



工件车削过程从安装刀具、工件,调整机床,准备量具和工具开始,如图5-1~图5-5所示。安装刀具时,用刀垫调整刀具高度,使刀尖与车床主轴轴线等高;刀柄与刀架保持平行,车刀伸出刀架的长度一般不超过刀杆高度的1.5倍;工件装夹要找正安装位置并夹紧;选择加工中需要的量具和工具。
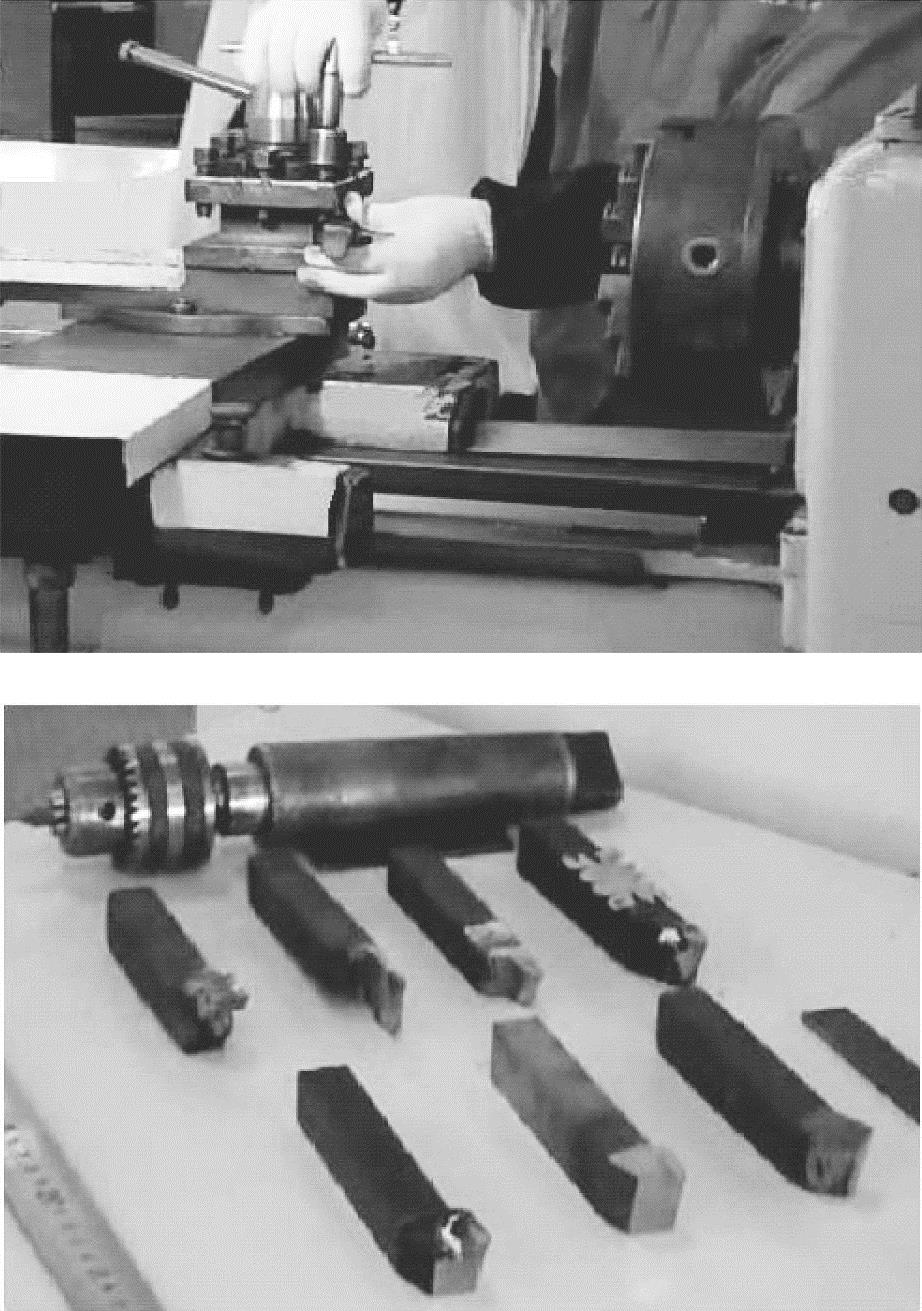
图5-1 安装刀具
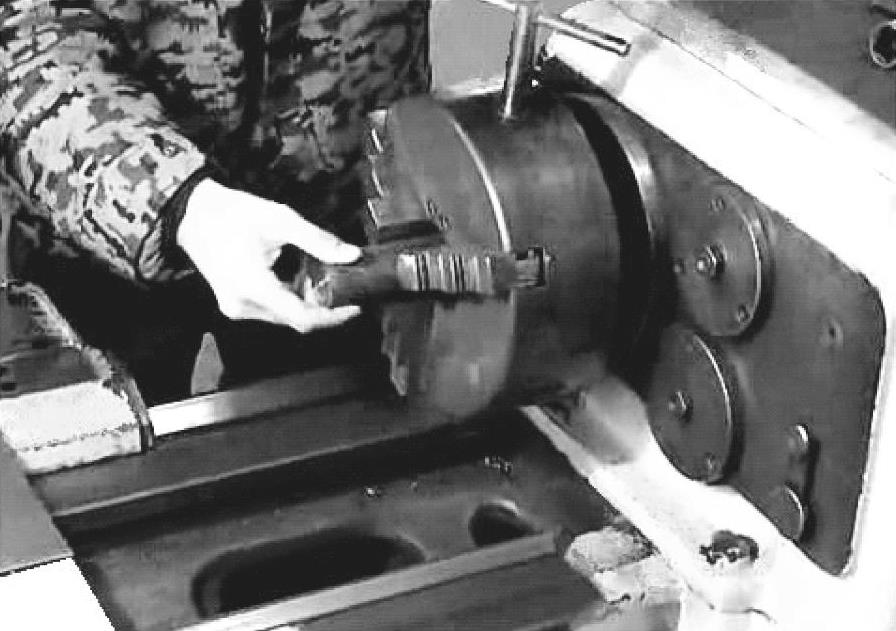
图5-2 安装工件

