



1.基准的定义
基准的基本定义是:同一形体上用来确定其他点、线、面的点、线、面。同一形体指的是基准与被测要素属于同一形体,不可分开。按照基本定义的规定,被加工工件的基准在工件上,即在工件上用来确定工件上其他点、线、面的点、线、面称为基准。往往在研究工件定位时,基准的概念被认为是在定位元件上,这是一个误区。
2.基准的分类
根据作用不同,可以将基准做如下分类。
(1)设计基准 设计基准是在图样上用来确定实体其他点、线、面的点、线、面。比如轴线、底面,都可作为其他点、线、面的基准。设计基准用于标注设计尺寸的起点。
(2)工艺基准 具体说,就是在实际加工过程中所采用的基准。按用途不同又分为以下四种:
1)定位基准。在加工中为保证工件在机床或夹具中占据正确位置所用的基准称为定位基准。定位基准可以是工件上与机床或夹具定位元件直接接触的点、线、面,称为定位基准点(或线、面);但有时并不是接触表面,例如定位基准为圆柱体的轴线,而轴线是假想的,实际看不到。这时,就只有通过外圆、内孔或其他表面来体现。用来体现基准为轴线(或中心线)的外圆、内孔或其他表面,称为定位基准面。基准面是用来体现基准的表面。因此,基准面与基面是有区别的,定位基准面是基准;定位基面不是基准,是用来体现基准的表面。以图8-3所示为例具体说明如下。
①定位基准点:定位基准点是以点定位作为基准的点,如图8-3中圆弧r的中心O。
②定位基准线:定位基准线是以线定位作为基准的线,如图8-3中H是以d2外圆上的一条素线作为定位基准线。
③定位基准面:定位基准面是以面定位作为基准的表面,如图8-3中A是L、L1、L2的定准基准面。D为L3的定位基准面。
④定位基面:用来体现定位基准的表面,他本身不是基准,如图8-3中外圆d2作为定位基面,体现d2基准——轴线。同理,b尺寸两个侧面作为定位基面,体现b基准——对称中心线。
