



液力偶合器制造工艺最常用的有:铸造工艺、焊接工艺、锻造工艺、机加工工艺、热处理工艺、表面处理、渗补工艺、清洗工艺、装配工艺、试验工艺、涂装(喷漆)工艺,液力偶合器的整个生产制造过程包括了以上一系列的工艺技术过程,各个环节构成了整体的生产制造流程。
1.铸造工艺技术
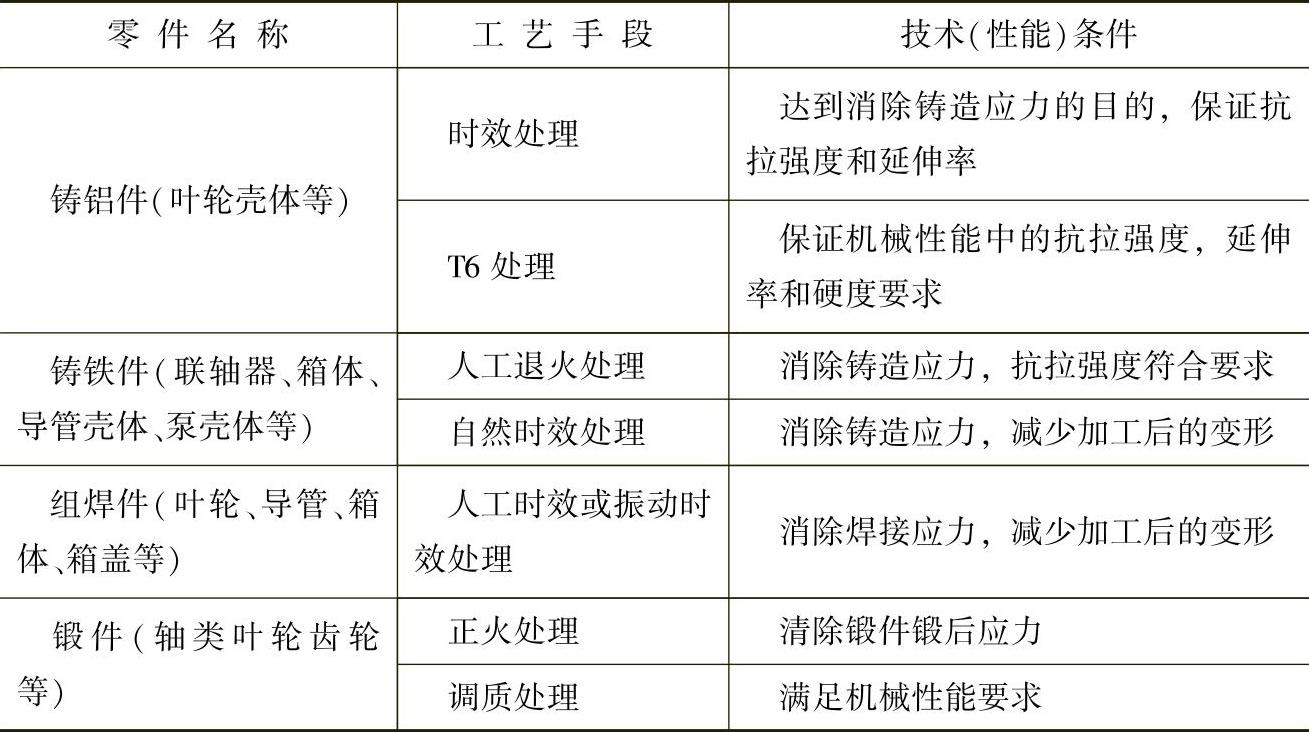
铸造工艺技术包括有造型工艺、熔炼工艺、浇铸工艺、清砂(除披锋、水口、冒口)工艺以及安全工艺管理五大工艺技术要素。液力偶合器中的叶轮、壳体、箱体、导管壳体、泵壳体、联轴节等零件都是采用铸造工艺成型的。由于各企业生产条件不一样,采用的成型方式也不一样,但其工艺技术是基本相同的,见表2-2。
表2-2 铸造工艺技术

2.焊接工艺技术
