



【摘要】:加工余量是指加工过程中从加工表面切去的材料层厚度。加工余量主要分为工序余量和加工总余量两种。对于非对称的加工表面,如平面,加工余量是单边余量,用Zb表示;对于对称的加工表面,如外圆、内孔,加工余量是双边余量,即相邻两工序的直径差,用2Zb表示,具体计算公式如下。如某外圆表面,精度为IT7,Ra1.6μm,查表8-3,其加工工艺方案为粗车—半精车—精车。图8-19 加工总余量图8-19 加工总余量
加工余量是指加工过程中从加工表面切去的材料层厚度。加工余量主要分为工序余量和加工总余量两种。
1.工序余量
工序余量是相邻两工序尺寸之差,即在一道工序中从某一加工表面去除的材料层厚度。对于非对称的加工表面,如平面,加工余量是单边余量,用Zb表示;对于对称的加工表面,如外圆、内孔,加工余量是双边余量,即相邻两工序的直径差,用2Zb表示,具体计算公式如下。
设角标a为上道工序,角标b为本道工序,Z代表工序余量,d为外圆直径,D为孔径,L为长度尺寸,则有
1)如图8-18a所示,长度(被包容尺寸)的本工序余量为
Zb=La-Lb
2)如图8-18b所示,长度(包容尺寸)的本工序余量为