定位基准又可分为粗基准和精基准。(https://www.xing528.com)
①粗基准:用作定位基准的表面,如果是没有经过切削加工的毛坯面,则称为粗基准。通常粗基准只允许使用一次,不许重复使用。
②精基准:用作定位基准的表面是已加工表面,则称为精基准。精基准可以重复使用,如果精基准在所有的加工中一直被重复使用,称为基准统一。
定位基准是本书教学的重点,后面将作详细介绍。
2)工序基准 工序基准是画在工序简图上用来确定本工序加工表面加工后的尺寸、形状和位置的基准。既然是画在图上,也可称工序基准为加工工序中的“设计基准”。对于加工而言,工序基准的重要意义远超零件图上的设计基准。当工序简图上标注的工序基准与零件图上标注的设计基准一致时,称为基准重合。
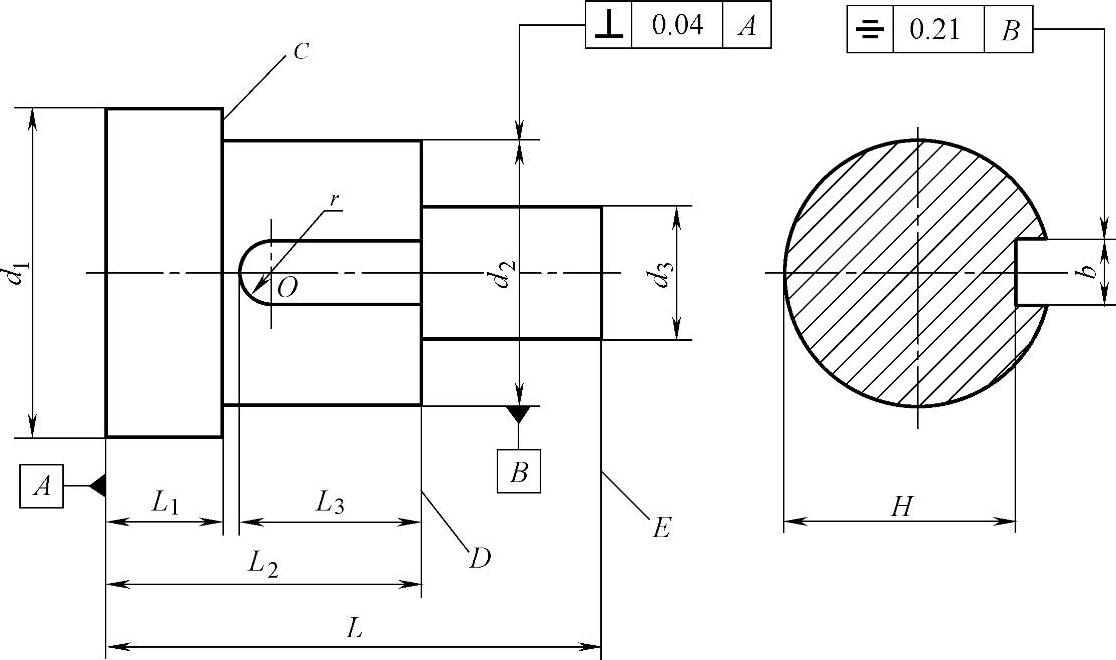
图8-3 基准面与基面的区别
工序基准是本书教学的重点,后面将作详细介绍。
3)测量基准 测量基准是为测量、检验零件尺寸或位置精度时使用的基准,其基准的基本含义见定位基准,两者有许多相似之处,如测量基面等。测量基准分为加工测量基准和装配测量基准。加工测量基准如图8-3所示,装配测量基准示例如图8-4所示。《卧式车床精度检验》(GB/T 4020—1997)中,对车床有近二十种检验图例,可参考其测量基准。
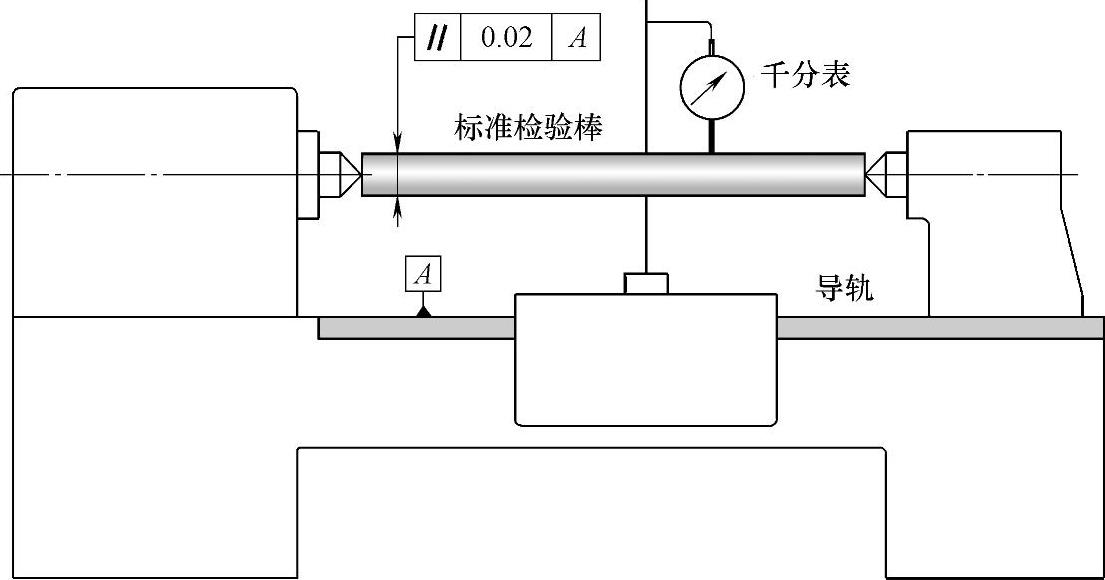
图8-4 装配测量基准示例
4)装配基准 装配基准是装配时用来确定零件或部件在产品中的相对位置所采用的基准。一般来说,装配操作过程中的大多数装配基准与装配测量基准相同。道理很简单,装配过程就是使产品达到检验标准的过程,以实现产品合格出厂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。