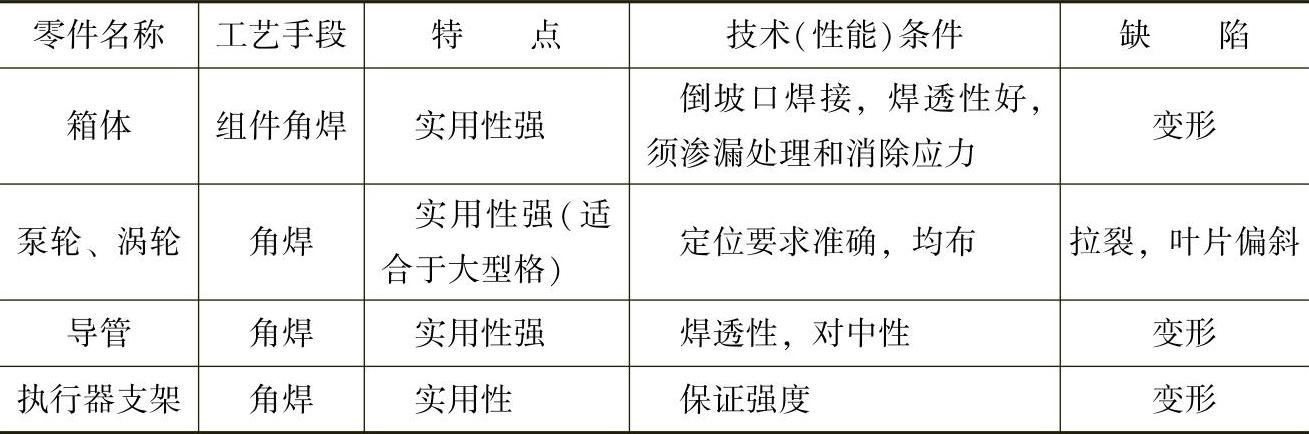
焊接是液力偶合器零件制造的常用工艺之一,需要采用焊接工艺的主要零件有箱体、叶轮的叶片、壳体的甩油筋、导管及电动执行器的支架等,其工艺技术见表2-3。
表2-3 焊接工艺技术
3.锻造工艺技术
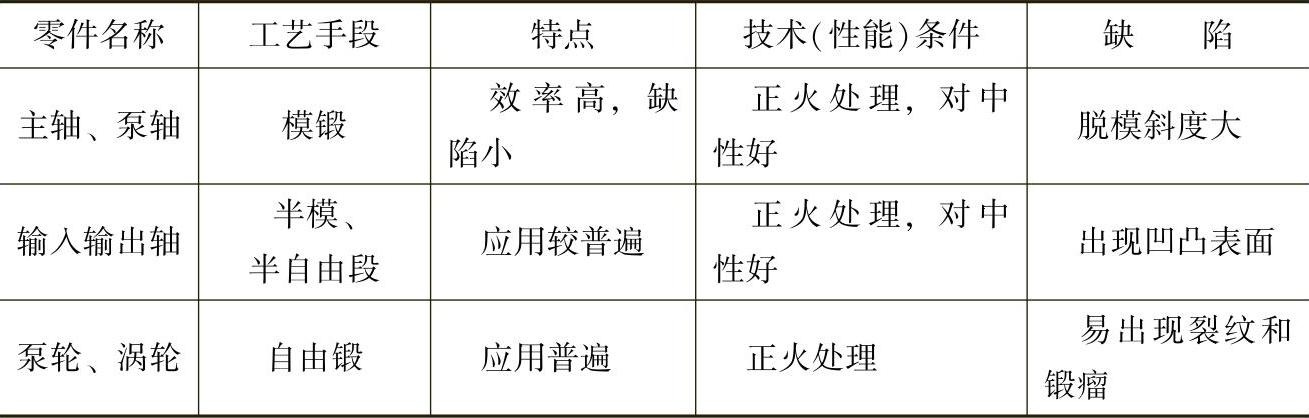
限矩型液力偶合器的主轴、调速型液力偶合器的输入/输出轴、泵轴以及高转速、大功率的叶轮须采用锻造成型技术,其工艺见表2-4。
表2-4 锻造工艺技术
4.机加工工艺技术
机加工是液力偶合器生产制造过程中的必经工序,不管采用的是哪种机加工方法,其通用工艺技术要求是相同的,每个零件加工后应符合图样技术文件的规定。在没有规定时,应按以下要求执行。
1)每道工序完成后须检验合格方可转入下道工序制作。
