



铸造毛坯件(以下简称铸件)余量的选择,依据《铸件尺寸公差与机械加工余量》(GB/T 6414—1999)的相关规定进行。标准中规定了铸件的尺寸公差等级(CT)和要求的机械加工余量(RMA),适用于由各种铸造方法生产的各类金属材料及其合金铸件毛坯尺寸及公差的确定,具体包括:
(1)铸件基本尺寸 机械加工前,在毛坯—零件综合图上标注的铸件尺寸。
(2)毛坯尺寸公差 允许的毛坯尺寸变动量。
(3)错型错箱 表明由于合型时错位铸件的一部分与另一部分在分型面处相互错开的情况及要求。
(4)机械加工余量 在铸造毛坯上为了随后可用机械加工方法去除的铸造对金属表面的影响,并使之达到所要求的表面特征和必要的尺寸精度而留出的金属余量。
(5)起模斜度 为方便模样从铸型中取出或型芯自芯盒脱出,平行于起模方向,在模样或芯盒壁上的斜度。
(6)壁厚 壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
1.铸件公差等级
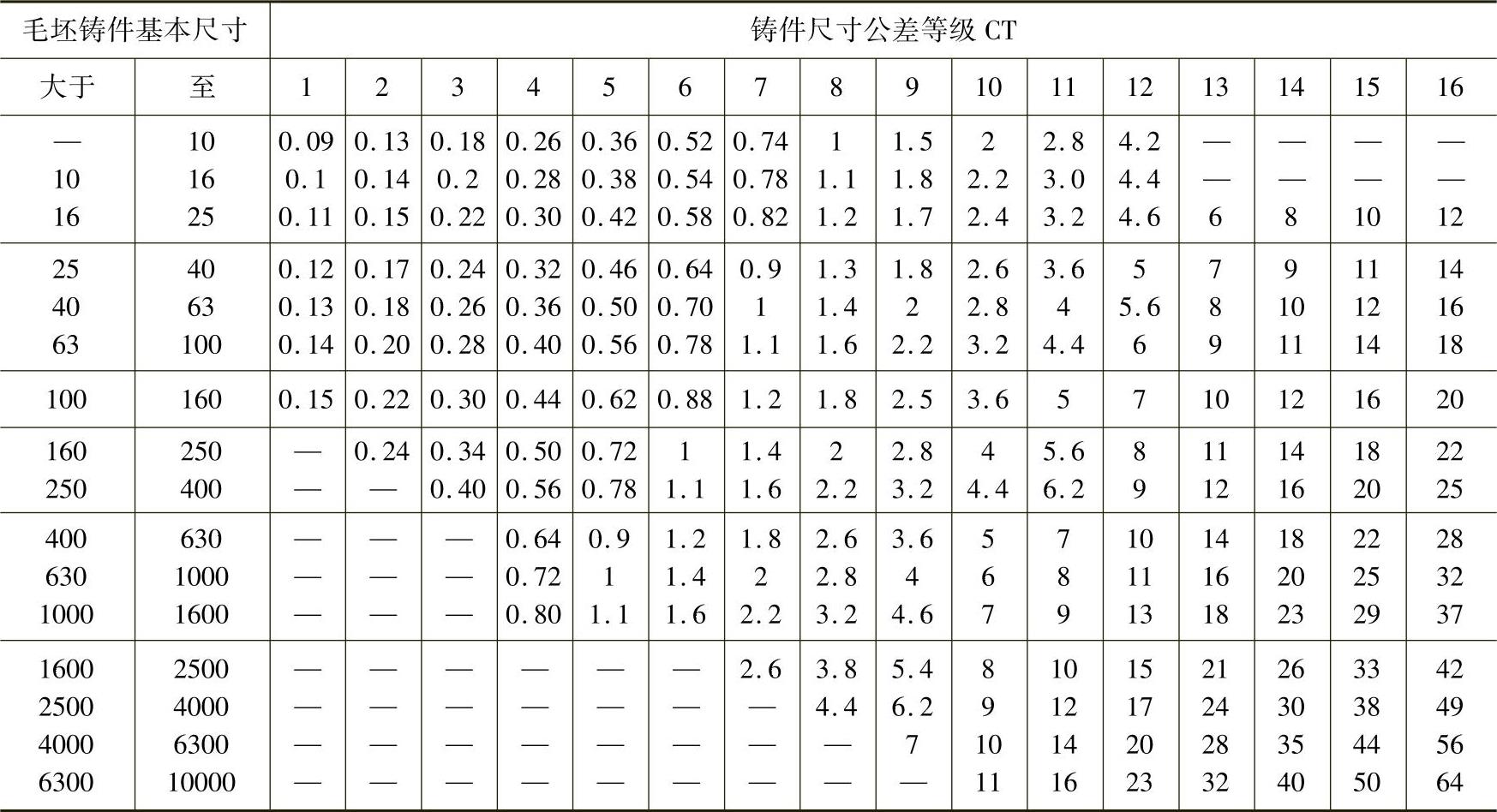
铸件尺寸公差有16级,代号为CT1~CT16,见表3-7。
表3-7 铸件尺寸公差 (单位:mm)
2.铸件机械加工余量
铸件机械加工余量(RMA)适用于各种铸件,即对所有需机械加工的铸件表面只规定一个值,且该值应根据最终机械加工后成品铸件的最大轮廓尺寸,根据相应的尺寸范围选取。
