



铣削加工半封闭键槽零件,需按以下步骤进行工艺准备。
(1)分析精度
1)键槽的宽度尺寸为8+0.090mm,深度尺寸标注为槽底到工件外圆的尺寸260-0.21mm,键的有效长度是22mm,两侧的圆弧半径为4mm。
2)键槽对中心线的对称度为0.15mm。
3)预制件为ϕ30mm光轴。
(2)分析表面粗糙度 键槽侧面表面粗糙度值为Ra3.2μm,其余为Ra6.3μm,铣削加工能达到要求。
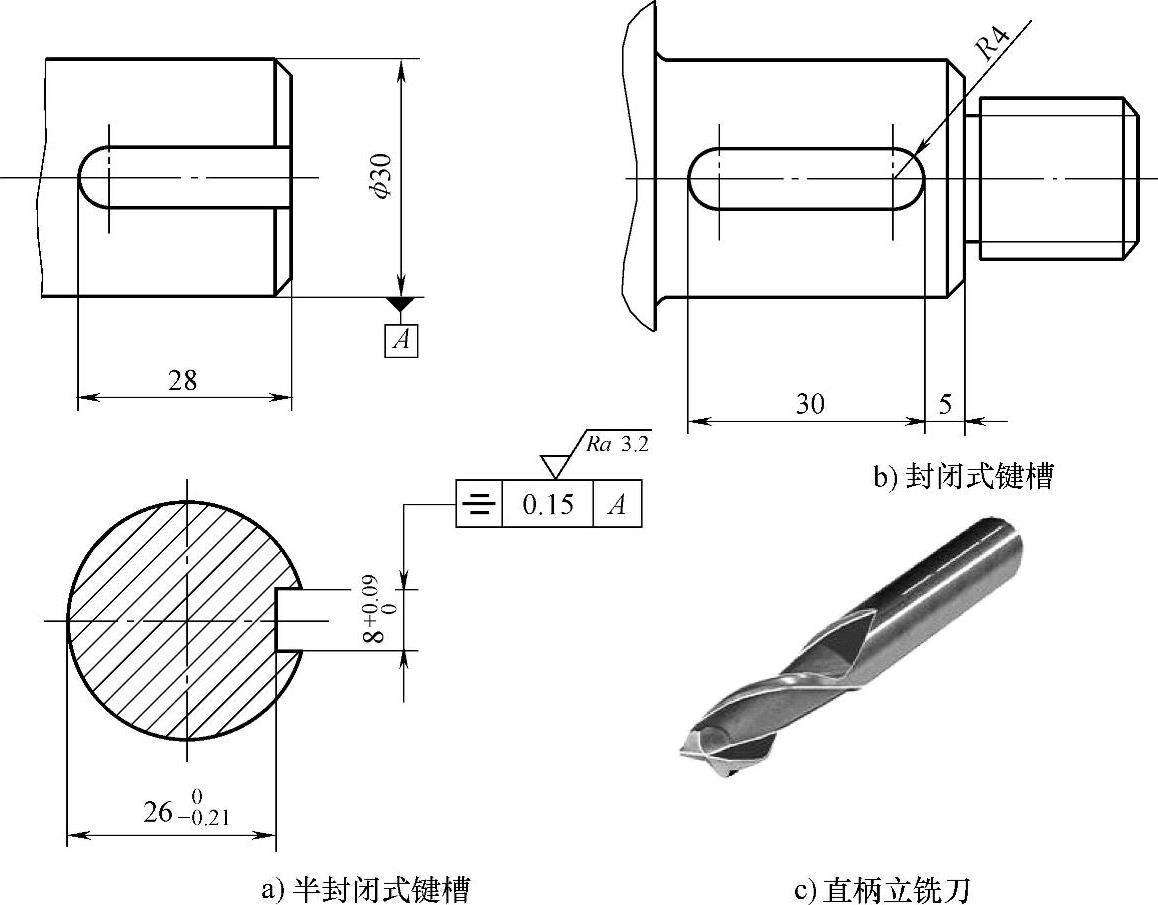
图7-6 键槽尺寸及键槽铣刀
(3)分析材料 工件材料为45钢,其综合加工性能良好。(https://www.xing528.com)
(4)分析形体 预制件为轴类零件,便于装夹。
(5)拟定加工工艺与工艺准备
1)拟定半封闭键槽加工工序过程。根据图样的精度要求和键槽端部的收尾形式,本例宜在立式铣床上、用直柄立式键槽铣刀加工。其加工工序过程为:检验预制件—安装、找正机用虎钳(或平口钳)—用快换铣夹头安装键槽铣刀—切痕对刀(对中、槽深、槽长)—铣削键槽—检验。
2)选择铣床。选用XW5032立式万能铣床或同类的其他立式铣床。
3)选择工件装夹方式。最好采用机用虎钳。
4)选择刀具。根据平键键槽的形状,选用直柄立式键槽铣刀。铣刀的直径用千分尺进行测量,按图样给定的尺寸和公差以及考虑铣刀安装后的轴向圆跳动误差,铣刀的尺寸应在ϕ8~ϕ8.05mm之间。
5)选择测量方法。键槽的宽度尺寸用0~25mm内径千分尺或塞规测量,深度和有效长度尺寸用游标卡尺测量。对槽的对称度的测量,在标准平板上用百分表借助V形架测量。测量时,采用V形架翻身法进行对比测量。
图7-7所示为半封闭式键槽铣削加工的演示。主轴转速n=475r/min,进给量f=23.5mm/min(fz=0.025mm/z)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。