



【摘要】:编制机械加工工序卡的基本要求是:1)根据制定的工艺方案,确定加工余量。在工序简图中主视图与工件装夹方向一致,正确标注工序尺寸及公差,注明工件定位与装夹方法。工步号之间要留有空号,以便日后修订时可增加新的工步。受篇幅限制,本例中仅编写出齿轮轴粗车和半精车的车削加工工序卡片,其他卡片仅提供视频课件,供参考练习。
编制机械加工工序卡的基本要求是:
1)根据制定的工艺方案,确定加工余量。本例为成批生产,采用查表方法确定各工序的加工余量。
2)正确绘制工序简图。在工序简图中主视图与工件装夹方向一致,正确标注工序尺寸及公差,注明工件定位与装夹方法。
3)正确填写工序卡片。工步号之间要留有空号,以便日后修订时可增加新的工步。文字描述要准确、清晰、无误。
4)合理选用机床、夹具、刀具、切削用量和工时定额。
受篇幅限制,本例中仅编写出齿轮轴粗车和半精车的车削加工工序卡片,其他卡片仅提供视频课件,供参考练习。
1.确定各工序加工余量、工序尺寸公差
加工余量的确定参照第8章介绍的方法进行。表9-3是查得的各工序中外圆表面加工余量、工序尺寸及公差。线性尺寸的极限偏差值按表1-5选取。