铸件机械加工余量等级有10级,称为A,B,C,D,E,F,G,H,J和K级。铸件机械加工余量(RMA)见表3-8。
表3-8 铸件机械加工余量(RMA) (单位:mm)
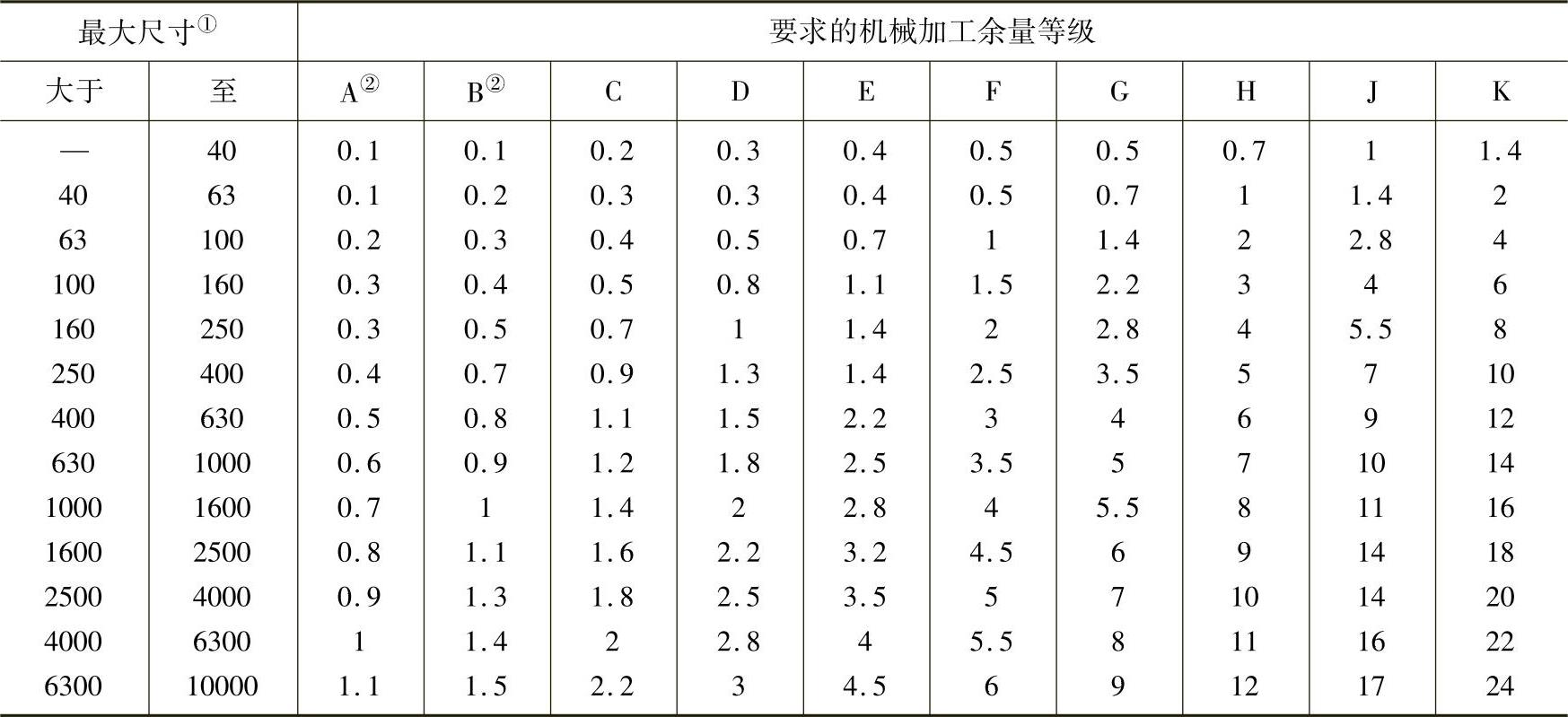
①最终机械加工后铸件的最大轮廓尺寸。
②等级A和B仅用于特殊场合,例如,在采购方与铸造厂已就夹持面和基准面或基准目标商定模样装备、铸造工艺和机械加工工艺的成批生产情况下。
3.铸件公差等级的确定方法
铸件公差等级的确定方法见表3-9和表3-10。表3-9为大批量生产的铸件公差等级。表3-10为小批量生产或单件生产的铸件公差等级。
表3-9 大批量生产的铸件公差等级(https://www.xing528.com)
