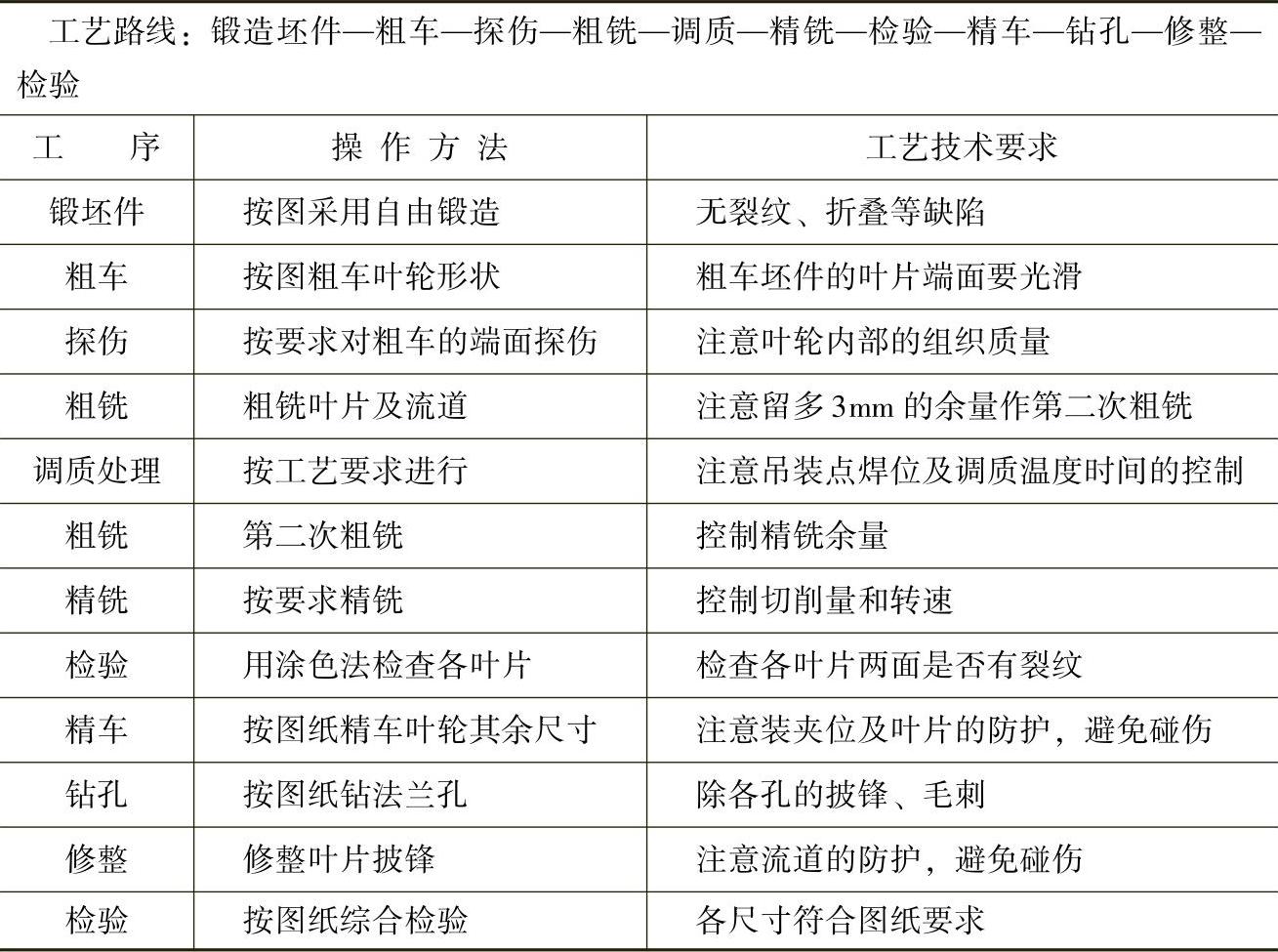
机械加工叶轮工艺技术见表2-25。
表2-25 机械加工叶轮工艺技术
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。