图5-3 调整车床主轴转速和进给量

图5-4 加工中使用的量具和工具
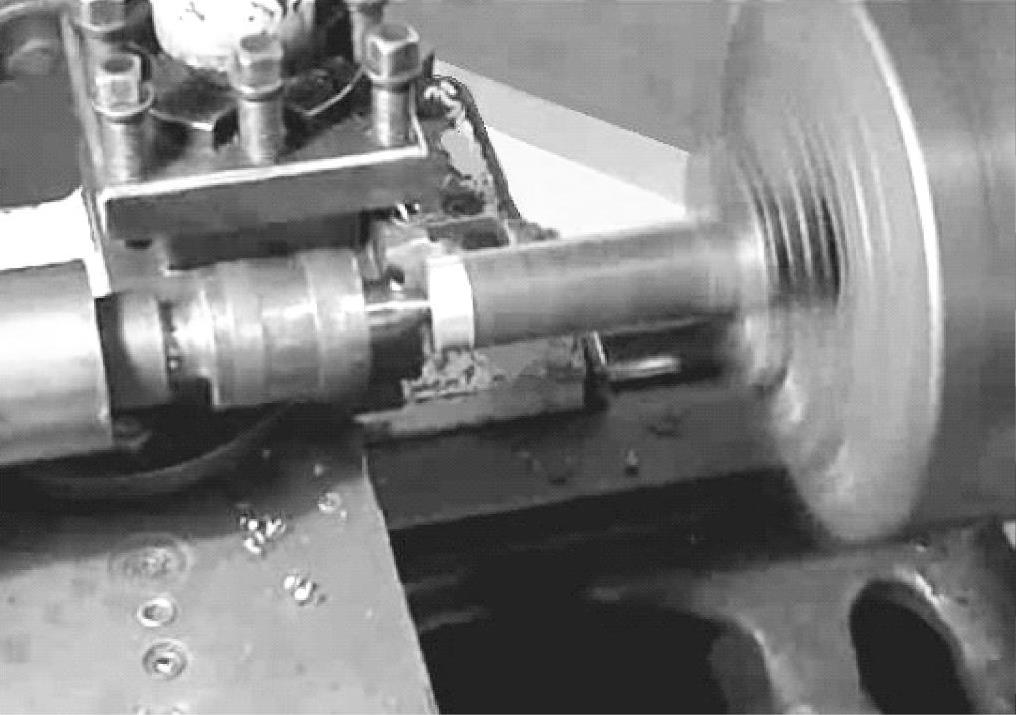
图5-5 车削外圆
由图5-5所示车削外圆的过程可以看到:(https://www.xing528.com)
1)车削过程至少需要有两个运动,一是车床主轴带动工件的回转运动,称为主运动;二是溜板带动刀具的轴向移动,称为进给运动。两个运动的合成就是切削运动。合成运动的方向就是合成切削运动方向,其速度称为合成切削速度。
2)主运动的特征是在切削过程中速度最高,消耗的能量最大,且切削加工中只有一个主运动;进给运动是为了保持切削过程得以连续进行所需的一种运动,其特征是进给速度小,消耗能量少。在切削加工过程中,进给运动可以是一个,也可以是多个。它可以是连续的运动,如车削,也可以是间歇运动,如刨削等。
3)在切削过程中,工件上的金属不断地被刀具切除而变为切屑,同时在工件上形成新表面。在新表面形成过程中,工件上有三个不断变化着的表面,即待加工表面、正在加工中的表面即过渡表面和已加工表面。
4)无论是在车床上,还是在其他机床上,虽然加工的形式有所变化,但仔细观察其切削过程,实质是一样的。
可见,金属切削加工是利用切削刀具在工件上切除多余的金属层,从而获得具有一定尺寸、形状、位置和表面质量的机器零件的一种加工方法。
切削加工方法只有两种:一种是钳工,由工人手持工具对工件进行切削加工;另一种就是机械加工,由工人操作机床对工件进行切削加工。机床是高精设备,因而可使工件获得高质量的加工效果。
机械加工的特点有:
1)可获得较复杂的工件形状。
2)可获得较小的表面粗糙度值。
3)可获得较高的尺寸精度、表面几何形状精度和位置精度。
尽管机械加工产生切屑是一种浪费,但综合起来,机械加工仍然是零件成形制造诸方法中最经济的加工手段之一,常被作为零件的最终加工方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。