



1.加工坐标系的确定
加工坐标系是指以确定的加工原点为基准所建立的坐标系。
加工原点也称为程序原点,是指零件被装夹好后,相应的编程原点在机床坐标系中的位置。
在加工过程中,数控机床是按照工件装夹好后所确定的加工原点位置和程序要求进行加工的。编程人员在编制程序时,只要根据零件图样就可以选定编程原点,建立编程坐标系,计算坐标数值,而不必考虑工件毛坯装夹的实际位置。对于加工人员来说,则应在装夹工件、调试程序时,将编程原点转换为加工原点,并确定加工原点的位置,在数控系统中给予设定(即给出原点设定值),设定加工坐标系后就可根据刀具当前位置,确定刀具起始点的坐标值。在加工时,工件各尺寸的坐标值都是相对于加工原点而言的,这样数控机床才能按照准确的加工坐标系位置开始加工。图3-7中的O3为加工原点。
2.加工坐标系的设定
(1)方法一:在机床坐标系中直接设定加工原点。
下面以图3-12为例,在配置FANUC-0M系统的立式数控铣床上设置加工原点O3。
1)加工坐标系的选择。编程原点设置在工件轴心线与工件底端面的交点上。
设工作台工作面尺寸为800mm×320mm,若工件装夹在接近工作台中间处,则确定了加工坐标系的位置,其加工原点O3就在距机床原点O1为X3、Y3、Z3处,并且X3=-345.700mm,Y3=-196.220mm、Z3=-53.165mm。
2)设定加工坐标系指令
①G54~G59为设定加工坐标系指令。G54对应1号工件坐标系,其余依此类推。可在MDI方式的参数设置页面中,设定加工坐标系。例如:对已选定的加工原点O3,将其坐标值:
X3=-345.700mm
Y3=-196.220mm
Z3=-53.165mm(https://www.xing528.com)
设在G54中,则表明在数控系统中设定了1号工件加工坐标。加工坐标系的设定页面如图3-11所示。
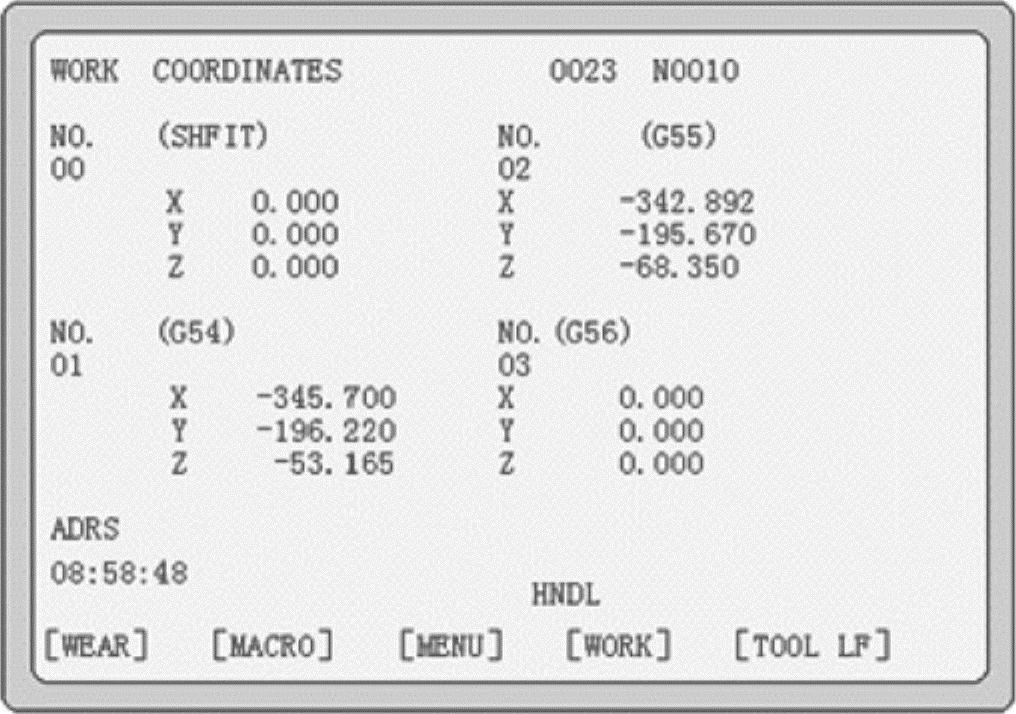
图3-11 加工坐标系的设定
②G54~G59在加工程序中出现时,即选择了相应的加工坐标系。
(2)方法二:通过刀具起始点来设定加工坐标系。
1)加工坐标系的选择。加工坐标系的原点可设定在相对于刀具起始点的某一符合加工要求的空间点上。
应注意的是,当机床开机回参考点之后,无论刀具运动到哪一点,数控系统对其位置都是已知的。也就是说,刀具起始点是一个已知点。
2)设定加工坐标系指令。G92为设定加工坐标系指令。在程序中出现G92程序段时,通过刀具当前所在位置即刀具起始点来设定加工坐标系。
G92指令的编程格式:G92 X a Y b Z c
该程序段运行后,就根据刀具起始点设定了加工原点,如图3-12所示。
从图3-12中可看出,用G92设置加工坐标系,也可看做是:在加工坐标系中,确定刀具起始点的坐标值,并将该坐标值写入G92编程格式中。
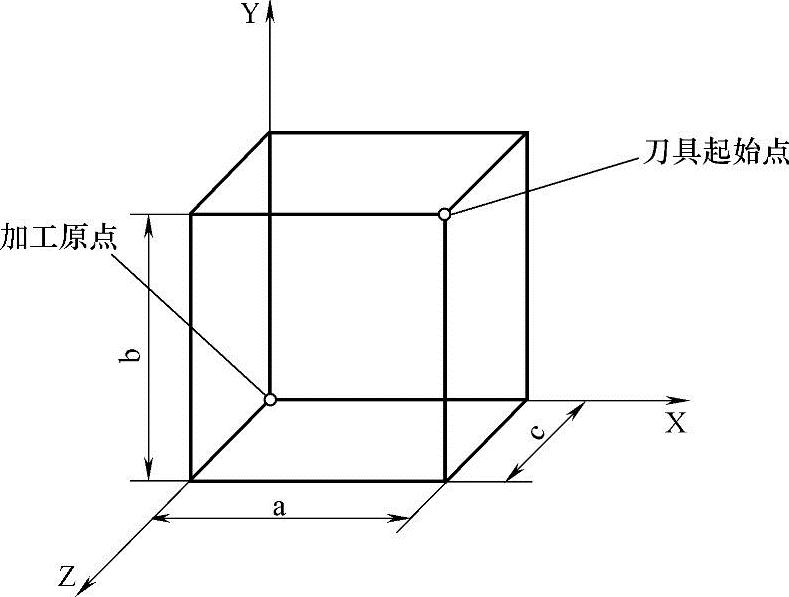
图3-12 根据刀具起始点设定加工原点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。