



图8-19所示展现了工序余量与加工总余量的关系以及每道工序所要切除的金属层位置,现在的问题是,如何确定各工序的加工余量参数,即加工余量的值。
在生产现场,确定加工余量的方法有三种:
(1)经验统计分析法 经验统计分析法是工艺人员根据多年积累的生产经验来确定加工余量的方法。一般情况下,为了防止因余量偏小而产生废品,此方法估计的余量值稍大,常用于单件小批量生产。
(2)查表修正法 查表修正法是以生产实践和试验研究积累的有关加工余量资料数据为基础,并按具体生产条件加以修正来确定加工余量的方法。该方法应用比较广泛。加工余量表在各机械加工工艺手册中都有,查表方法也十分简单。为配合课堂教学训练,本书列举出常见轴和孔的车(或镗等)和磨削加工余量表,见表8-12~表8-17。其他加工方法可参考使用。
(3)分析计算法 这是通过对影响加工余量的各种因素进行分析,然后根据一定的计算关系式来计算加工余量的方法。此方法确定的加工余量比较合理,但由于所需的具体数据量较大,数据之间的关系复杂,故目前仅在大型企业中采用。
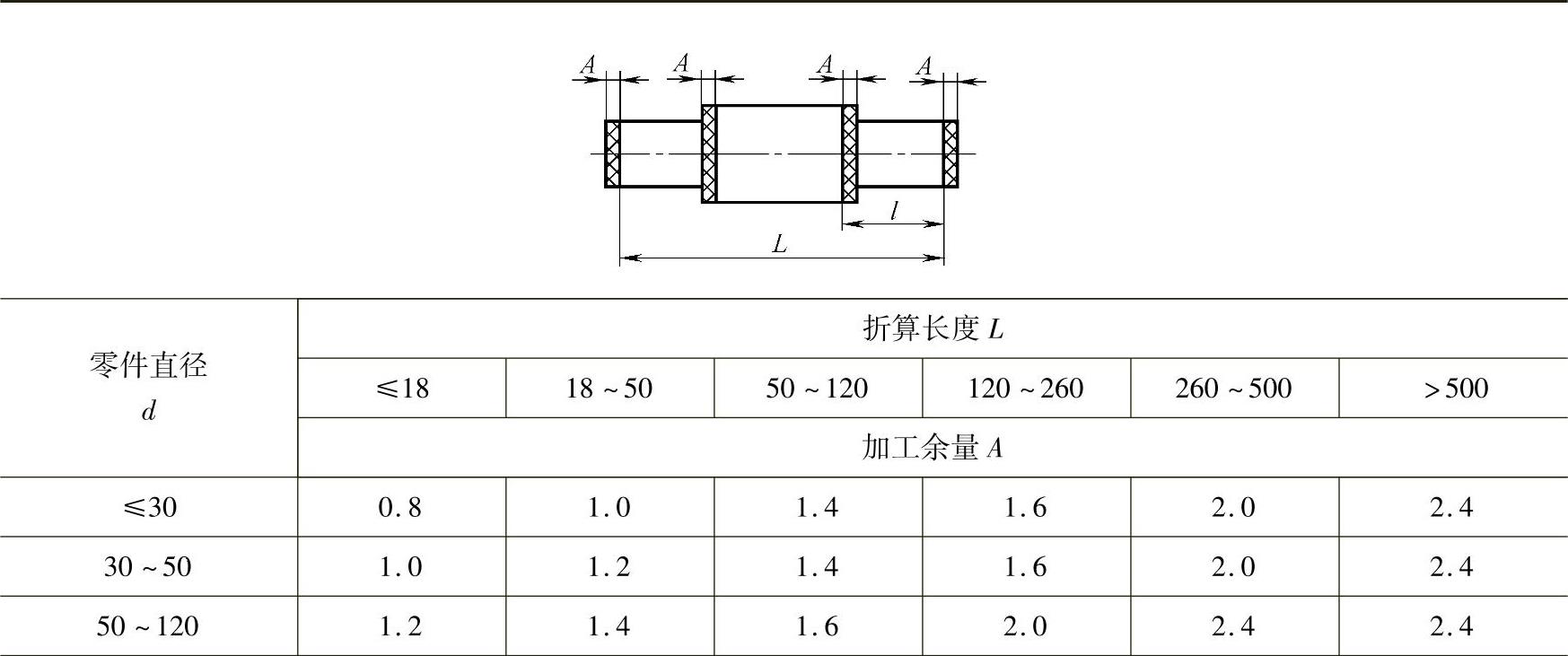
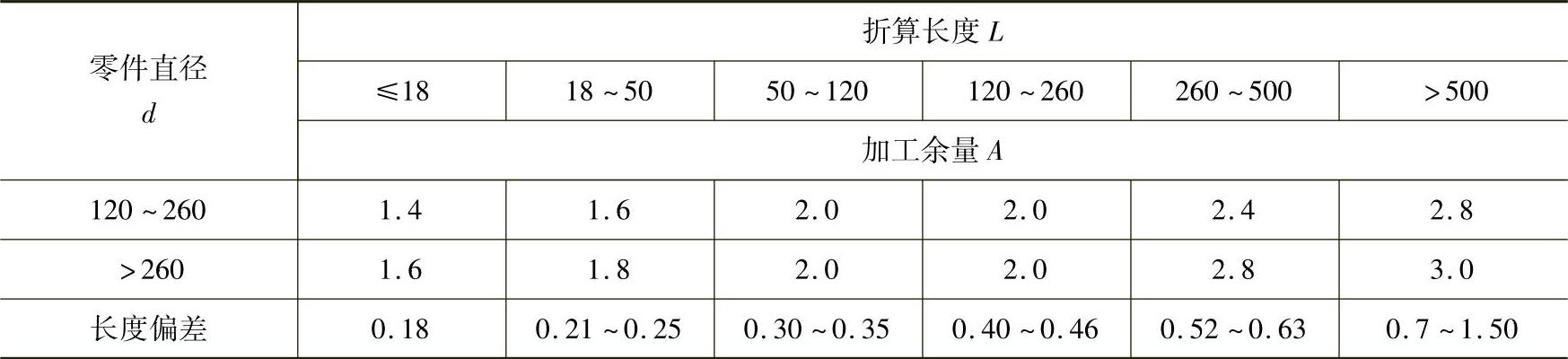
表8-12 轴的折算长度 (单位:mm)
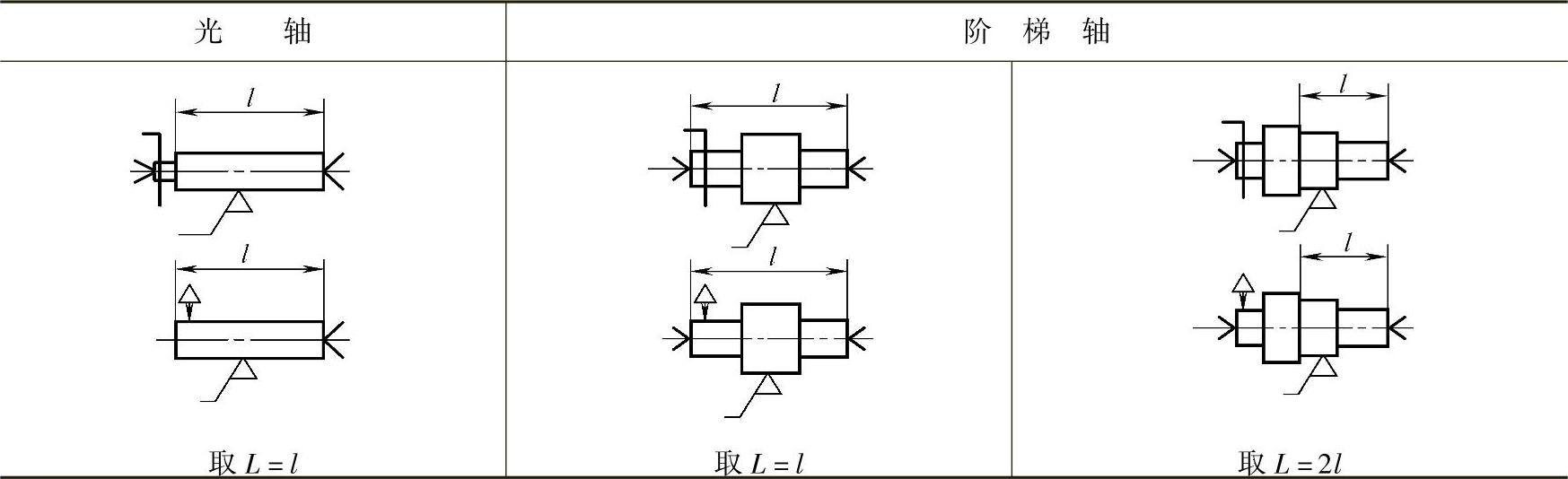
