



1.加工难点分析
常见的非圆曲线主要有抛物线、双曲线、椭圆曲线、正弦曲线和余弦曲线等。目前数控系统都还没有提供完善的非圆曲线插补功能,因此本例中要用宏指令来编椭圆程序。
首先设置Z=a=5(椭圆在Z轴方向上的半径),然后根据椭圆公式可计算出 。这时需要注意的是,由于椭圆中心没有在原点处,还要调整Z坐标的位置。根据公式如果从椭圆的起点设为Z为0的话,那么每次Z减小0.1mm,求出X再让刀具按G01走刀,椭圆轮廓就会出来。
。这时需要注意的是,由于椭圆中心没有在原点处,还要调整Z坐标的位置。根据公式如果从椭圆的起点设为Z为0的话,那么每次Z减小0.1mm,求出X再让刀具按G01走刀,椭圆轮廓就会出来。
当然要完成此功能,必须借助宏程序编程中的控制指令:
IF[条件表达式]GOTO n;
例:IF[#1GT#100]GOTO 1000
该例为有条件转移语句。如果条件成立,则转移到N1000程序段执行;如果条件不成立,则执行下一程序段。
2.分析加工方案
(1)装夹方案 使用自定心卡盘夹持零件的毛坯外圆,确定零件伸出合适的长度(应将机床的限位距离考虑进去)。零件需要加工两端,因此需要考虑两次装夹的位置,考虑到右端φ60mm×20mm的台阶可以用来装夹,因此先加工右端,然后调头夹持φ60mm×20mm的台阶加工左端。
(2)位置点
1)换刀点:零件原点设置在零件右端面,为了防止换刀时刀具与零件或尾架相碰,换刀点可设置在(X100,Z100)。(https://www.xing528.com)
2)起刀点:为了减少循环加工的次数,外圆轮廓加工起刀点可设置在(X77,Z2)的位置,内孔轮廓加工可设置在(X20,Z2)。
(3)确定加工工艺路线
1)夹持零件,粗、精加工工件右端外圆、槽及螺纹。
2)调头装夹,夹持φ60mm×20mm的台阶,校正,手动车左端保证总长。
3)工件左端外轮廓粗精加工、钻孔、内孔轮廓粗精加工。
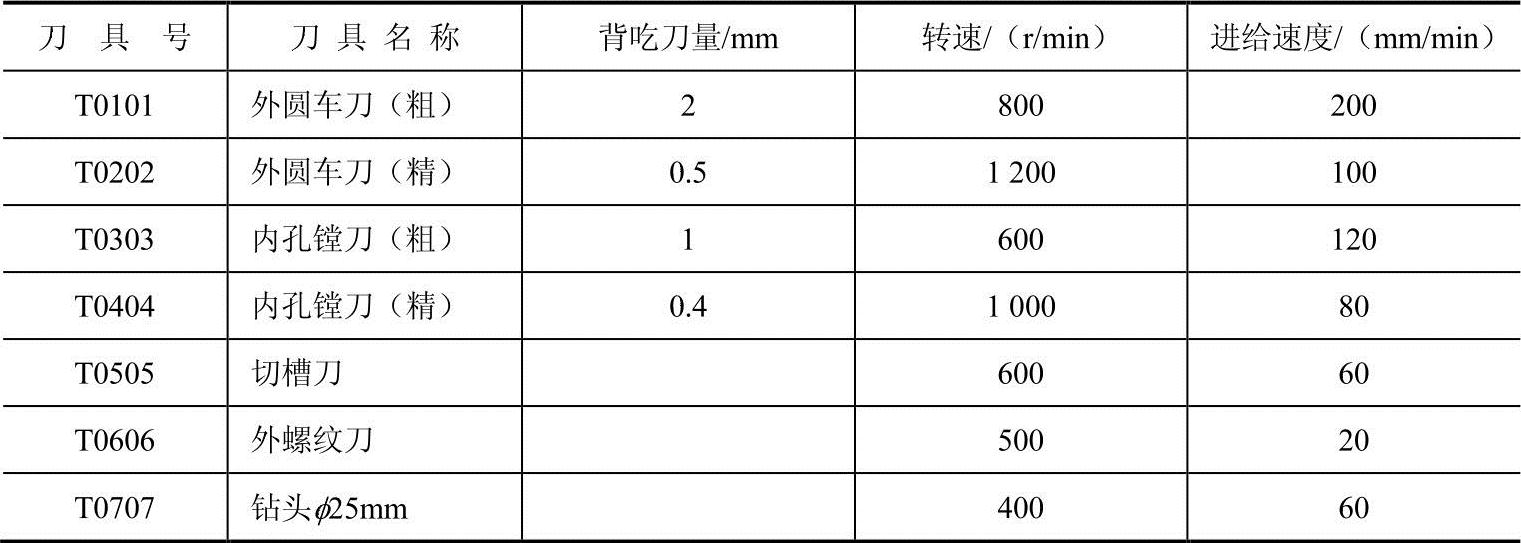
3.选择刀具与切削用量
选择刀具与切削用量如表6-11所示。
表6-11 刀具与切削用量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。