



通过铸造方法成型的叶轮制造技术有砂型铸造、半金属型铸造、金属型铸造、低压铸造以及精密铸造等。这些成型方法各有优、缺点,技术条件与工艺手段也不一样,但技术要求基本相同。
1.砂型铝合金叶轮铸造技术
铸型采用砂作造型材料,一般称为型砂。它通过一定的比例混合而成,符合造型的要求。叶轮采用铝合金ZL104、ZL111作原材料,通过造型、熔炼、烘干(型砂)、浇注等工艺铸造成型,然后经过清砂、时效处理等工序形成一个叶轮坯件,其工艺技术见表2-15。
表2-15 砂型铸造铝合金叶轮工艺技术

2.半金属型铝合金叶轮铸造技术
半金属型是指外型模用金属型,内腔用芯盒砂型合模铸造的方法,此铸造方法的优点是铸出的毛坯件外表面光滑、美观、轮廓分明,表层有一层冷硬层,增加了零件的硬度。型芯是砂型,有较好的透气性,生产效率也较砂型铸造高,适合于大批量生产的企业,其工艺技术见表2-16。
表2-16 半金属型铝合金叶轮铸造工艺技术

3.金属型重力铸造铝合金叶轮的铸造技术
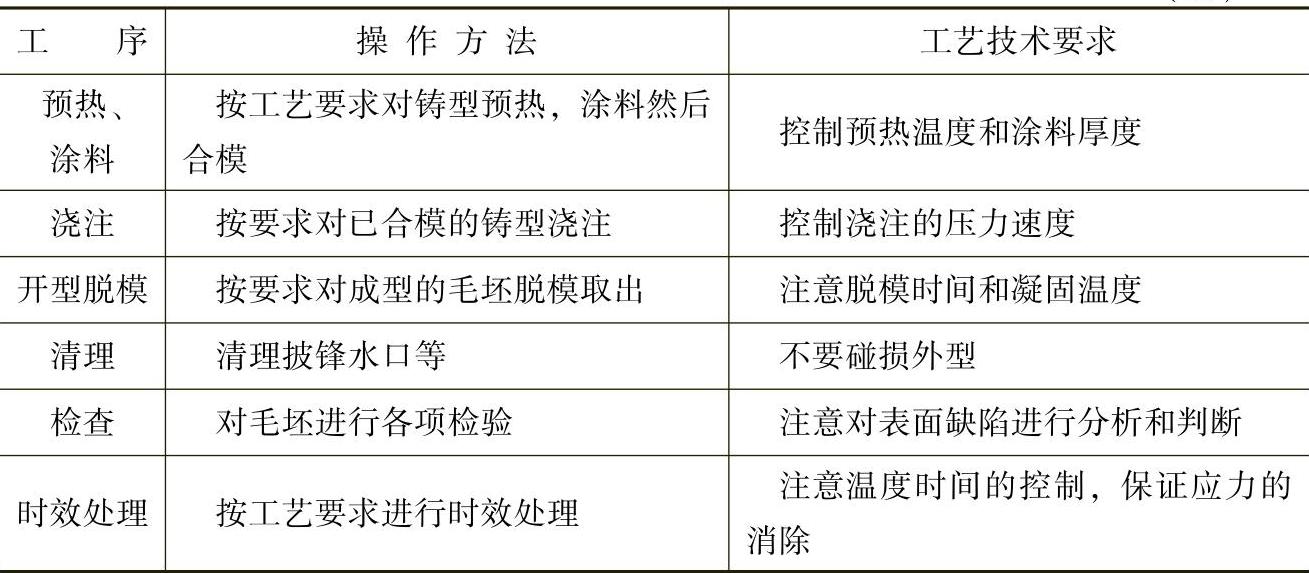
金属型重力铸造是用重力浇注将熔融的金属浇入金属型获得铸件的方法。此方法铸造叶轮的优点是,铸件尺寸精度高,效率高,强度、致密性高,但要有专用装备,模具制作投入费用大,其工艺技术见表2-17。
表2-17 金属型铝合金叶轮铸造工艺技术(https://www.xing528.com)

(续)
4.低压铸造铝合金叶轮技术
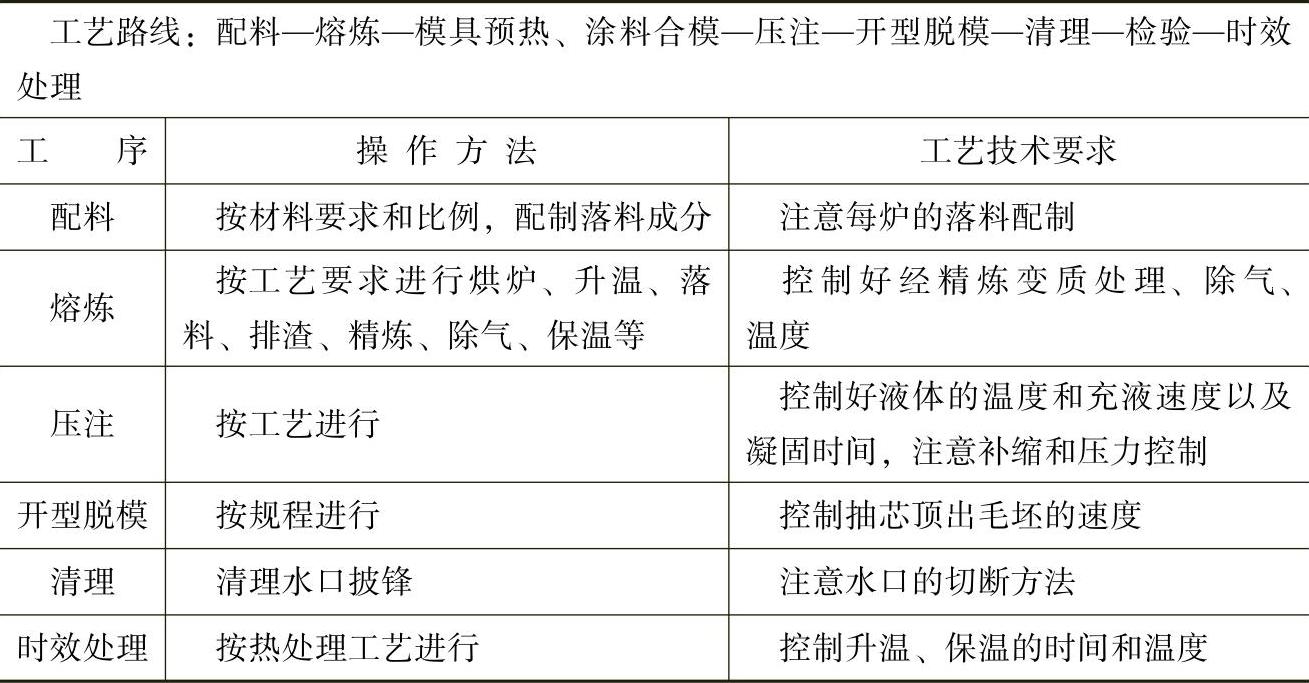
液力偶合器铝合金叶轮采用低压铸造工艺技术的企业较多,原因是该技术对铸件的成型精度、表面质量、强度、致密性以及加工余量等都有较多的优点,因此被广泛应用。其工艺技术见表2-18。
表2-18 铝合金叶轮低压铸造工艺技术
5.精密铸造钢叶轮铸造技术
采用精密铸造技术去铸造液力偶合器叶轮,具有减少加工余量。成型精确,尺寸偏移小等优点,但只适合于单件、小批量生产。其工艺技术见表2-19。
表2-19 精密铸造钢叶轮工艺技术

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。