2)发现缺陷应处理后才转下道工序。
3)轴端中心孔及螺孔必须保留。
4)装夹工艺孔装夹凸台必须按要求保留或去除,工艺需要的焊块及点焊处必须在加工后去除。
5)零件的披锋、毛刺、铁屑等必须在本工序清理干净。
6)切削后去除了前道工序的标记,必须重新在适当的位置标记清楚。
7)油槽、油沟边缘棱角必须按要求修磨圆滑过度。
8)特殊配件及用户有特殊要求的零件必须标记清楚。
9)零件切削加工后的表面必须做好防护措施,避免碰伤、划伤、锈蚀。
10)在机床无法去除的棱角及要配作的面、孔,须转下车间完成的,应再加工。
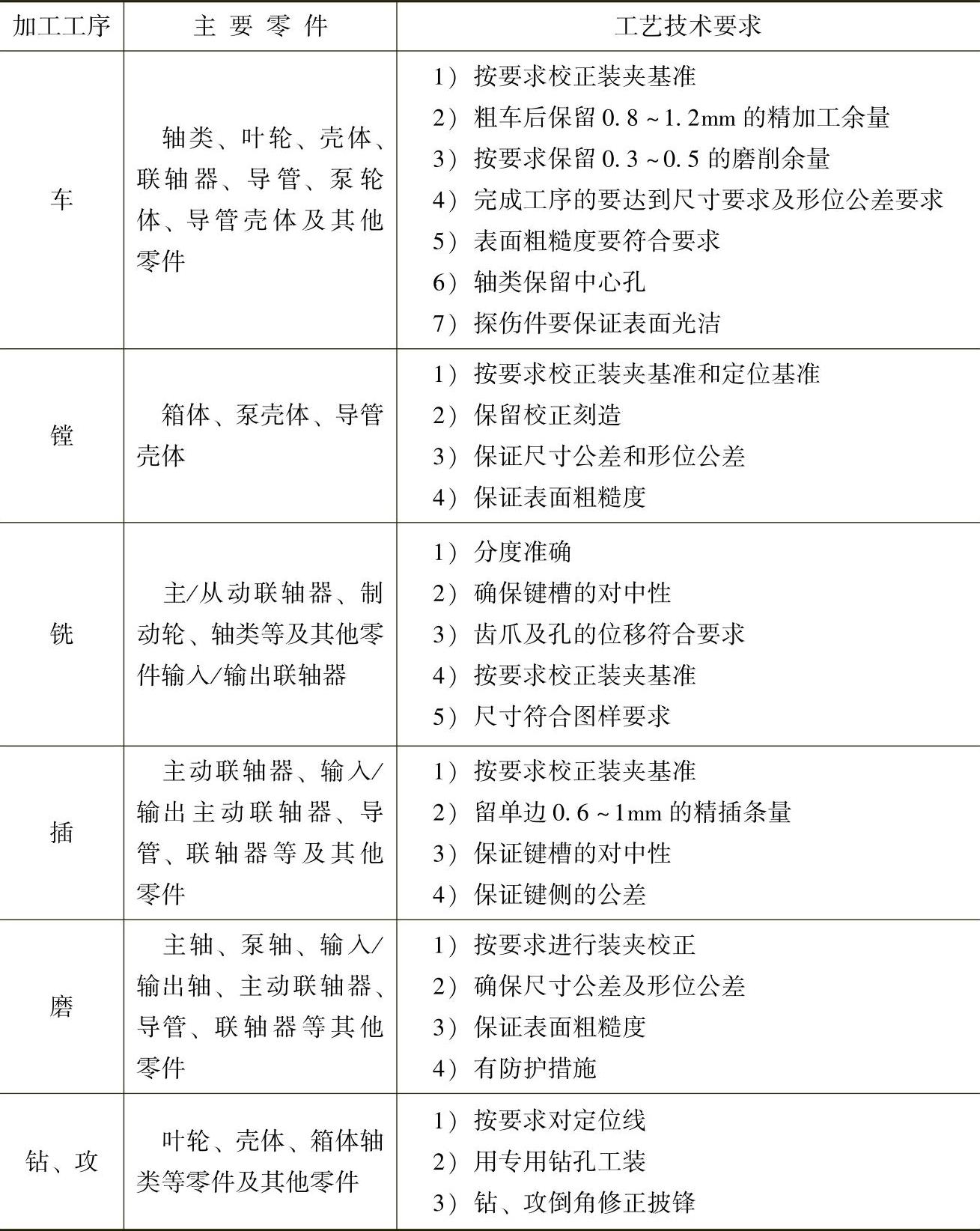
机加工的工艺技术要求见表2-5。
表2-5 机加工工艺技术
注:1.上述各零件的工艺各有差异,具体工艺见图样文件。
