



在机械零件中,一般把轴套、衬套等零件称为套类零件,这是根据零件的使用功能而界定的。在车削加工中,把凡是有外圆、内孔加工要求的零件,统称为套类零件。车削加工实例为典型的套类零件——滑动轴承套,如图6-11所示。单件小批量生产,120个。
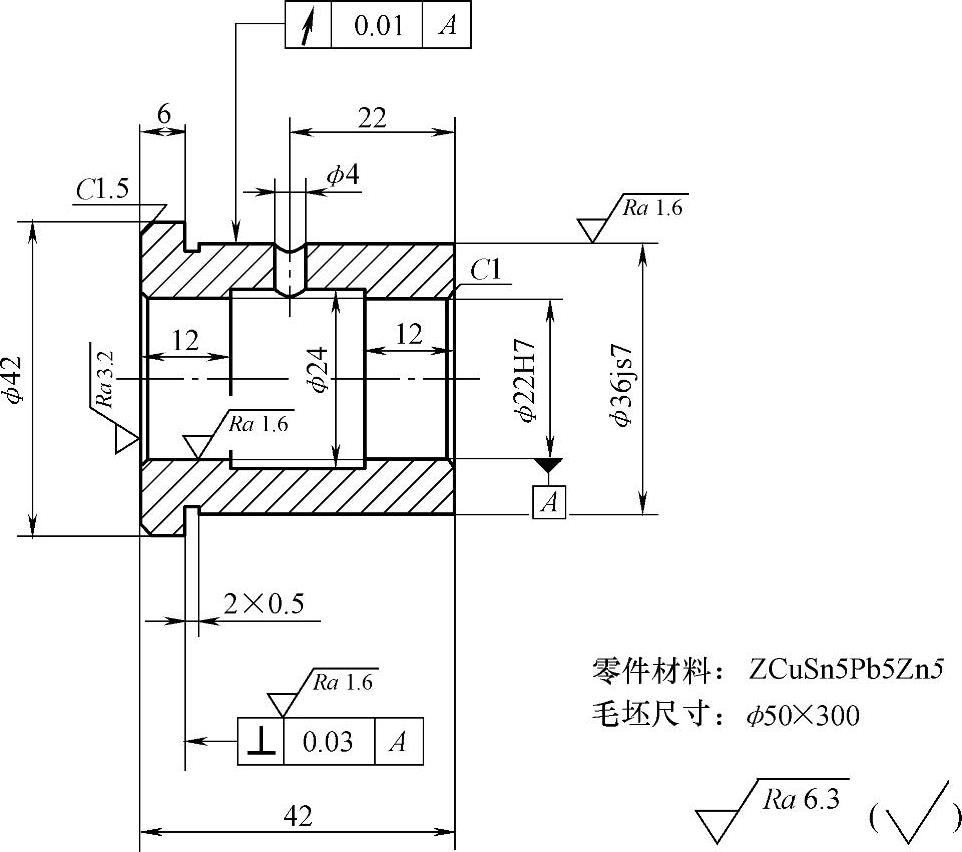
图6-11 滑动轴承套
1.零件工艺分析
(1)零件图分析
1)材料。滑动轴承套的材料为ZCuSn5Pb5Zn5(铸造锡青铜件),其力学性能为Rm=200MPa,A=13%,硬度为70HBW。而45钢的力学性能为Rm=570MPa,A=19%,硬度为217HBW。两者相比较,滑动轴承材料比较软,受力后易变形,因而对夹紧力要求较高。