表9-3 各工序外圆表面加工余量、工序尺寸及公差 (单位:mm)

2.绘制各工序工序简图
齿轮轴的粗车、半精车工序简图如图9-3、图9-4所示。
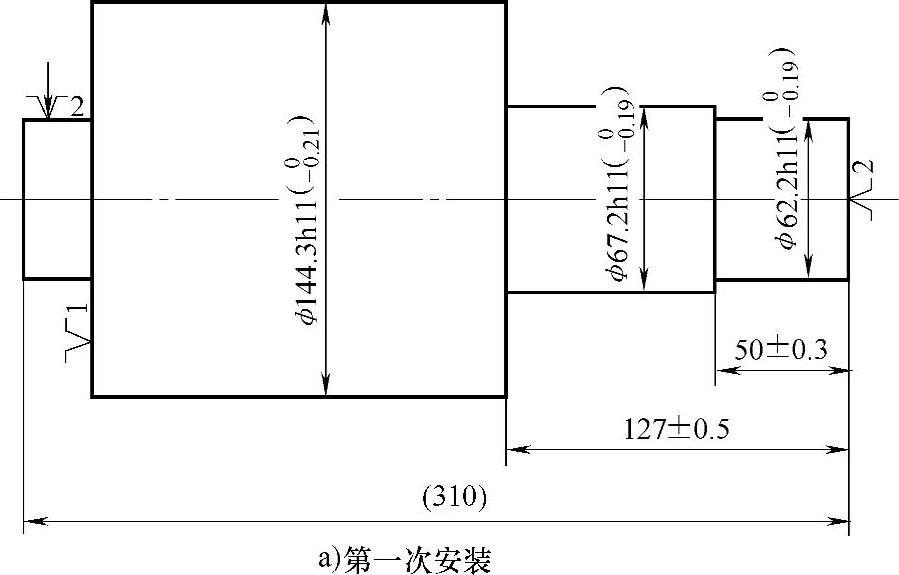
图9-3 齿轮轴粗车工序简图
