



在加工之前,使工件在机床或夹具上占据某一正确位置的过程叫工件定位,主要有四种定位方法。
(1)自动定位法 如利用自定心卡盘,夹外圆或内孔自动定位(定位基准为轴线);或如将工件放置在V形块上,也可实现自动定位(定位基准为对称中心线);
(2)直接找正定位法 在机床上利用划针或千分表等测量工具(或仪器)直接找正工件位置的方法称为直接找正法。
(3)划线找正定位法 先根据工序简图在工件上划出中心线、对称线和加工表面的加工位置线等,然后再在机床上按划好的线找正工件位置的方法,称为划线找正法。具体实例见图6-21。
(4)利用夹具定位法 工件在夹具上定位的实例很多,夹具可以是通用夹具(如自定心卡盘、回转工作台等),也可以是专用夹具,还可以是组合夹具。工件在夹具中的定位,一般是通过工件的定位基准面(或定位基面)与夹具上的定位元件表面相接触或相配合实现的。
1.工件定位的基本原理
(1)六点定则 任何一个工件,如果对其不加任何限制,那么,它在空间的位置是不确定的,可以向任意方向移动或转动。工件所具有的这种运动可能性,称为工件的自由度。如果把工件放在空间直角坐标系中来描述,在直角坐标系中,工件的移动或运动自由度可以用沿(或绕)坐标轴表示,即沿x、y、z移动自由度和绕x、y、z轴的转动自由度,工件共有六个自由度。分别用 、
、 、
、 表示沿x、y、z轴的移动自由度;用
表示沿x、y、z轴的移动自由度;用 、
、 、
、 表示绕x、y、z轴的转动自由度。
表示绕x、y、z轴的转动自由度。
在加工中对工件进行定位,实质就是要限制工件应该被限制的自由度,即通过加入一个定位点的方式,限制工件的一个自由度。如果对工件六个自由度全部加以限制,就要加入六个定位支承点。可使工件位置被完全确定的定位,称为“六点定则”,其定位支承点的分布如图8-5所示。

图8-5 定位支承点的分布
对图8-5中工件的定位可以用定位符号表示,如图8-6所示。值得注意的是,分析工件定位时不能把定位组合拆开,如底面三点定位,限制了工件 三个自由度,是三个定位支承点共同作用的结果。
三个自由度,是三个定位支承点共同作用的结果。

图8-6 用定位符号表示的六点定则
(2)工件的定位形式 工件正确的定位有三种形式,还有一种是错误定位,即欠定位,是不允许的。
1)完全定位。按“六点定则”对工件进行定位,称为完全定位。当工件在六个方向上都有尺寸或位置精度要求时,需采用这种定位。
2)不完全定位。不完全定位也是正确的定位,而且对加工过程来说更经济,可以减少一些定位环节,又能保证加工质量。图8-7所示就是不完全定位的实例。在平面磨床上磨削平面的过程中,只需要对工件底面进行三点定位,控制H高度尺寸,平磨上面即可。
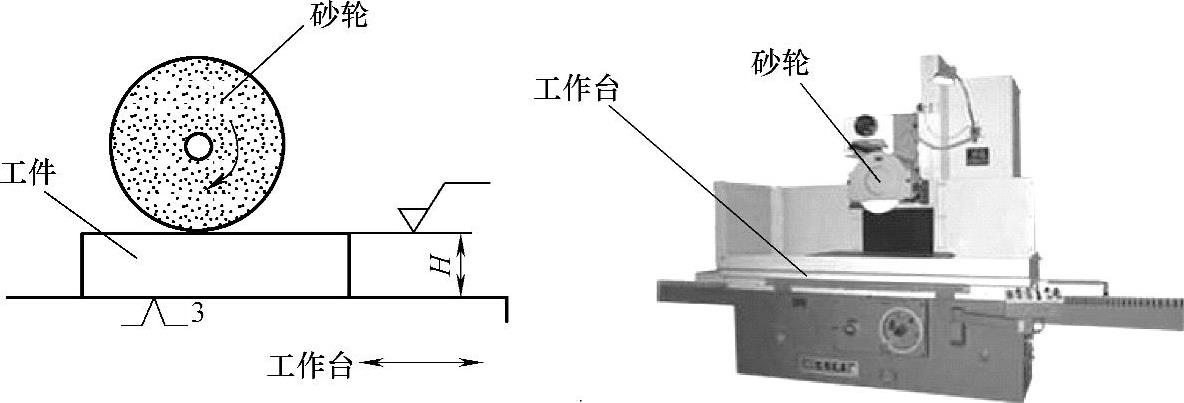
图8-7 工件在平面磨床上磨削平面
3)过定位。过定位是仅限于对精加工表面进行的定位。由于精加工表面的平面度要求较高,各点均可以作为支承点,因此对精加工表面进行定位时多用支承板定位以提高刚度。
4)欠定位。这是不允许的定位方式。这种定位,由于需要定位的不完全,而使加工质量难以保证,如图8-8所示。
2.定位元件
定位元件是体现定位支承点的实体元件。通过定位元件与工件定位基准面(或基面)相接触或配合(轴、孔定位)来实现定位功能。定位元件的类型很多,限于篇幅仅举几例。
(1)支承钉 一个支承钉相当于一个定位支承点,可限制工件一个自由度,如图8-9所示。图中显示了三种支承钉。图8-9a为平面支承钉,用于精基准定位;图8-9b为球头支承钉,用于粗基准的底面定位;图8-9c为齿纹支承钉,用于粗基准的侧面定位。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-8 欠定位(错误定位)
(2)支承板 支承板适用于精基准面的定位,如图8-10所示。图8-10a所示是一条窄长的支承板,相当于两点定位;图8-10b把两个支承板组合起来(共面),可实现三点定位。图中固定支承板的螺钉部位易存有切屑,影响定位,故螺钉上表面低于定位面。
(3)定位销 定位销是用于工件以孔定位时的定位元件,有固定式和可换式两种,如图8-11所示。图8-11a中,对于直径d=3~10mm的定位销,为防止折断,根部采用圆角r过渡形式。定位销的顶部有一个15°的倒角,便于工件顺利装入。图8-11b中,夹具体与衬套的配合为H7/n6,衬套与定位销的配合为H7/h6。

