



在机械传动中,要使回转运动转变为直线运动,或由直线运动转变为回转运动,一般采用曲柄滑块机构来实现,其零件基本是偏心零件。常见的偏心零件有偏心轴、偏心套、曲轴等。偏心轴和偏心套都在车床上加工。
外圆柱面与外圆柱面或内孔与外圆柱面的轴线平行而不重合的工件,称为偏心工件;外圆柱面与外圆柱面偏心的工件,称为偏心轴;内孔与外圆柱面偏心的工件,称为偏心套。两平行轴线间的距离称为偏心距。
1.偏心工件的划线
车削偏心工件之前,就先用划线的方法确定偏心轴的轴线位置。以图6-21所示为例的划线方法如下:
1)先将工件毛坯车成光轴,直径为D,长为L,使两端面与轴线垂直。然后在轴的两端面和四周外圆柱面上涂一层蓝色显示剂,待干后将其放在V形块上。
2)用游标高度卡尺测量光轴的最高点,并记下读数,再把游标高度卡尺的游标下移工件实际测量直径的一半,并在工件端面上划出一条水平线。然后将工件转过180°,仍用刚才调整的高度,在端面划另一条水平线。检查前后两条水平线是否重合。若重合,此水平线即为工件的水平轴线;若不重合,则需将游标高度卡尺进行调整,使游标下移量为两平行线的一半。如此反复,直至使两平行线重合为止;
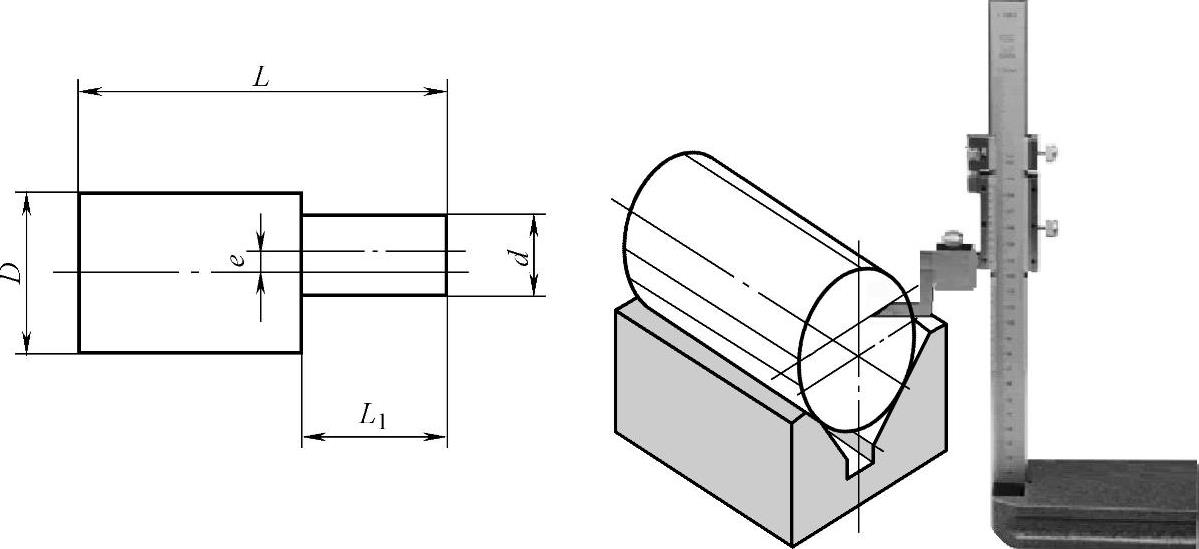
图6-21 划线
3)找出工件轴线后即可在工件的端面和四周划圈线。
4)将工件转过90°用直角尺对齐已划好的端面线,然后再用刚才调整好的游标高度卡尺在轴端面和四周上划圈线。这样,在工件上就得到两道互相垂直的圈线了。
5)将游标卡尺的游标上移一个偏心距尺寸,也在轴端面和四周划一道圈线。
6)偏心距中心线划出后,在两端偏心距中心处分别打样冲眼,要求打样冲眼的中心位置准确无误,眼坑宜浅,且小而圆。
样冲眼的作用:
1)若采用两顶尖装夹车削偏心轴,则要依此样冲眼钻出中心孔。
2)若采用单动卡盘,则要依此样冲眼先划出一个偏心圆,同时还需在偏心圆上均匀地、准确无误地打上几个样冲眼,以便找正。(https://www.xing528.com)
2.偏心轴的车削方法
(1)在单动卡盘上车削偏心工件 在单动卡盘上车削偏心工件时,必须按已划好的偏心线和侧素线找正,使偏心轴线与车床主轴轴线重合,工件装夹后即可车削。
(2)在两顶尖上车偏心工件 首先在钻床上把中心孔加工出来,就可以加工偏心工件了。这种加工方法不需要额外找正,方法简单、易行,车削时与一般的外圆加工区别也不大,定位精度也高。
(3)在自定心卡盘上车削偏心工件 长度较短的偏心工件可在自定心卡盘的一个卡爪上增加一块垫片,使工件产生偏心后开始车削,如图6-22所示。垫片的厚度可按下列公式近似计算。
x=1.5e+κ
κ≈1.5Δe
Δe=e-E测
式中 x——垫片厚度(mm);
e——工件偏心距(mm);
κ——偏心距修正值(mm);
Δe——试切后,实测偏心距误差(mm);
E测——试切后,实测偏心距(mm)。
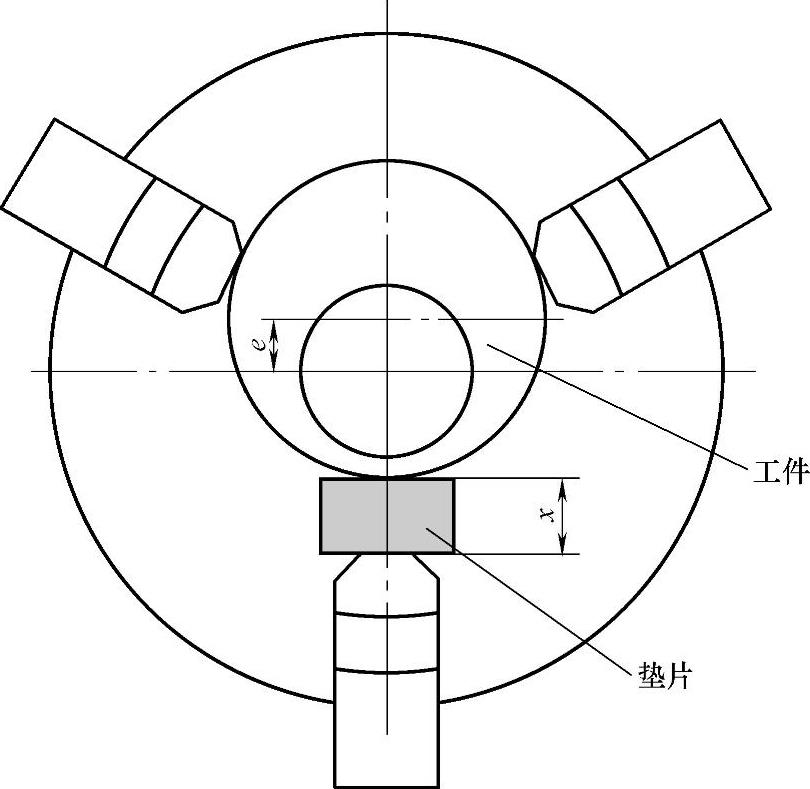
图6-22 在自定心卡盘上车削偏心工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。