 (https://www.xing528.com)
(https://www.xing528.com)
图9-3 齿轮轴粗车工序简图(续)
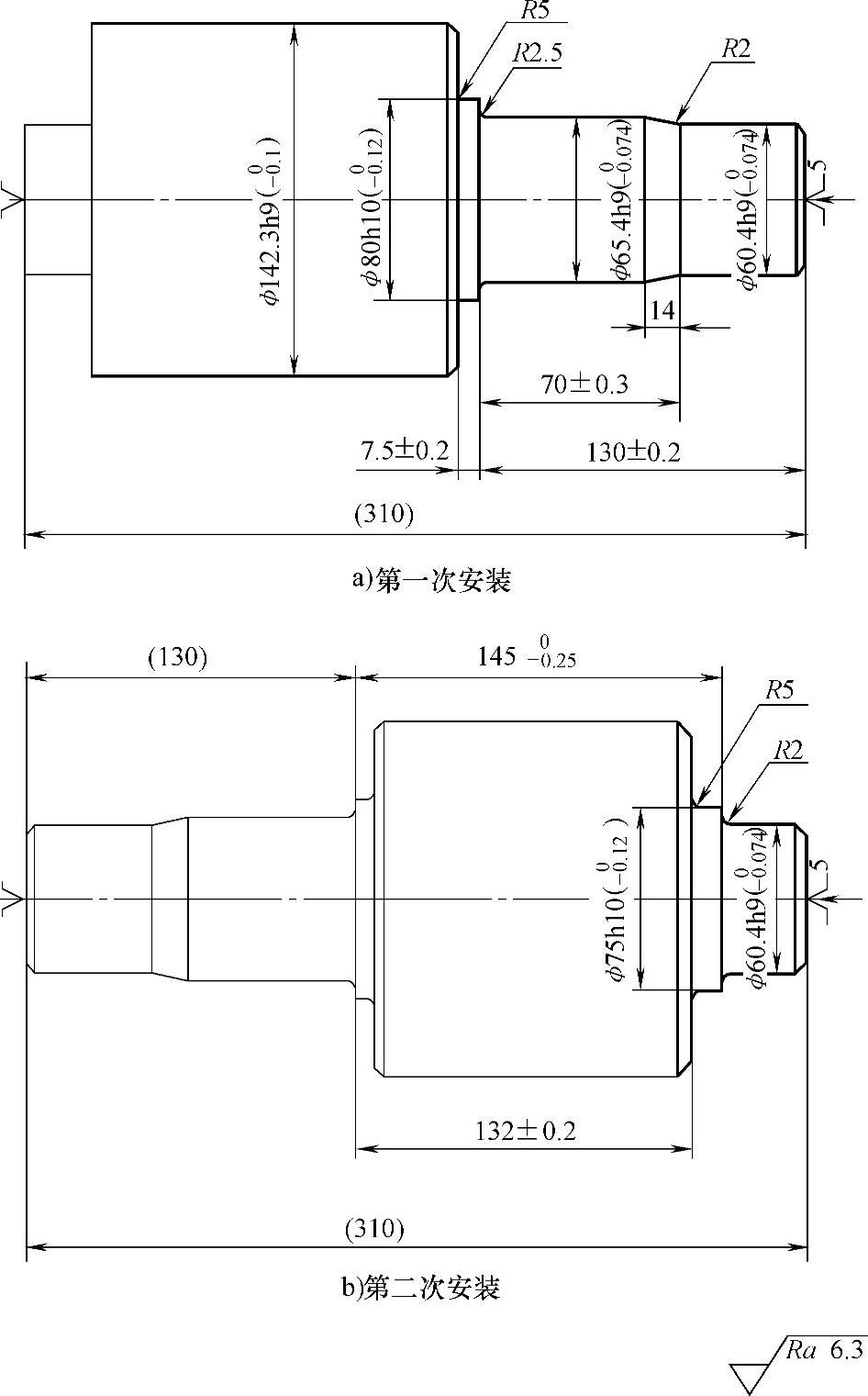
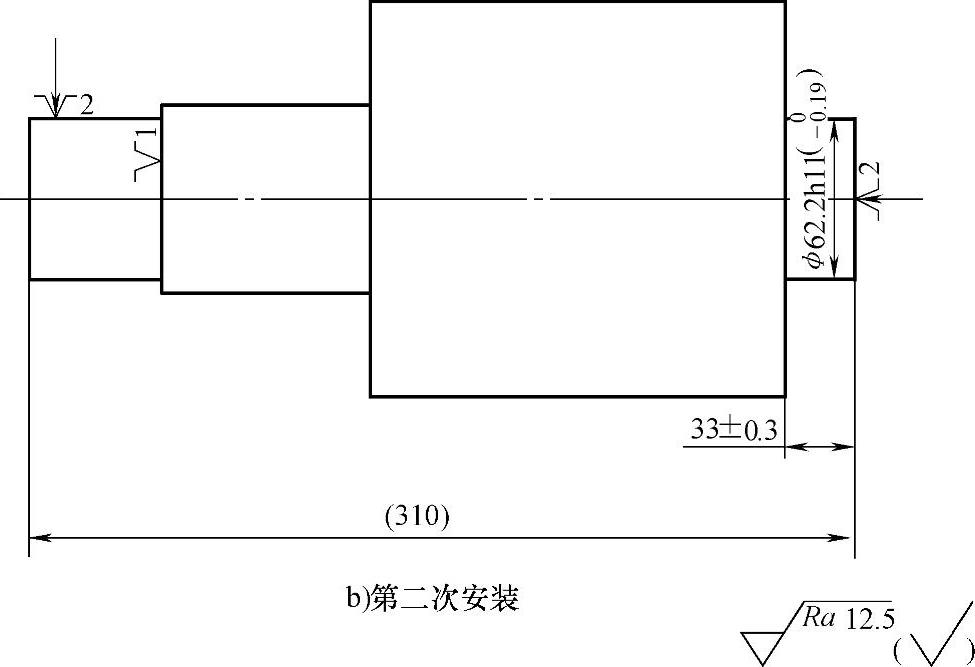
图9-4 齿轮轴半精车工序简图