2)尺寸精度及表面粗糙度。轴套的ϕ22H7和ϕ36js7精度较高,Ra为1.6μm。几何精度要求:外圆相对于孔的径向圆跳动0.01mm;台阶面与孔的垂直度0.03mm。其他要求较低;
3)毛坯。根据给定的毛坯尺寸,一件毛坯可以至少可加工出6个工件(去除切断和装夹余料)。
(2)确定工艺方案
1)滑动轴承套的车削工艺方案较多,可以单件加工,也可以多件加工。单件加工生产率低,原材料浪费较多,每件都有装夹余料,因此,采用多件加工的车削工艺比较合理,即以一个毛坯料为单位,同时加工多个零件。
2)为了保证内孔ϕ22H7的加工质量、生产率,内孔加工采用铰削工艺。
3)外圆柱面对内孔轴线的径向圆跳动为0.01mm,要求精度比较高;此外,ϕ42外圆柱面的右端面对内孔轴线垂直度要求为0.03mm,因此采用小锥度心轴用两顶尖装夹,可以保证这两项几何公差的要求。
4)内沟槽的车削应在孔ϕ22H7的精加工完成后进行。外沟槽的车削应在ϕ36js7精加工前完成。这些都是为了保证精加工精度而确定的。
2.选用夹具、刀具和量具
1)夹具。为防止工件被夹紧变形,采用软卡爪自定心卡盘、小锥度心轴和死顶尖夹紧。
2)刀具。选用外圆车刀、切槽刀、切断刀、内孔车刀、麻花钻、铰刀和45°弯头刀。
3)量具。选用钢直尺、卡尺、千分尺和塞规。(https://www.xing528.com)
3.工序划分
(1)车外圆 车外圆工序简图(6件)如图6-12所示。
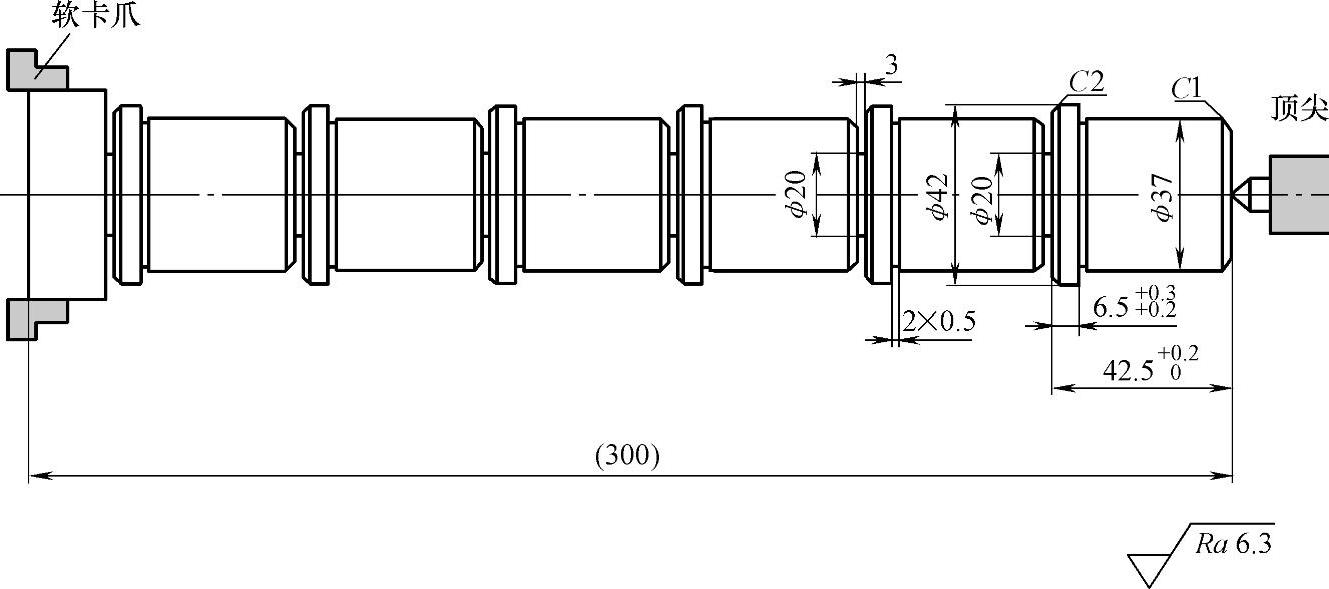
图6-12 车外圆工序简图(6件)
(2)钻孔 钻孔用ϕ20.5mm钻头图6-13所示。因外圆已切至ϕ20mm,因此,钻孔后六件体变成六个单件。
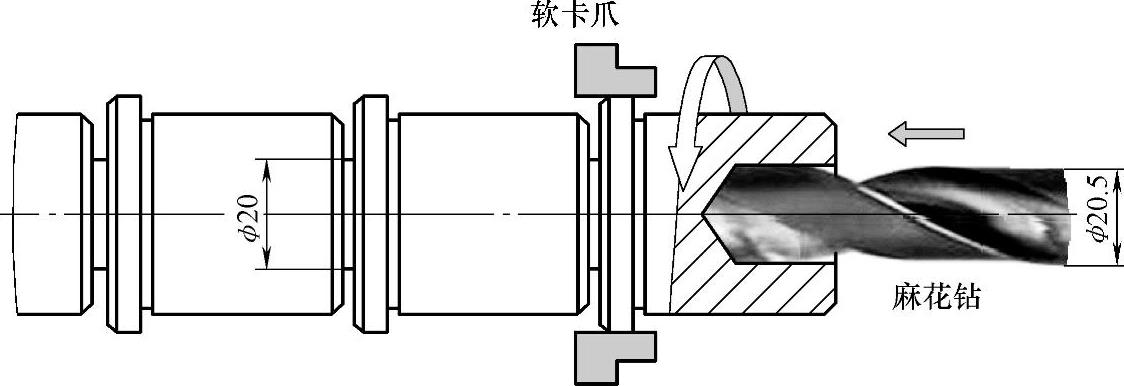