2.各零件的工艺路线和加工工艺存在差异,应根据各企业的工艺水平而定。
5.热处理工艺技术
热处理工艺对于液力偶合器的铸件、锻件、焊接件来讲,是必不可少的工艺,对于产品零件的性能非常重要,甚至影响产品的寿命。因此,该项工艺在偶合器的制造过程中应用较多(见表2-6)。
表2-6 热处理工艺技术
6.表面处理工艺技术
表面处理主要应用于液力偶合器的箱体叶轮、壳体及水介质偶合器的轴等零件,具体工艺见表2-7。
表2-7 表面处理工艺技术
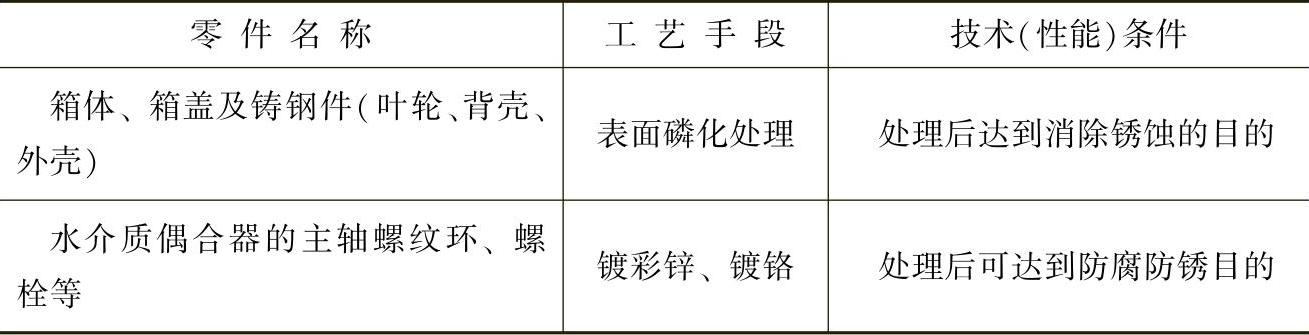
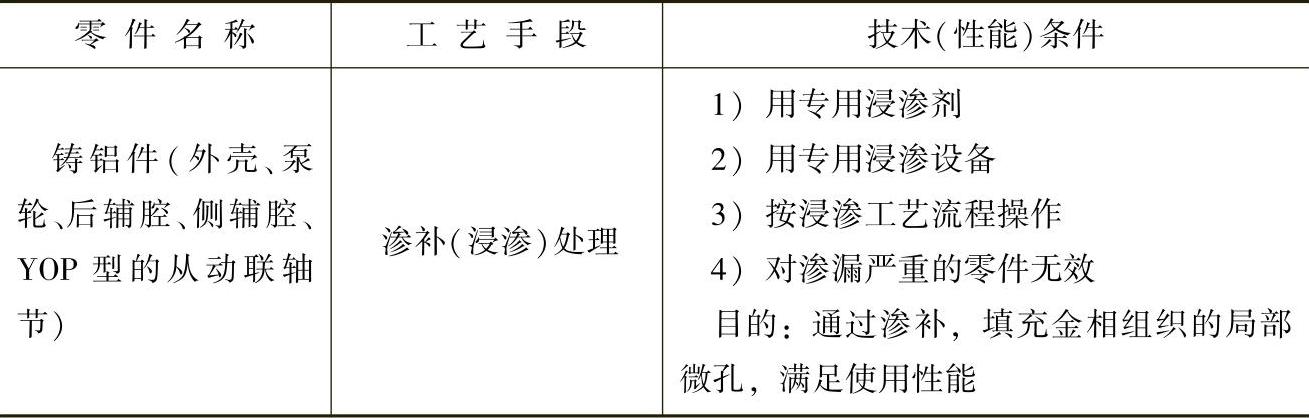
7.渗补工艺技术
液力偶合器的铸铝件要求按2~3kg的气压在60℃的水池中试验无渗漏,检查其金相组织的密度是否符合要求。渗补是对未能满足密度试验的零件作修补的一种工艺手段,目的是达到修复使用(见表2-8)。