Zb=Lb-La
3)如图8-18c所示,外圆表面的本工序余量为
2Zb=da-db
4)如图8-18d所示,内孔表面的本工序余量为
2Zb=Db-Da(https://www.xing528.com)
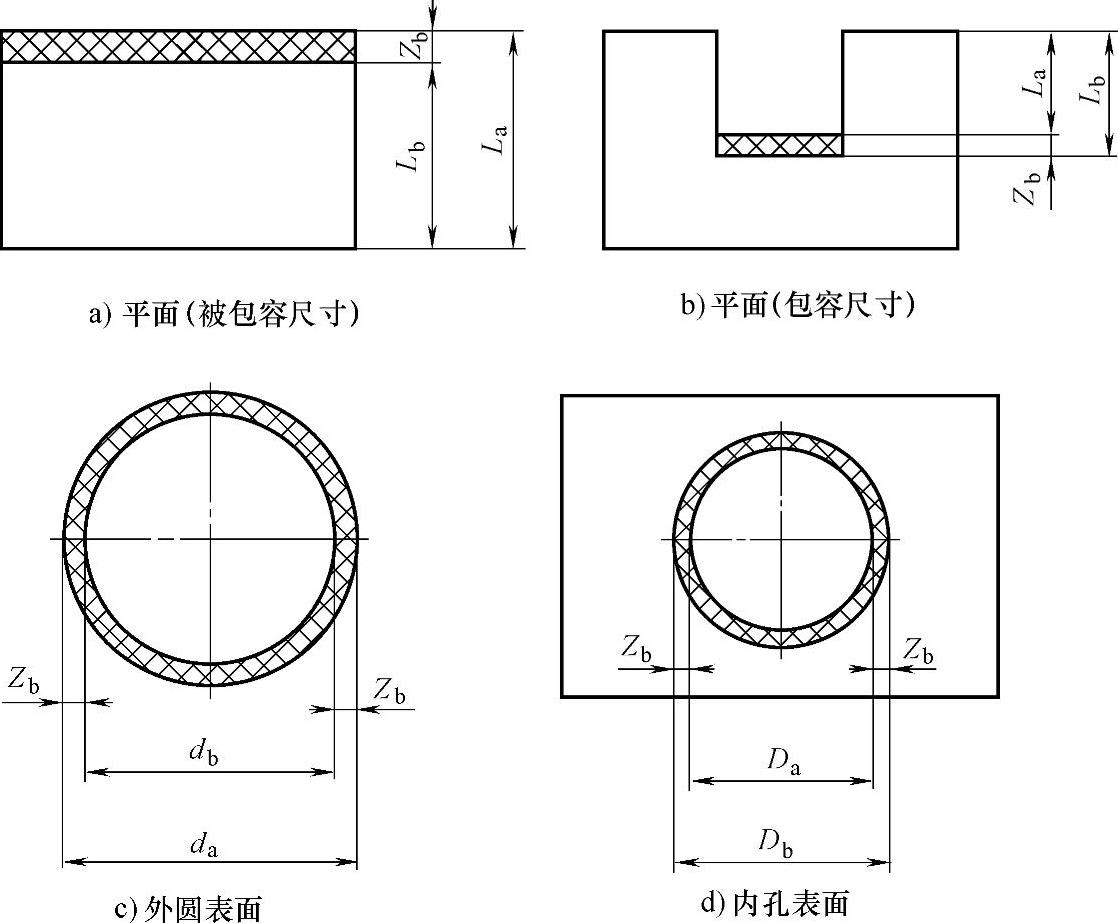
图8-18 工序余量
2.加工总余量
加工总余量是指加工表面从毛坯开始直至加工到图样尺寸所切除的金属层总厚度。如某外圆表面,精度为IT7,Ra1.6μm,查表8-3,其加工工艺方案为粗车—半精车—精车。每道工序有各自的加工余量,如图8-19所示。到目前为止,可以看到为加工此外圆,在每道工序中所要切除的金属层厚度。加工总余量为2Z∑,即
式中 2Z∑——双边毛坯余量,即加工总余量(mm);
2Zbi——第i道工序双边加工余量(mm);
i——工序号i=1,2,…,n。
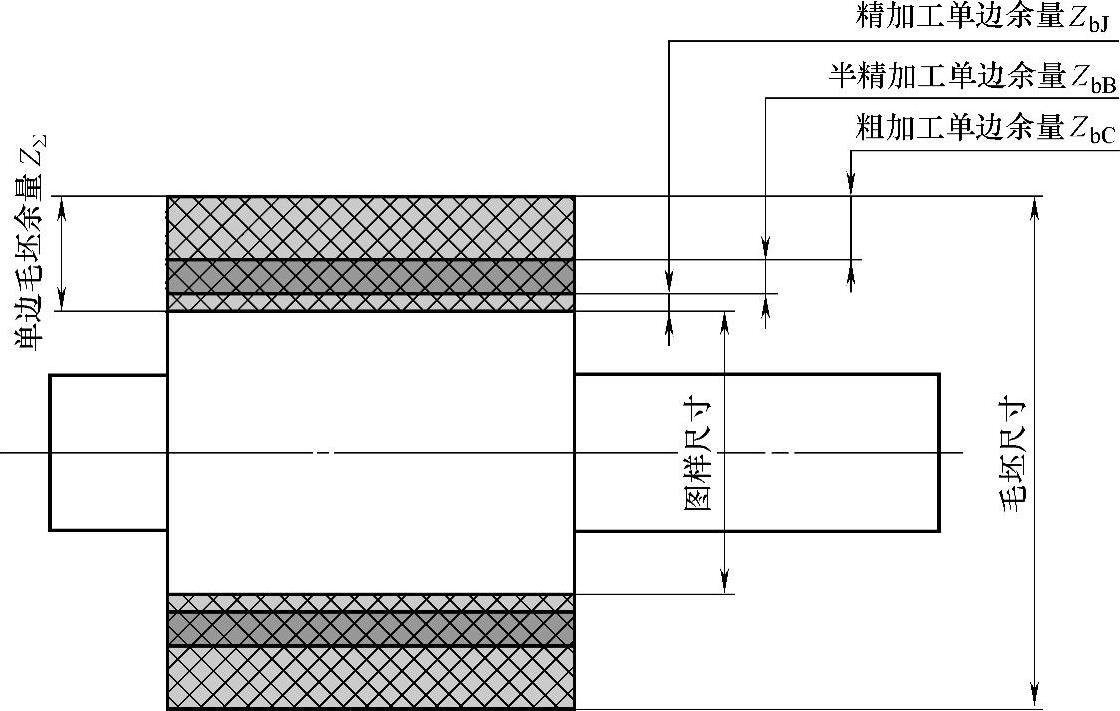
图8-19 加工总余量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。