图6-13 钻孔(成单件)
(3)精加工内孔 孔的精加工如图6-14所示。
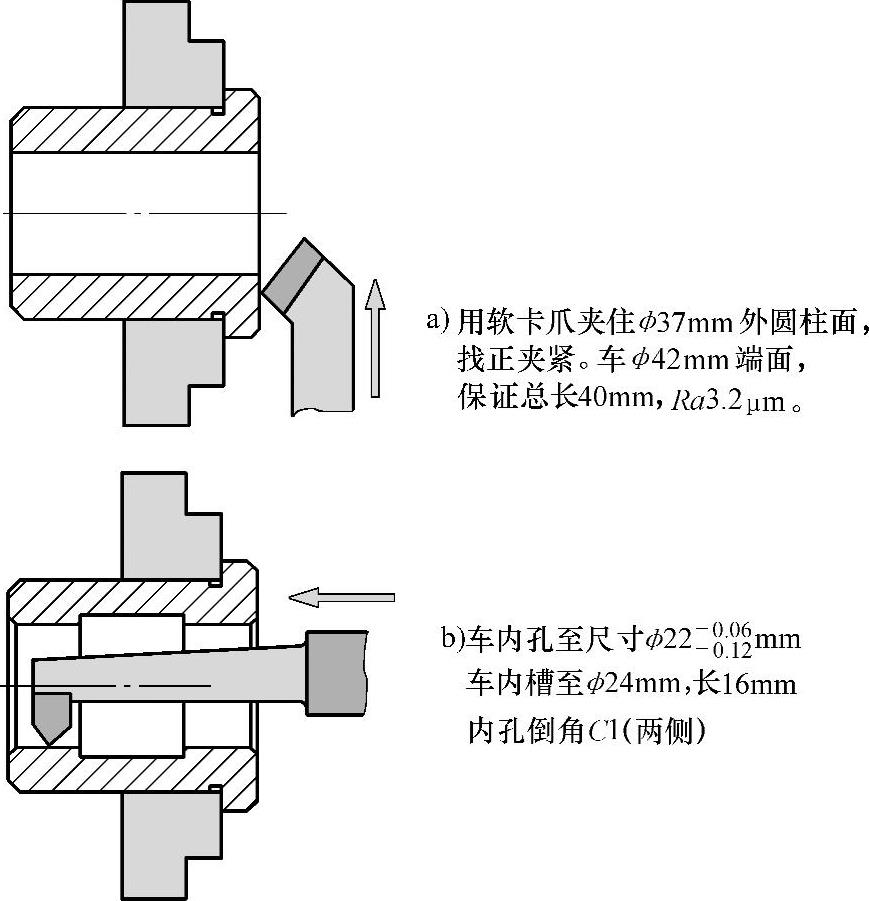
图6-14 孔的精加工
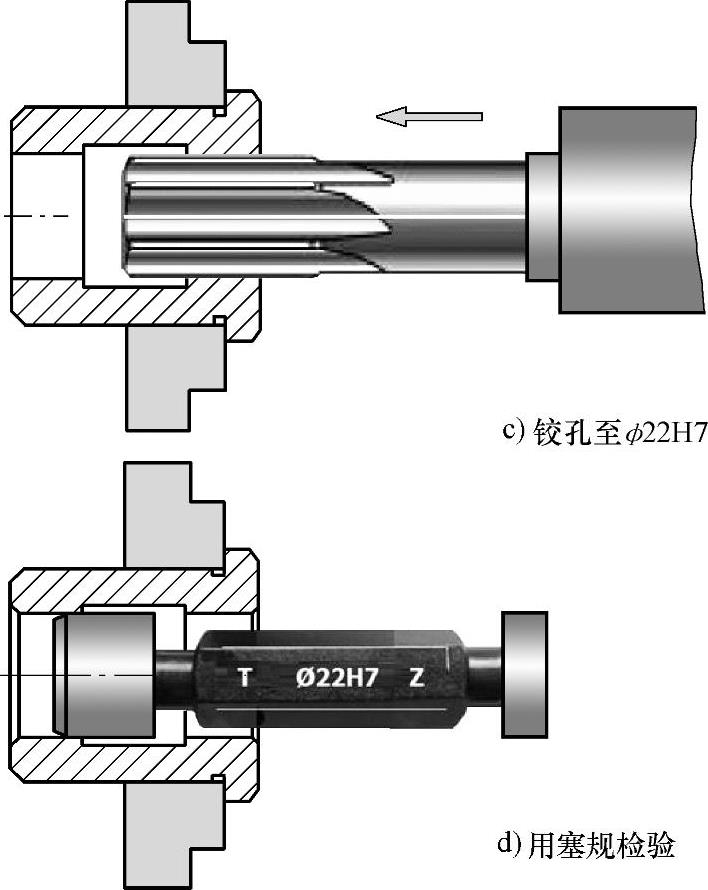
图6-14 孔的精加工(续)
(4)精车外圆 在心轴上精车外圆如图6-15所示。将工件套在心轴上,装夹于双顶尖之间,车外圆柱面至ϕ36js7,Ra为1.6μm。车ϕ42mm右端面,保证尺寸6mm,Ra为1.6μm。
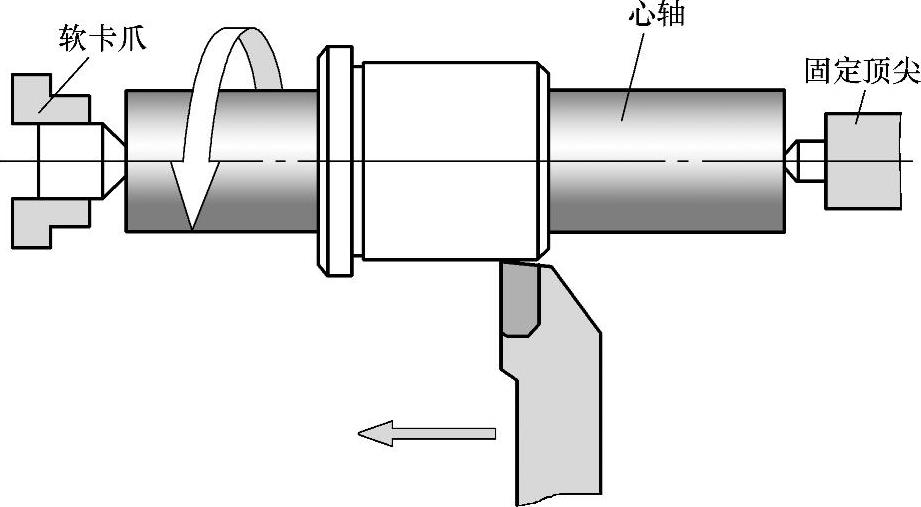
图6-15 在心轴上精车外圆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。