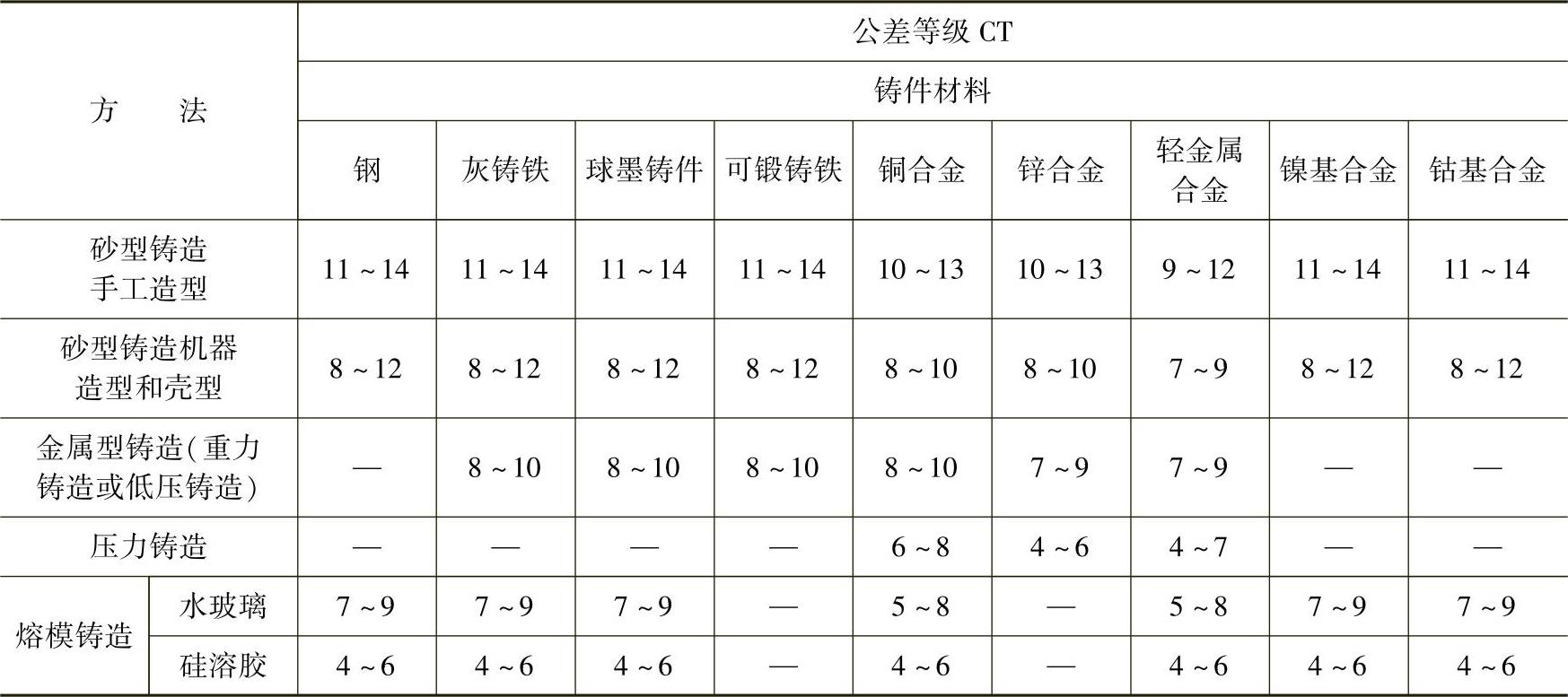
注:1.表中所列出的公差等级是指在大批量生产下、且影响铸件尺寸精度的生产因素已得到充分改进时铸件通常能够达到的公差等级。
2.本表还适用于表中未列出的由铸造厂和采购方之间协议商定的工艺和材料。
表3-10 小批量生产或单件生产的铸件公差等级

注:1.表中所列出的公差等级是小批量的或单件生产的砂型铸件通常能够达到的公差等级。
2.本表中的数值一般适用于大于25mm的铸件基本尺寸。
4.铸件机械加工余量(RMA)的确定方法
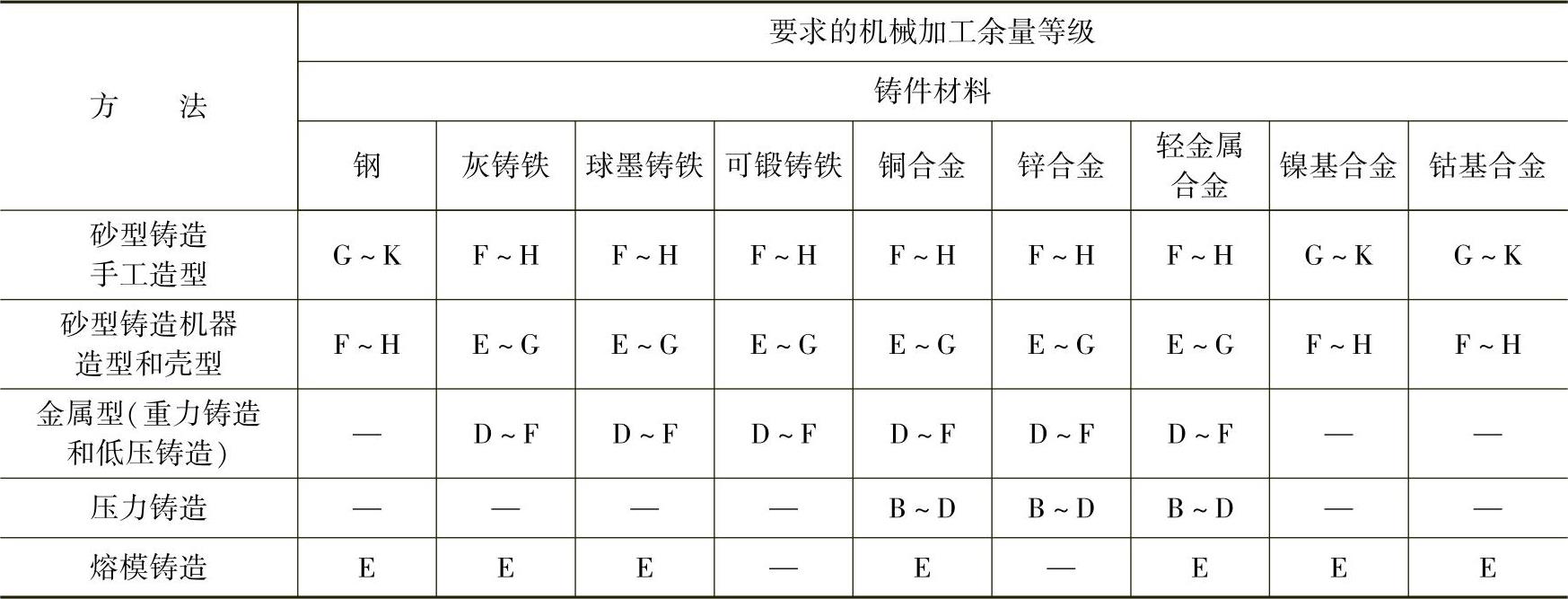