注:L为查余量表的折算长度。
表8-13 粗车及半精车外圆加工余量及极限偏差 (单位:mm)
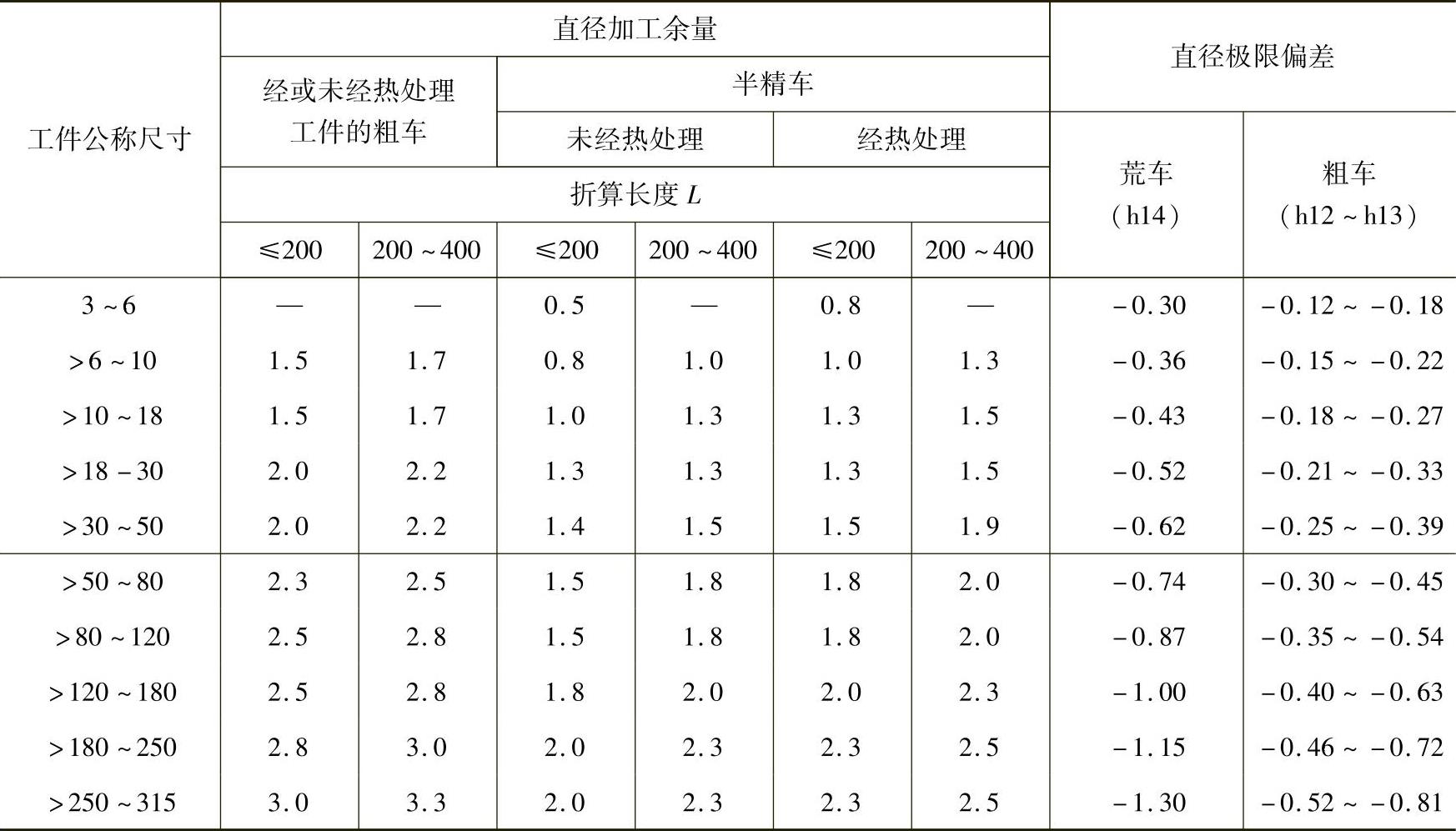
表8-14 用金刚石刀精车外圆加工余量 (单位:mm)
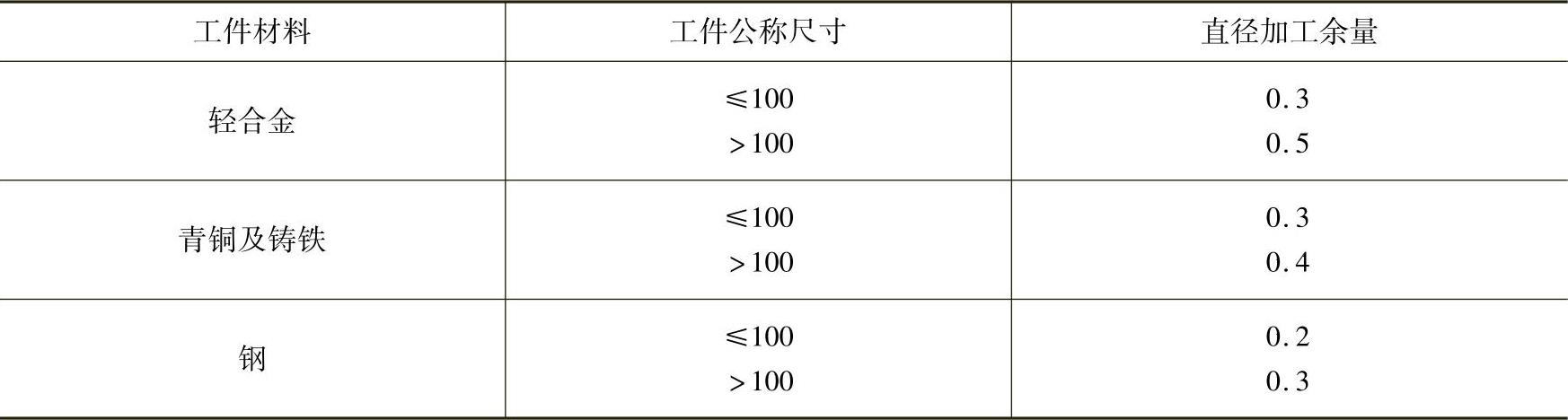
注:1.如果采用两次车削(半精车及精车),则精车的加工余量为0.1mm。