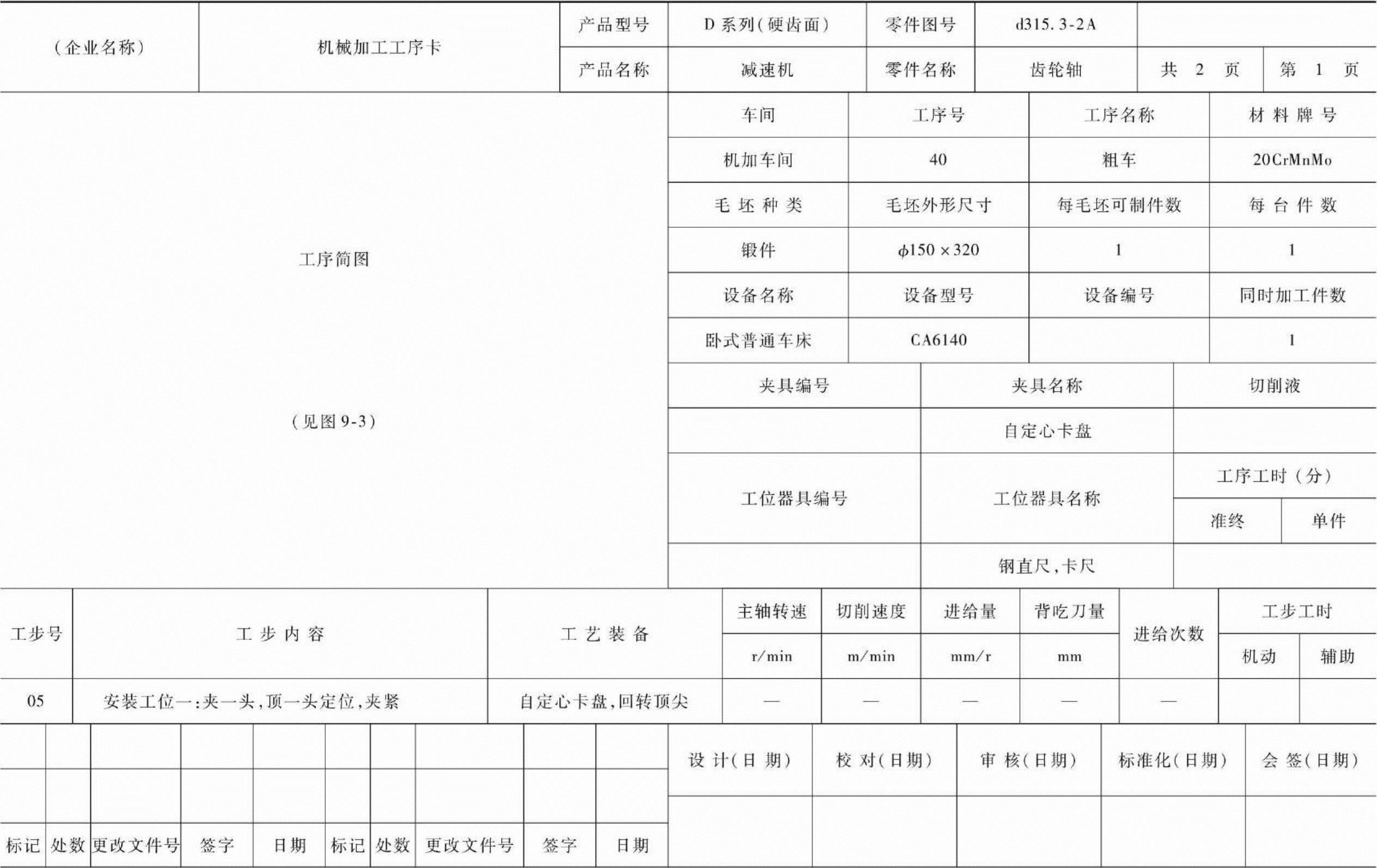
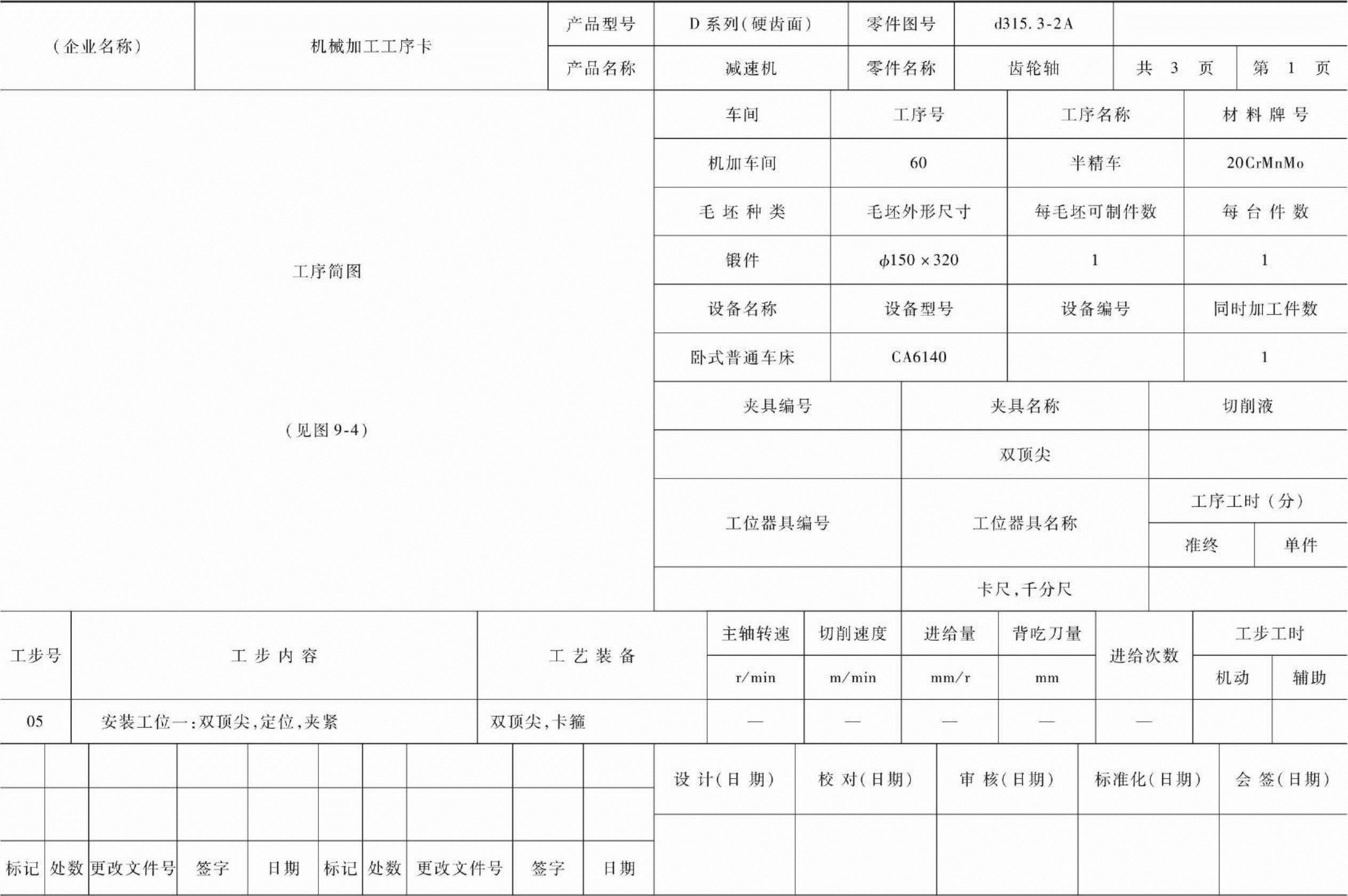
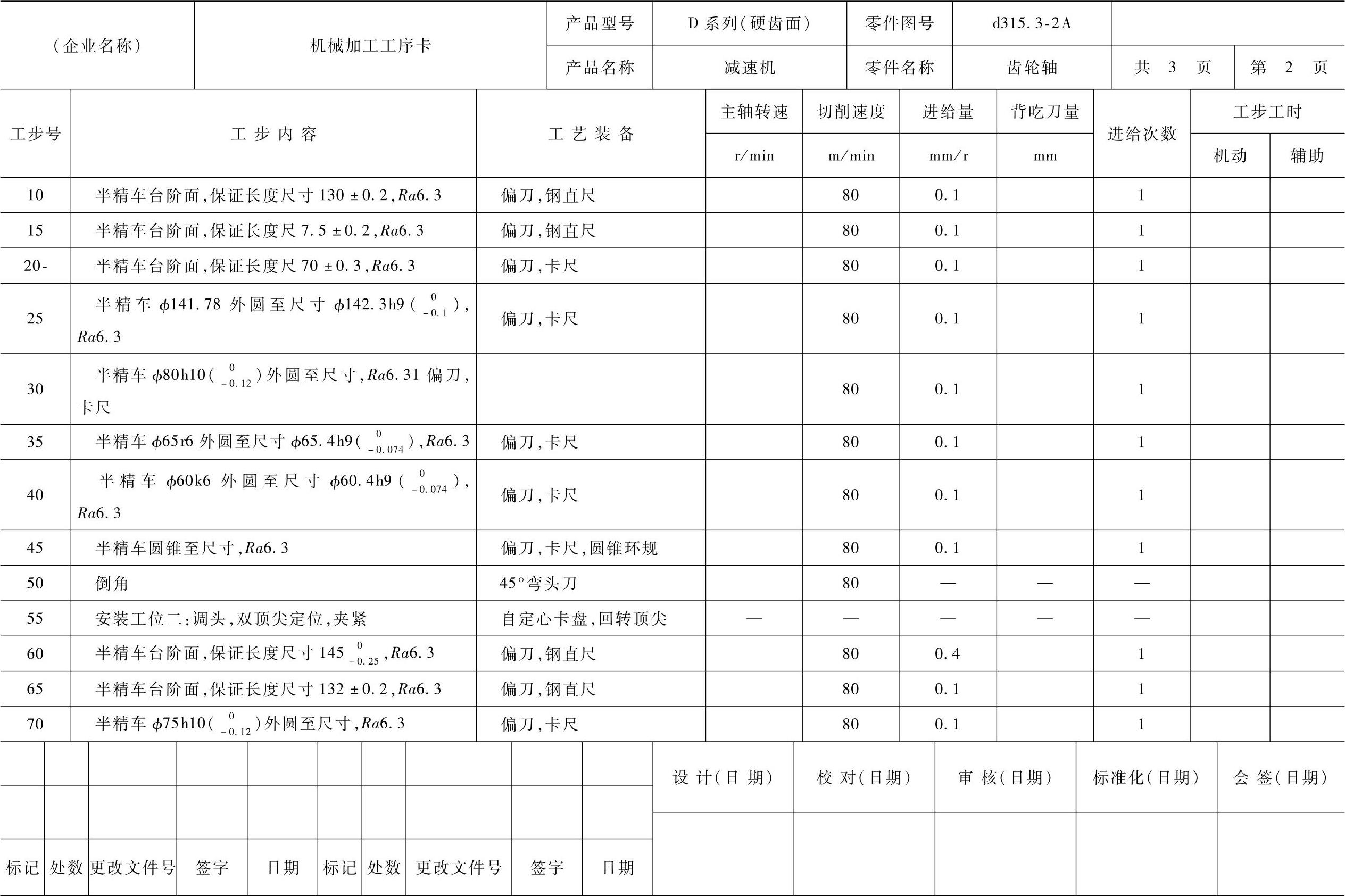
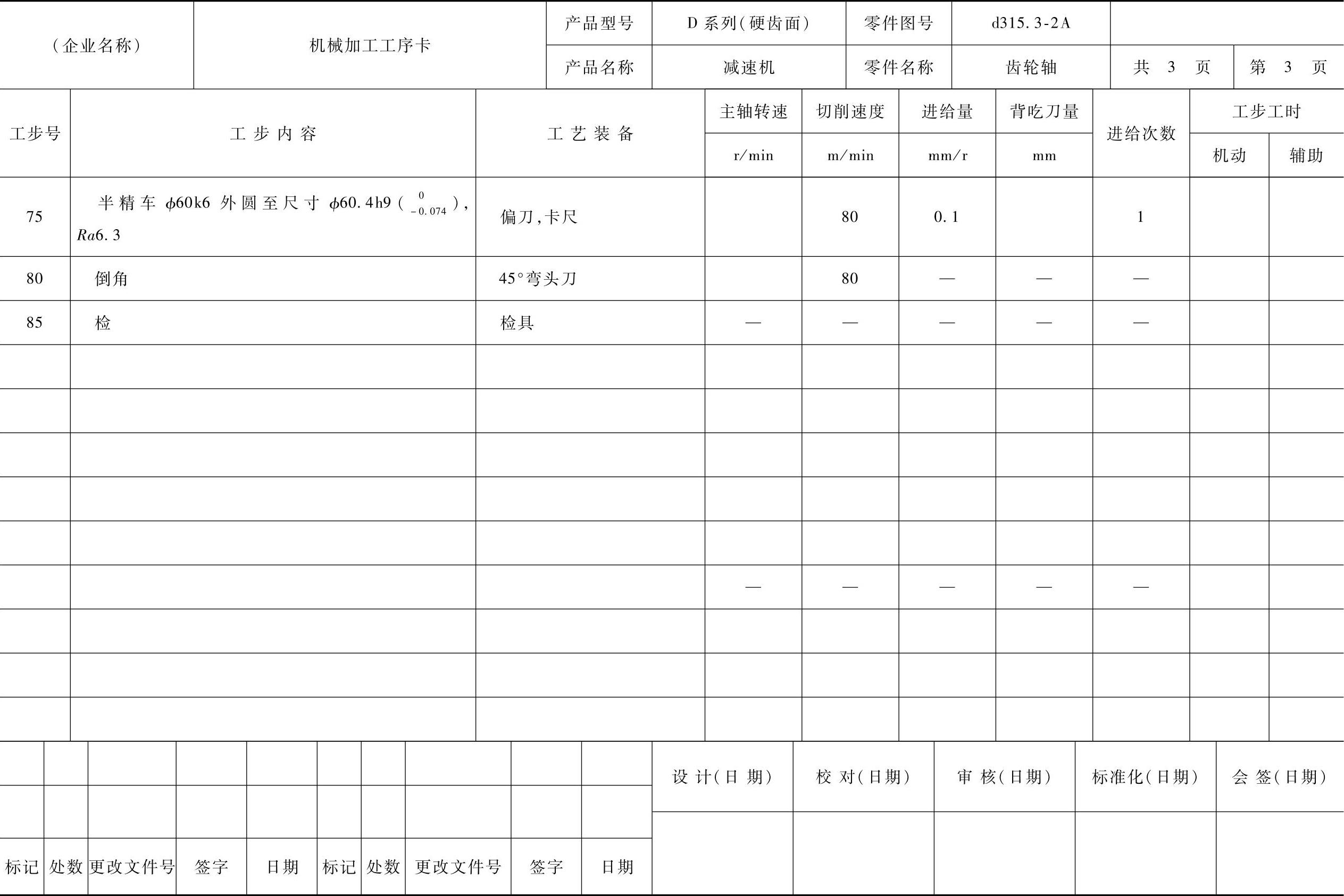
