



1.工艺文件编号方法
《工艺文件编号方法》(JB/T 9166—1998)中对工艺文件编号方法有明确规定,简要介绍如下。
(1)基本要求
1)凡是正式工艺文件都必须具有独立的编号。
2)当同一文件由数页组成时,每页都应填写同一编号。
3)引证和借用某一工艺文件时应注明其编号。
4)工艺文件的编号应按《工艺规程格式》(JB/T 9165.2—1998)和管理用工艺文件格式(JB/T 9165.3—1998)中规定的位置填写。
(2)工艺文件编号组成 工艺文件编号有两种推荐方法,这里只介绍其中的一种常用方法。
工艺文件的编号由工艺文件特征号和登记顺序号两部分组成,两部分之间用一字线隔开,如图8-2所示,其形式为
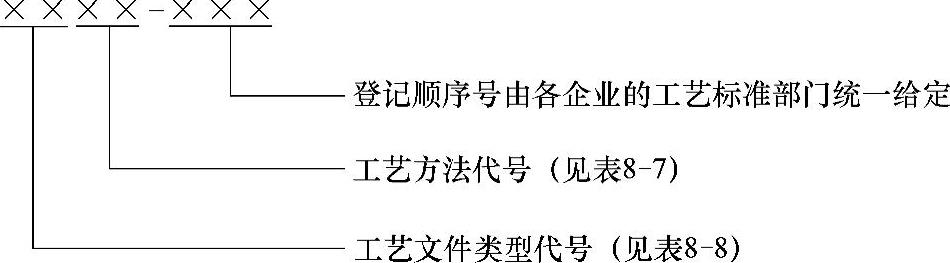
图8-2 工艺文件编号组成
表8-7 工艺方法代号(JB/T 9166—1998)(摘录)
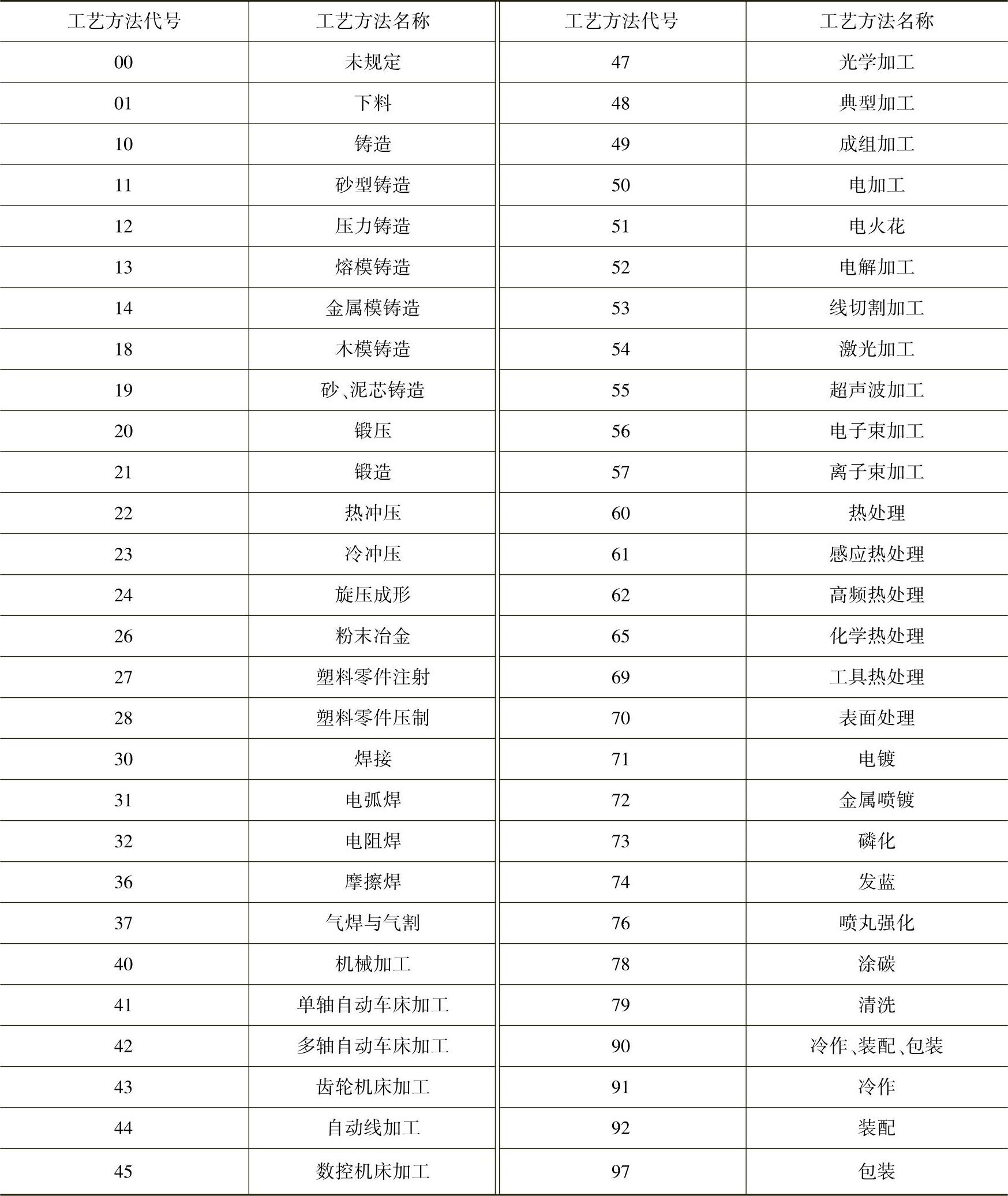
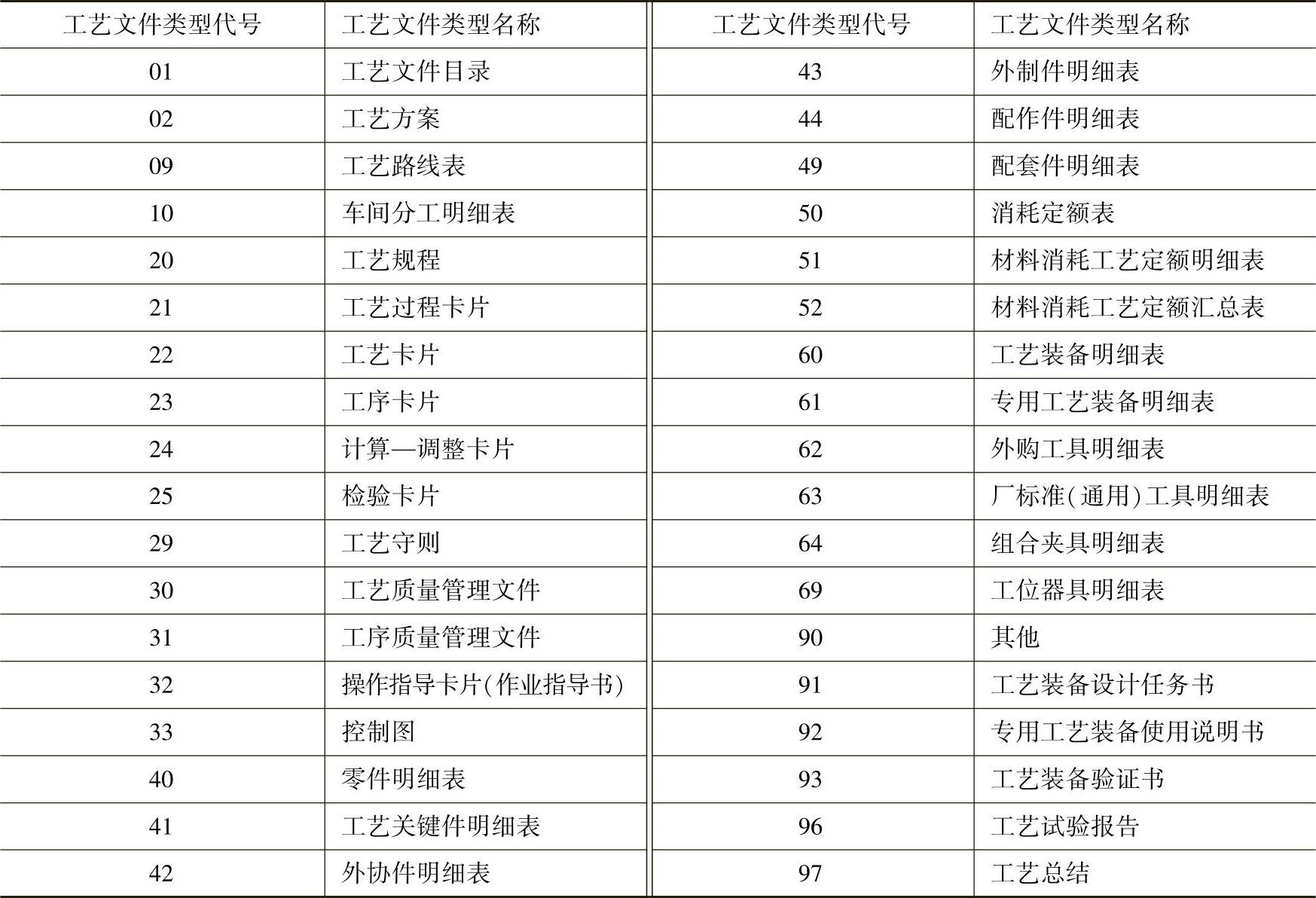
表8-8 工艺文件类型代号(JB/T 9166-1998)(摘录)(https://www.xing528.com)
(3)工艺文件编号示例
1)不带产品代号的编号,例如:
工艺方案 0200-5
机械加工工艺关键件明细表 3140-112
机械加工专用工艺装备明细表 6140-8201
2)带产品代号(型号)的编号,例如:
CA6140卧式车床加工工艺方案 CA6140-0200-5
XW6132卧式万能铣床加工工艺方案 XW5132-0200-20
2V-6/8型空压机机械加工工序卡片 2V-6/8-2340-135
2XZ-8直联旋片真空泵工艺总结 2XZ-80-9700-20130210
2.工艺文件格式
工艺文件的格式文本在《工艺文件完整性与工艺文件格式》(JB/T 9165.1~9165.5—1998)中有详细介绍,本章仅列出教材中需要使用的工艺文件格式,即机械加工工艺过程卡(表8-9)和机械加工工序卡(表8-10)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。