2.精车前工件加工的公差按h9、h8决定。(https://www.xing528.com)
3.本表所列的加工余量以工件的长度是直径的3倍为限。超过此限度时,加工余量应适当加大。
表8-15 半精车后磨外圆加工余量及极限偏差 (单位:mm)
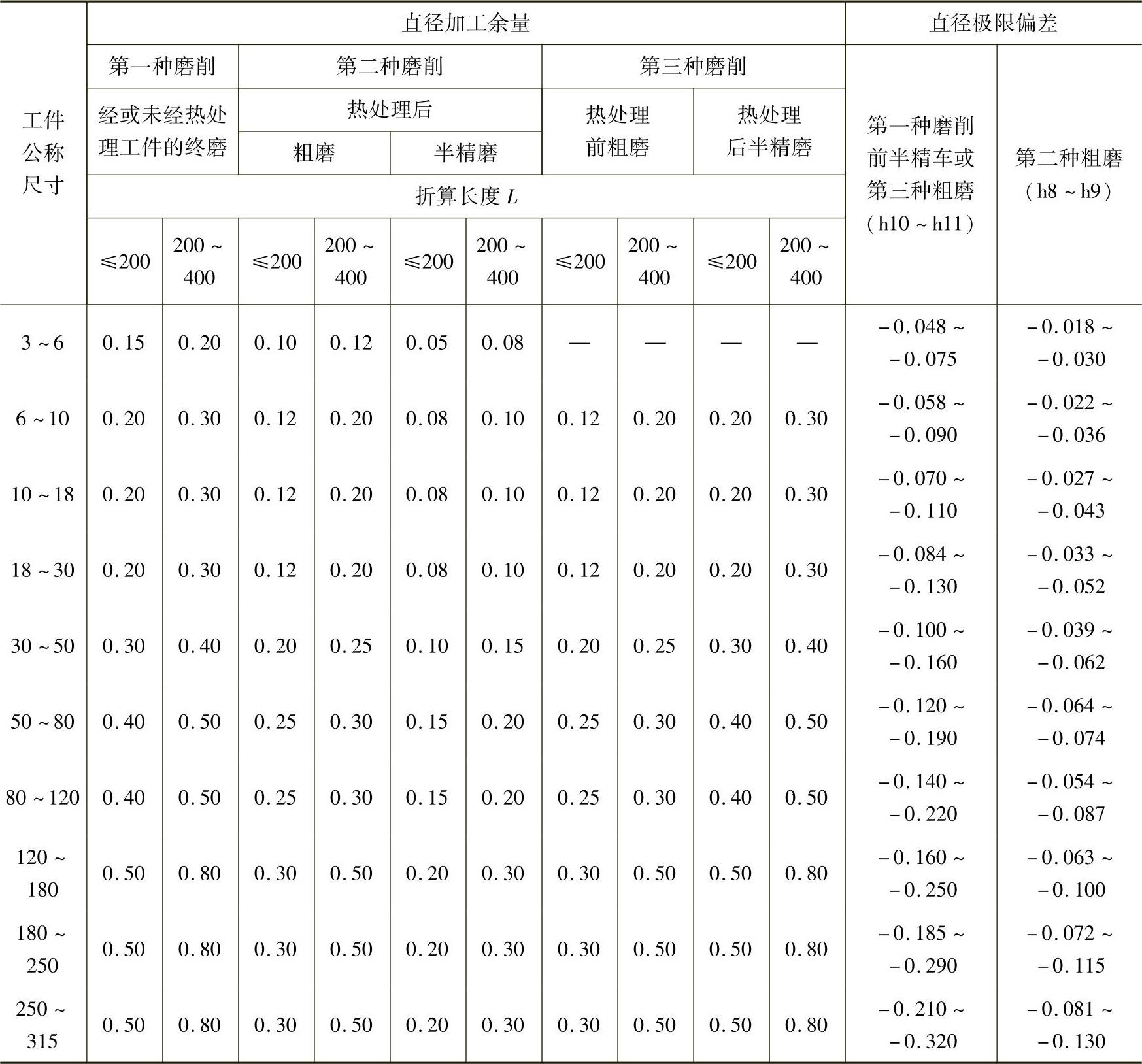
表8-16 粗车端面后调质的加工余量 (单位:mm)
(续)
