



1.加工难点分析
(1)刀尖圆弧半径补偿的定义 在理想状态下,总是将尖形车刀的刀位点假想成一个点,该点即为假想刀尖(图7-3中的O点),在对刀时,也是以假想刀尖进行对刀。但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一个理想的点,而是一段圆弧(如图7-3中圆弧),这时的刀位点为刀尖圆弧的圆心。为确保工件轮廓形状,加工时不允许刀具刀尖圆弧的圆心运动轨迹与被加工工件轮廓重合,而应与工件轮廓偏置一个半径值,这种偏置称为刀尖圆弧半径补偿。
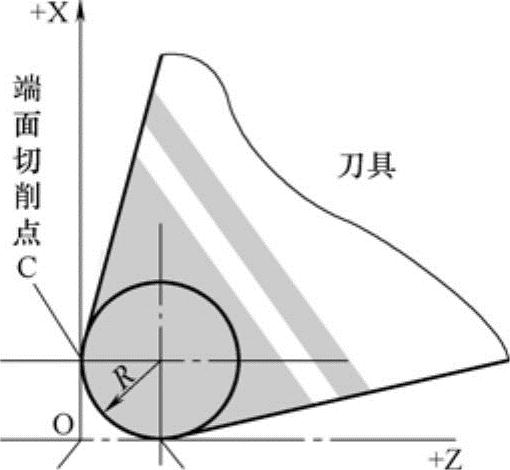
图7-3 假想刀尖示意图
(2)刀尖圆弧半径补偿指令
格式:G41G01/G00X_Z_F_(刀尖圆弧半径左补偿)
G42G01/G00X_Z_F_(刀尖圆弧半径右补偿)
G40G01/G00X_Z_(取消刀尖圆弧半径补偿)
(3)刀尖圆弧半径补偿注意事项
1)刀具半径补偿模式的建立与取消程序段只能在G00或G01移动指令模式下才有效。
2)G41/G41不带参数,其补偿号由T指令指定,刀尖圆弧半径补偿号与刀具偏置补偿号对应。
3)采用切线切入方式或法线切入方式建立或取消刀补。
4)为了防止在刀具半径补偿建立与取消过程中刀具产生过切现象,在建立与取消补偿时,程序段的起始位置与终点位置最好与补偿方向在同一侧。
2.分析加工方案
(1)装夹方案使用自定心卡盘夹持零件的毛坯外圆,确定零件伸出合适的长度(应将机床的限位距离考虑进去)。零件需要加工两端,因此需要考虑两次装夹的位置,考虑到右端φ32mm的台阶可以用来装夹,因此先加工右端,然后调头夹持φ32mm的台阶加工左端。(https://www.xing528.com)
(2)位置点
1)换刀点:零件原点设置在零件右端面,为了防止换刀时刀具与零件或尾架相碰,换刀点可设置在(X100,Z100)。
2)起刀点:为了减少循环加工的次数,外圆起刀点可设置在(X77,Z2)的位置,内轮廓可设置在(X25,Z2)。
(3)确定加工工艺路线
1)粗、精加工右端外轮廓至尺寸要求。
2)切螺纹退刀槽。
3)粗、精加工螺纹至尺寸要求。
4)掉头,手动车左端面至长度尺寸要求。
5)手动钻孔(φ28×35)。
6)粗、精加工左端内、外轮廓至尺寸要求。
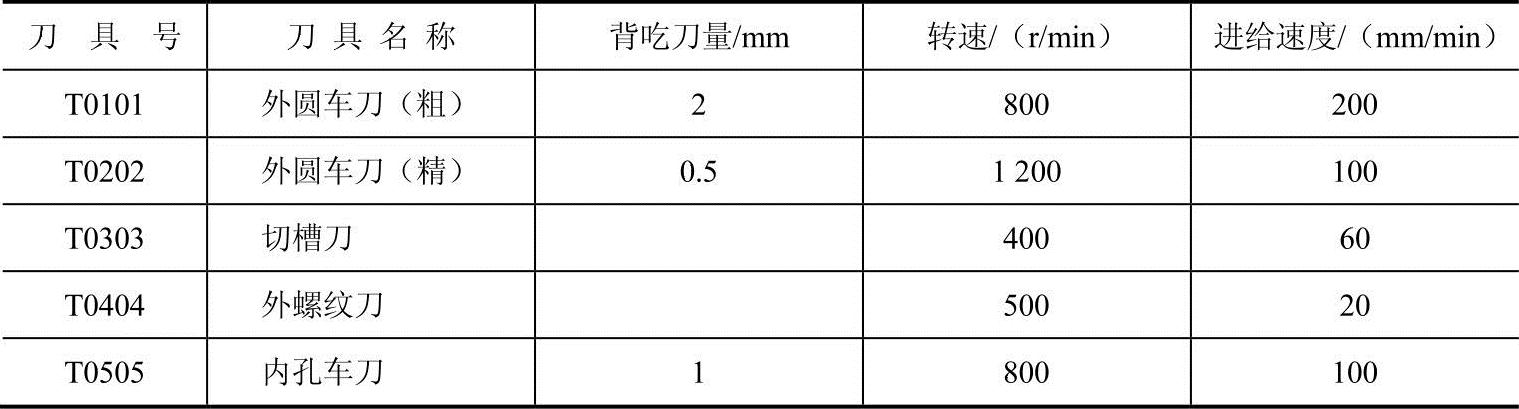
3.选择刀具与切削用量
刀具与切削用量如表7-3所示。
表7-3 刀具与切削用量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。