3.填写工序卡(表9-4,表9-5)
表9-4 齿轮轴粗车工序卡
(续)
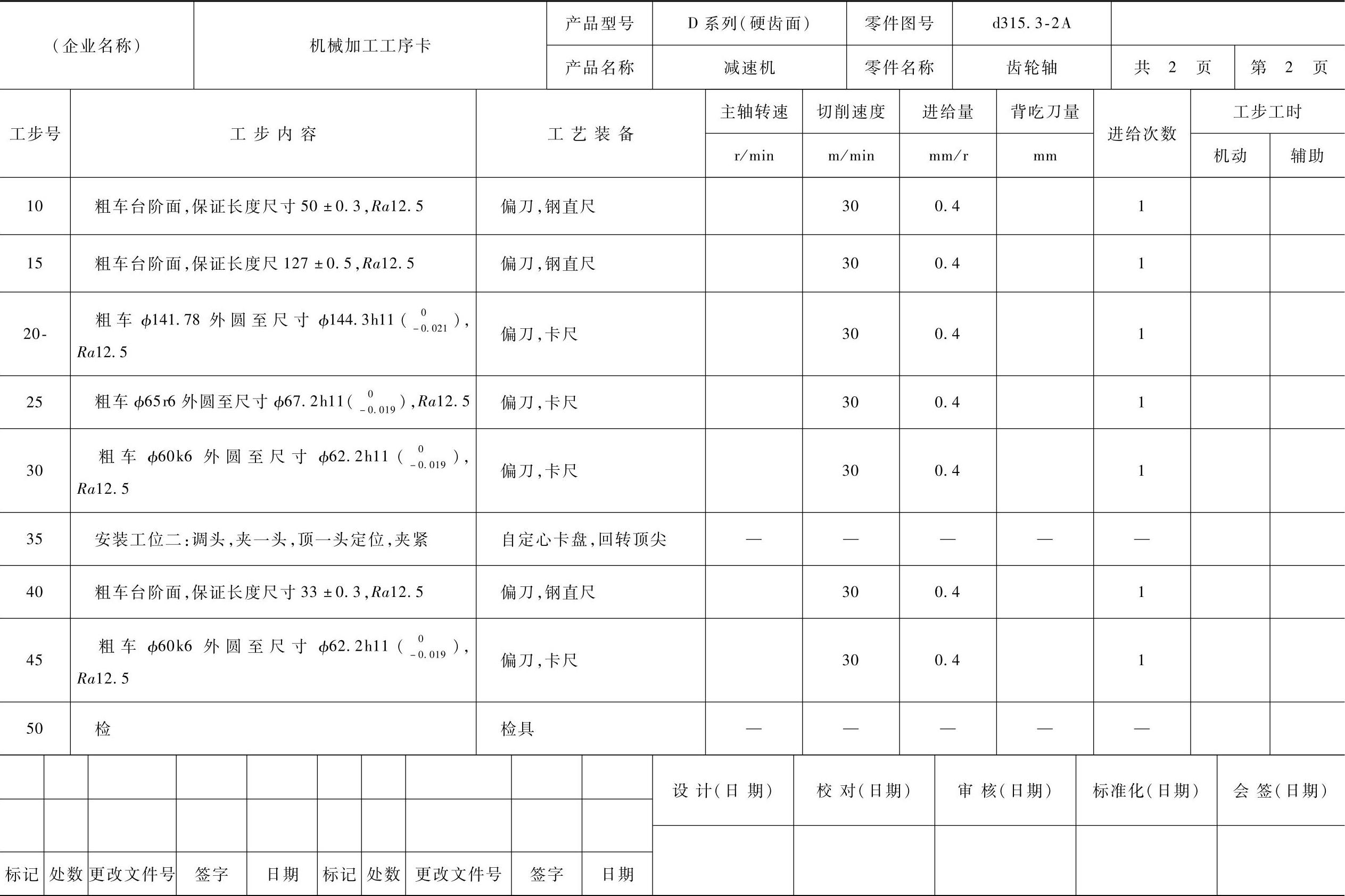
表9-5 齿轮轴半精车工序卡
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。