



通用机床夹具是指结构、尺寸已标准化、规格化,在一定范围内可用于装夹不同工件的夹具,它已经作为机床的附件,由机床附件厂制造和供应。这类夹具的特点是适应性强,无需调整或稍作调整就可以用来装夹一定形状和尺寸范围内的工件。通用机床夹具很多,本书只重点介绍车床、铣床常用的通用夹具。
1.车床夹具
(1)自定心卡盘 自定心卡盘(图1-28)是自定心式通用车床夹具,通过过渡盘,安装在车床主轴上。自定心卡盘应用示意如图1-33所示。常用的自定心卡盘的规格有150mm、200mm和250mm等。将卡盘扳手插入方孔中旋转,卡盘上的卡爪会以定心的方式沿径向方向同时移动,使三爪夹持的圆形工件的中心保持不变。
(2)单动卡盘 单动卡盘是在车床上加工非回转体工件时常用的车床夹具,如图1-29所示。卡盘上的每个夹爪需要单独调整。单动卡盘的夹紧力很大,因此大型卧式车床多采用单动卡盘。其应用示例如图1-30所示。
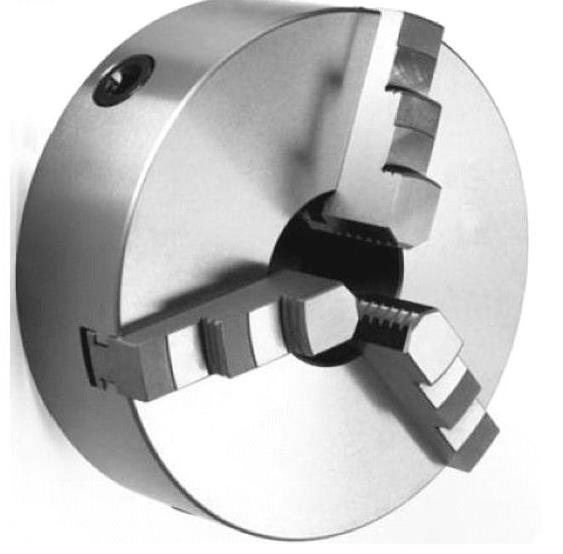
图1-28 自定心卡盘