毛坯铸件典型的机械加工余量等级列于表3-11中。对于表3-11未列出的由铸造厂和采购方之间协议商定的工艺和材料,可参照表3-11确定。
表3-11 毛坯铸件典型的机械加工余量等级
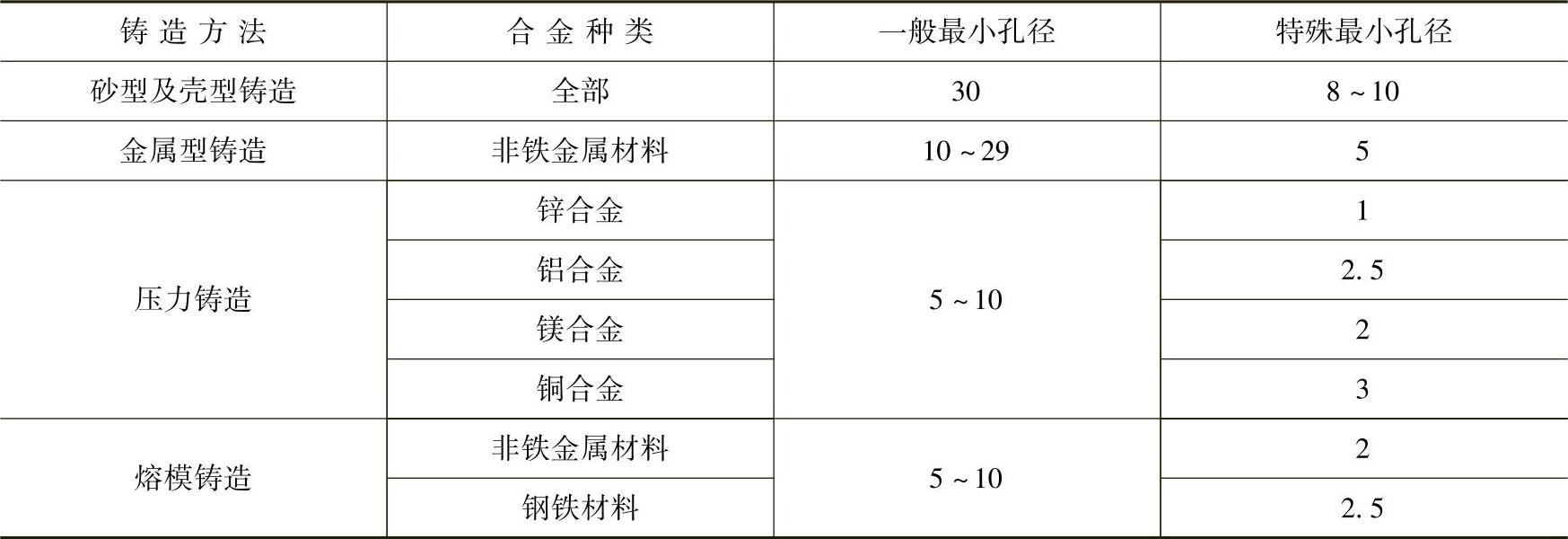
5.铸造孔的最小尺寸
铸造孔的最小尺寸见表3-12。
表3-12 铸造孔的最小尺寸 (单位:mm)
其他未尽事宜,请参阅《铸件 尺寸公差与机械加工余量》(GB/T 6414—1999)的相关规定。
6.最小铸造斜度的选择
各种铸造方法的最小铸造斜度及铸造圆角,见表3-13。
表3-13 各种铸造方法的最小铸造斜度及铸造圆角

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。