表2-8 渗补工艺技术(https://www.xing528.com)
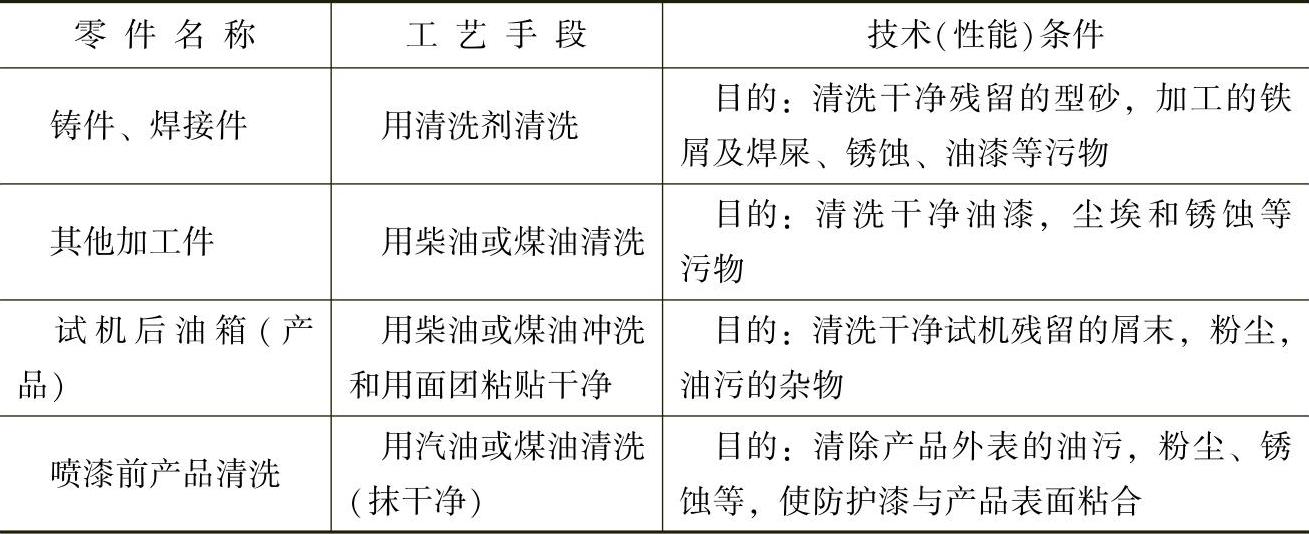
8.清洗工艺技术
液力偶合器的所有零件安装前必须清洗干净,否则将影响产品的性能和使用寿命(见表2-9)。
表2-9 清洗工艺技术
9.装配工艺技术
装配是指将加工好的零部件,通过一定的工艺技术、工艺手段配作安装组合成一台产品。液力偶合器的装配具有通用性和特殊性,在装配过程中必须遵守技术要求。
1)所装配的零件必须是检验合格的。
2)领用的零件、标准件必须分类摆放在装配现场的工位器具上。
3)装配前必须检查零部件的尺寸公差、形位公差,确认无误后,按程序进行部装和总装。
4)零件装配前必须清洗干净,对油孔、气孔等及管口须用胶布或塑料堵封口,防止脏物进入。