注:1.对粗车不需正火调质的工件,其端面余量按表中1/3~1/2选用。
2.对薄形工件,如齿轮、垫圈等,按表中余量加50%~100%。
3.实际长度为l时,应按表8-12换算成折算长度L。
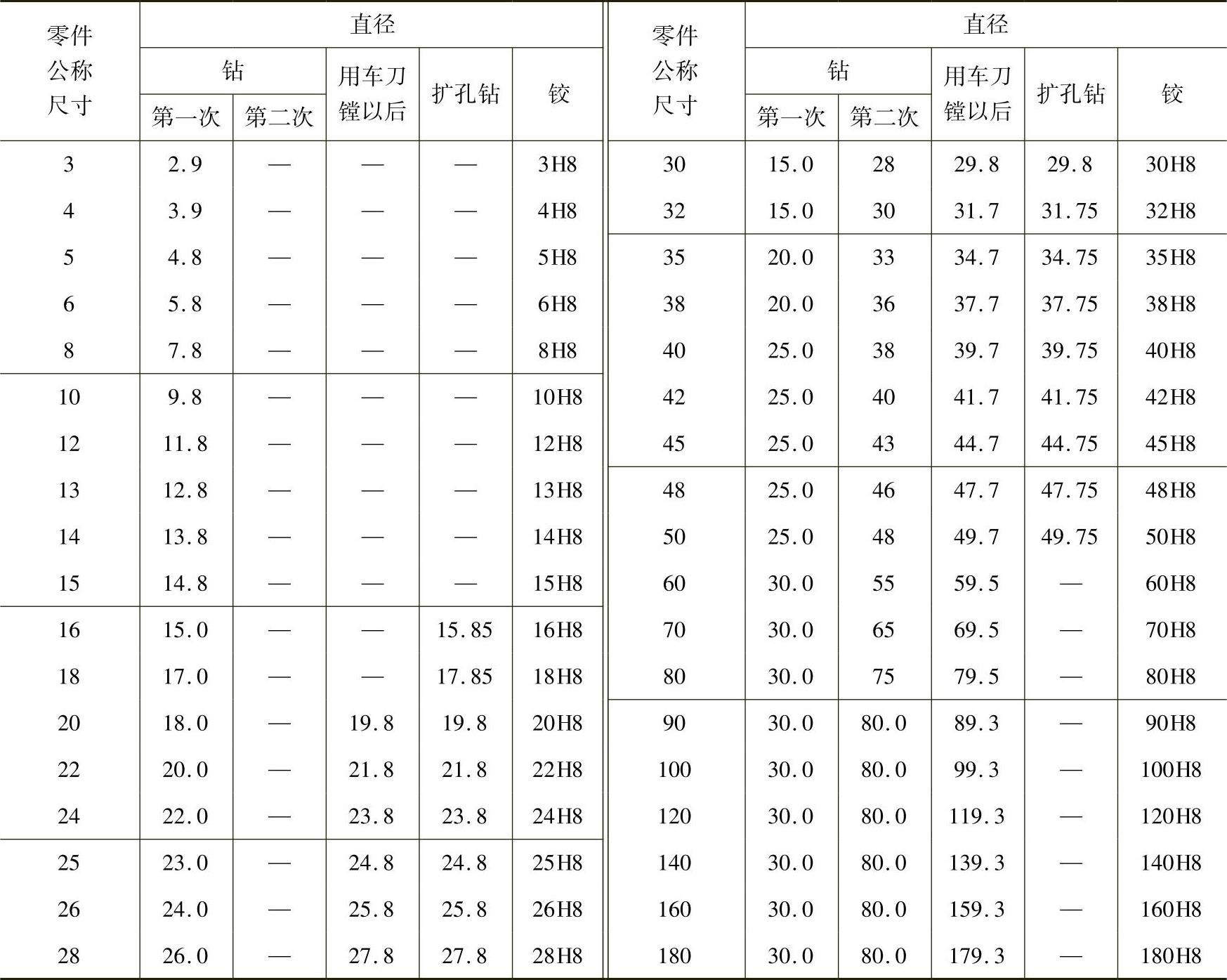
表8-17 孔(等级H8)加工余量 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。