



基于上述永磁扰动现象,人们可实现一种缺陷永磁扰动检测方法,通过捕获由铁磁性材料缺陷产生在材料表面永磁体上的磁扰动信息,便可获得缺陷存在与否的检测评判依据,这一检测信号由环绕在永磁体上的穿过式线圈得到,检测系统框图如图4-17所示。由线圈和永磁体构成的永磁扰动探头与待检测铁磁性材料保持一定的提离距离匀速扫查待检表面,遇到被检测表面上的不连续即缺陷时就会在线圈上产生电压突变,该电压突变经过放大器、滤波器及A-D转换器进入计算机进行分析处理,最终完成检测。

图4-17 永磁扰动检测系统框图
永磁扰动无损检测的工作过程如图4-18所示,具体为:永磁体探头在待检铁磁性材料表面等距离相对移动过程中,当无缺陷出现时,无磁扰动出现(图4-18a、b);当缺陷开始出现时,磁扰动开始出现(图4-18c);并随着缺陷的逐渐靠近而不断增大(图4-18d、e);在缺陷最近时,磁扰动最大(图4-18e);随着缺陷开始远离消失,磁扰动逐渐减小(图4-18f、g),直至消失到初始的无缺陷、无磁扰动状态(图4-18h)。整个过程中,磁扰动的出现及消失与缺陷的出现及消失呈现出很好的对应关系。

图4-18 永磁扰动无损检测工作过程(https://www.xing528.com)
为了验证永磁扰动的存在及相应的永磁扰动检测方法的可行性,制作如图4-19a所示的试样,通过电火花加工尺寸均为0.3mm宽、0.3mm深、10mm长的5个刻槽,但走向不同,分别标为b、c、d、e、f,同时加工一个ϕ0.8mm×2mm的不通孔a。采用永磁扰动探头沿箭头线方向扫查,获得如图4-19b所示的对应的检出信号。
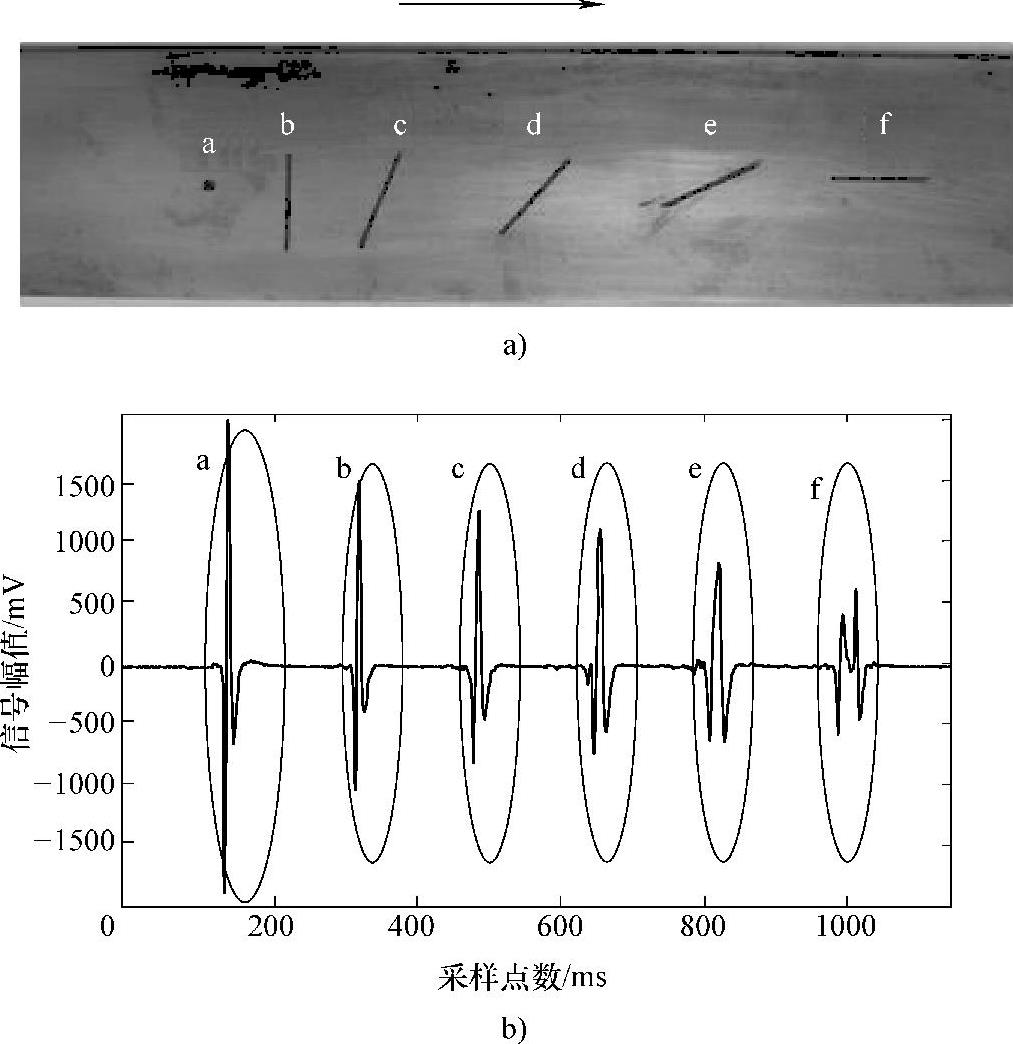
图4-19 试验用试样及检出信号波形
a)测试样板 b)检出信号波形
图4-19表明,永磁扰动检测方法有着较好的缺陷检出能力,能够感应不同走向的刻槽,尤其对垂直于扫查方向的刻槽。主要原因在于刻槽作为扰动源直接造成永磁体的磁场扰动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。