5)准备充足的安装工具、量具和辅件。
6)配作的销孔、键等要根据要求修配,并除去披锋、毛刺。
7)装配现场必须保持清洁,无烟火,无粉尘,地面不得有油水和杂物。
8)不管用热装、冷装或压装都应按规范程序进行。
9)装配和试机用的设备、工具、量具,都应按有关规定正确使用和保管、保养。
10)部装、总装后要求检测记录的数据,必须按规定如实记录。
11)紧固连接的位置必须做标记,作拆卸维修用。
液力偶合器零部件的装配工艺技术见表2-10。
表2-10 主要组件装配工艺技术
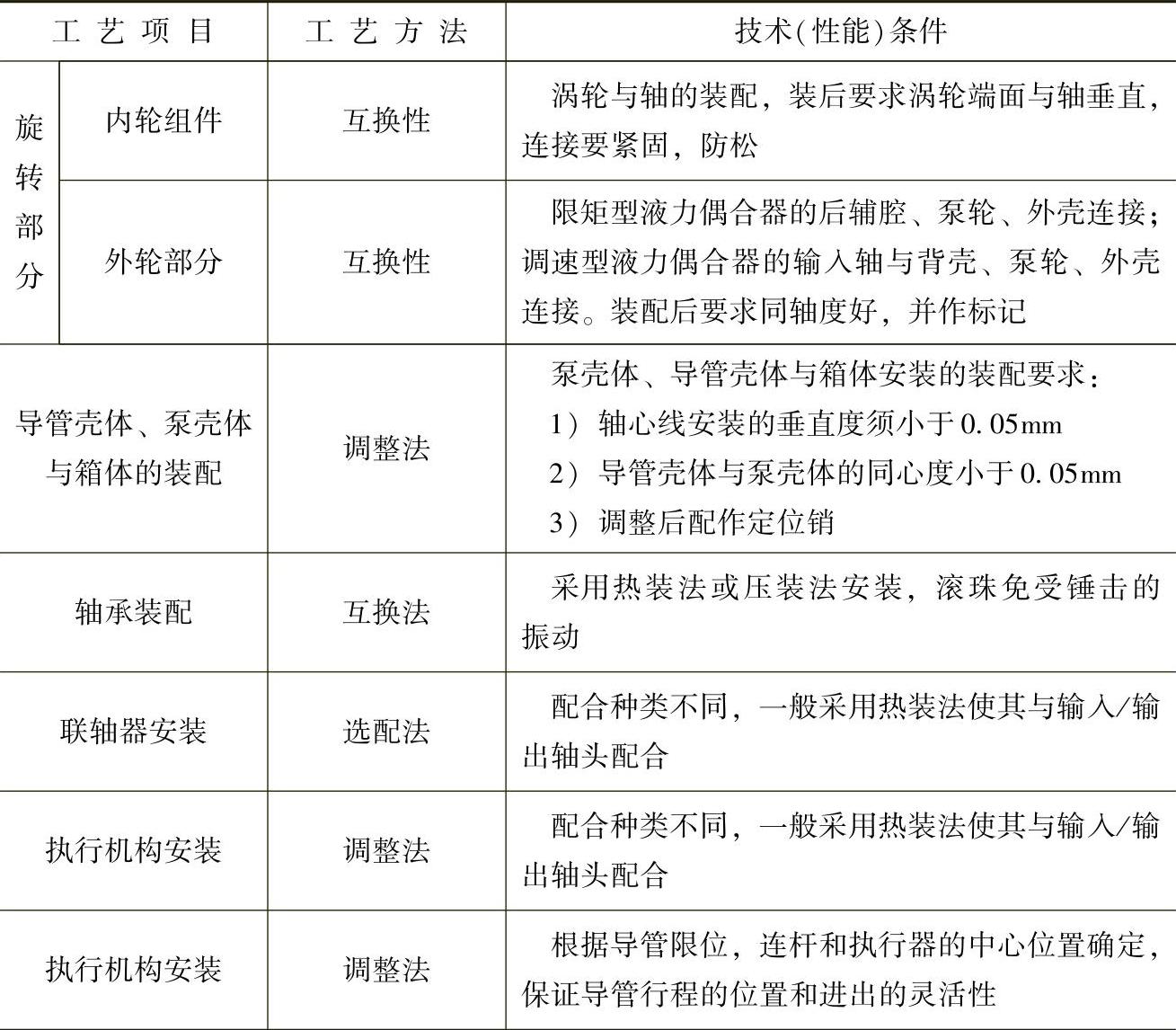
(续)

注:上述工艺技术情况各企业有所区别,应根据各企业内的工艺水平而定。
10.试验工艺技术