图8-9 支承钉
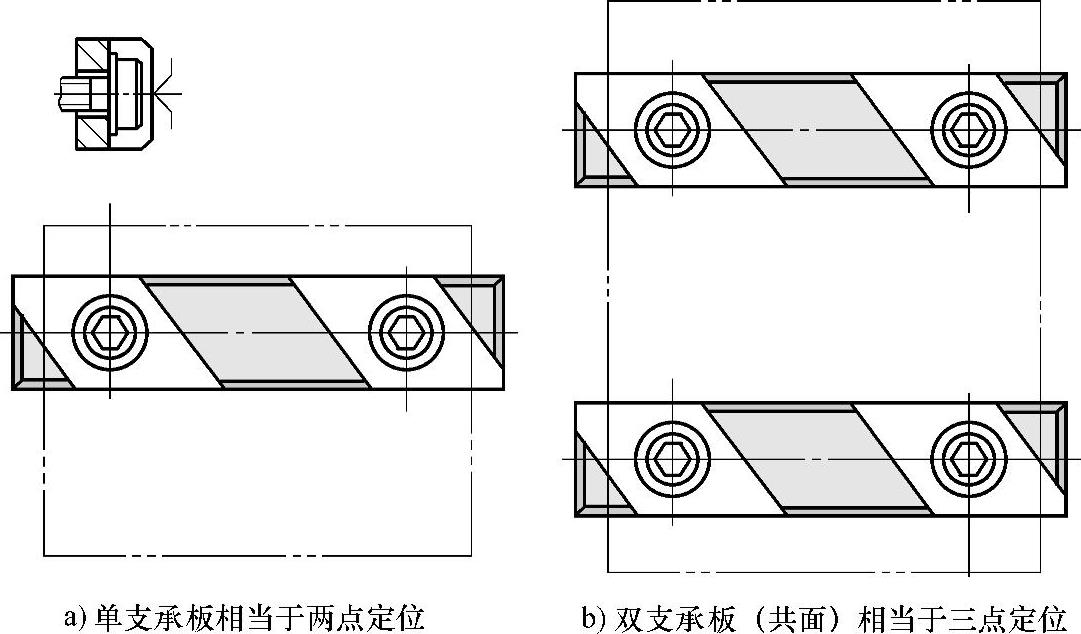
图8-10 支承板

图8-11 定位销
(4)定位心轴 定位心轴的结构形式非常多,由企业自行设计制造。其中应用较多的有间隙配合心轴、胀力心轴、弹性定心夹紧心轴和小锥度心轴等。图8-12所示为小锥度心轴示意图。小锥度心轴主要用于定心精度高,又要装卸方便的场合。这类心轴工作表面的锥度很小,常为1∶(1000~5000)。工件在心轴上楔紧后,靠孔产生的弹性变形而有少许过盈,从而消除间隙并产生摩擦力带动工件回转,不需要另外夹紧。小锥度心轴的相关尺寸见《机床夹具零件及部件锥度心轴》(JB/T 10116—1999)。

图8-12 小锥度心轴示意图
(5)组合定位 组合定位中,最常见的是一面两孔定位。特别适合于箱体加工采用基准统一的场合。
在加工箱体、连杆、盖板和支架时,工件常以两个轴线互相平行的孔及与两孔轴线相垂直的大平面为定位基准面。所用的定位元件组合为一个大平面的定位板、一个圆柱销和一个菱形销,如图8-13所示。定位板限制工件三个自由度,圆柱销限制两个自由度,菱形销限制一个自由度,实现了完全定位。
工件上的两个定位孔,可以是工件上就有的孔,也可以是为实现一面两孔定位而做出的工艺孔。
以上定位元件的详细资料可以从相关工艺手册中查到。表8-11为常用定位元件的定位方式组合。

图8-13 一面两孔定位组合
表8-11 常用定位元件定位方式组合

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。