试验是鉴别产品过程和最终实现的结果,必须严格把关,按工艺要求进行相关工序并记录数据结果。具体要求见表2-11。
表2-11 试验工艺技术

(续)

注:1.可靠性试验和寿命试验一般不在台架上做,须经过工业运行监测。
2.型式试验的要求按有关标准的检验规则进行,不需每台都做。
11.涂装工艺技术
液力偶合器经过出厂试验后,须经过表面喷涂(漆)和包装才能交付,具体要求见表2-12和表2-13。
表2-12 涂装工艺技术
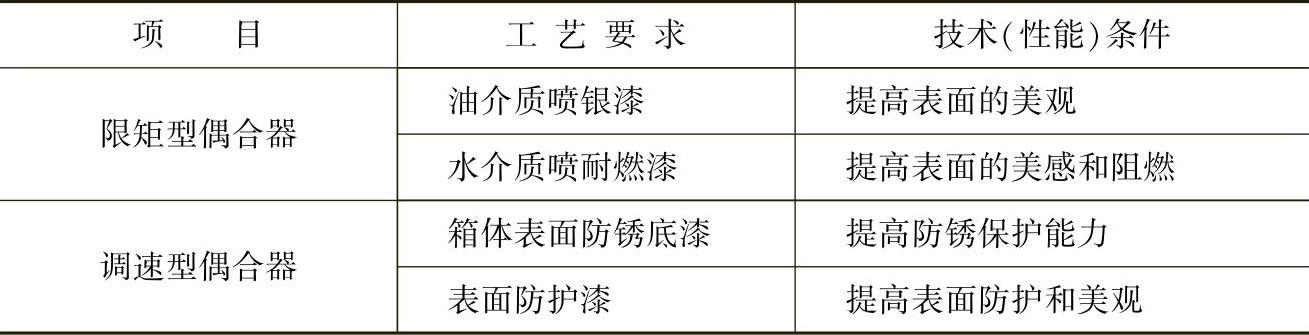
表2-13 包装工艺技术
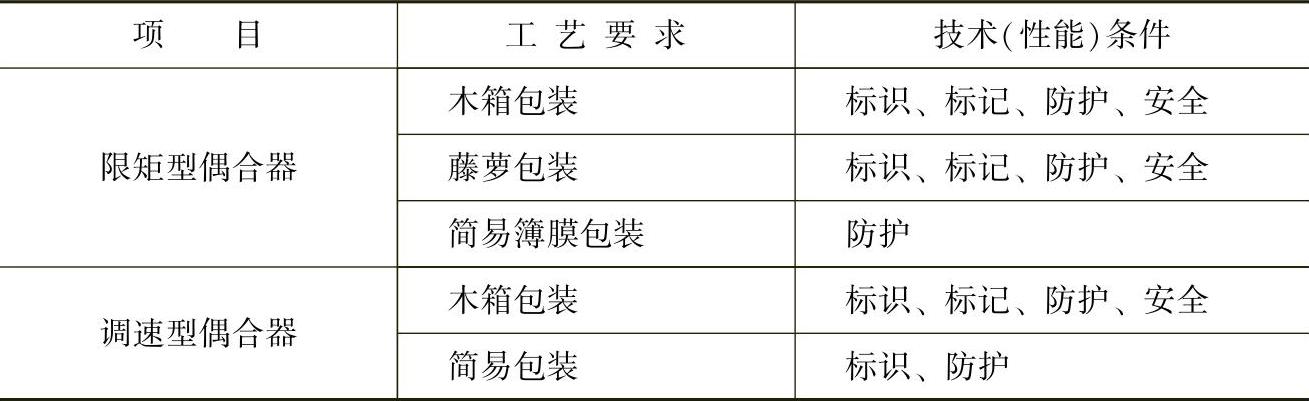
注:采用哪种包装方法由各企业或根据用户要求而定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。