图1-29 单动卡盘
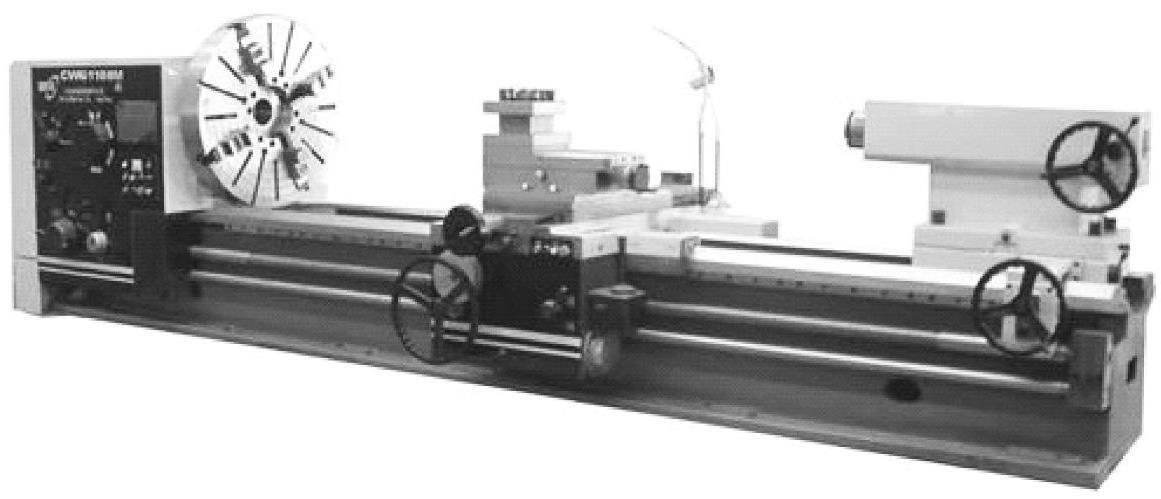
图1-30 大型卧式车床上应用的单动卡盘
(3)花盘 花盘是一个铸铁大圆盘,如图1-31所示。在它的盘面上,有很多长短不同、呈辐射状分布的通槽或T形槽,用于安装各种螺钉以紧固工件。花盘可以直接安装在车床主轴上。车削外形复杂、形状不规则工件时常用到花盘。参见《机床夹具零件及部件花盘》(JB/T 10125—1999)。
(4)中心架 加工细长轴时,因工件的刚度差,给车削加工带来难度,需要借助中心架。中心架结构如图1-32所示,中心架的使用如图1-33所示。
(5)跟刀架 由图1-33可知,当加工细长轴时,因中心架固定在车床床身上,所以不能加工轴的全长。若想在一次加工中完成整个细长轴的加工,就需要用跟刀架,其结构如图1-34所示。跟刀架安装在溜板箱上,随溜板的运动与刀具一起移动,并在移动中起支承作用。图1-35所示为跟刀架的安装示意图。
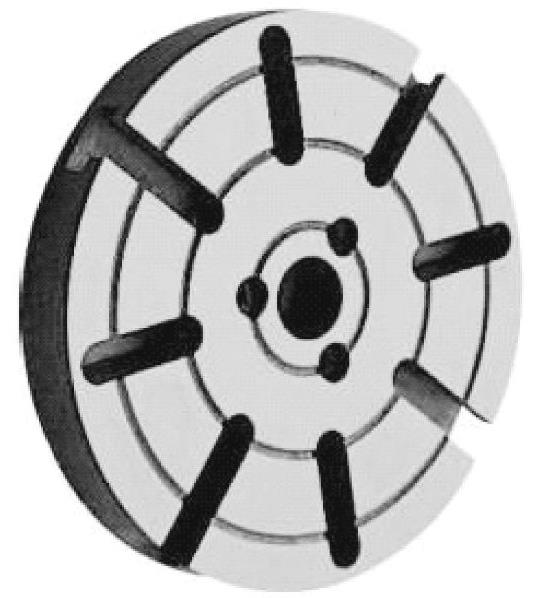
图1-31 花盘
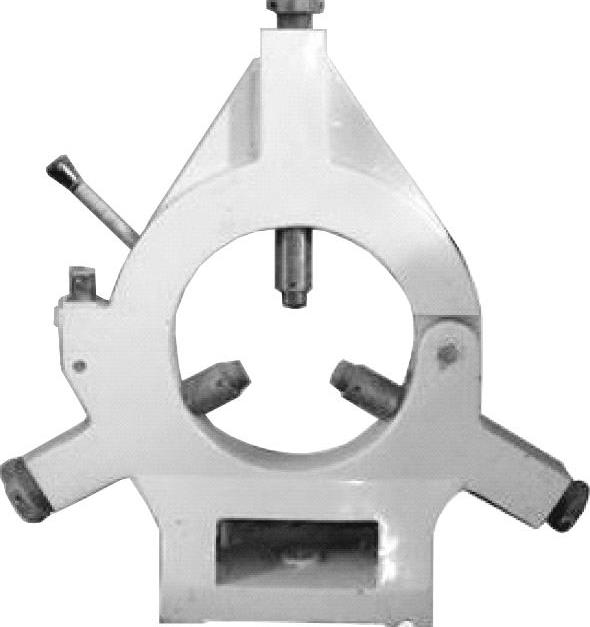
图1-32 中心架结构
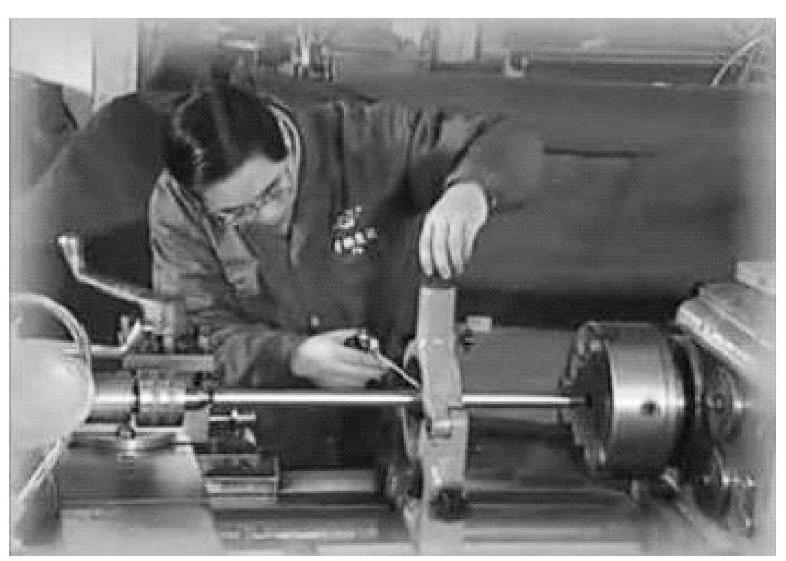
图1-33 中心架的使用

图1-34 跟刀架结构
 (https://www.xing528.com)
(https://www.xing528.com)
图1-35 跟刀架的安装示意图
(6)钻夹头 钻夹头应用很广,用来装夹中心钻或直径较小的钻头。钻夹头安装在机床的主轴上或车床的尾座中,用于对工件钻中心孔或钻孔,如图1-36所示。
(7)回转顶尖 回转顶尖安装在车床尾座中,用来辅助支承长轴进行加工。图1-37所示为回转顶尖外形图;回转顶尖的使用如图1-33所示。因回转顶尖内部采用轴承支承,所以可以在车床主轴高速转动时使用。

图1-36 钻夹头

图1-37 回转顶尖
2.铣床夹具
(1)平口虎钳 平口虎钳是铣床上最常用的夹具,如图1-38所示。平口虎钳形式多样,可回转、可倾斜,呈扁平型,可少占用铣床垂直方向上的空间,扩大加工的尺寸范围。
(2)铣刀快换夹头 如图1-39所示。

图1-38 安装在铣床工件台上的平口虎钳

图1-39 铣刀快换夹头
(3)分度盘 分度盘如图1-40所示,一般呈水平或倾斜放置,多用于在同圆周上等分钻孔。

图1-40 分度盘
(4)分度头 在铣床上铣削螺旋槽时需要借助内联系进给运动来实现。用成形法铣削齿轮齿时需要精确分度,所以需要用到分度头。分度头的结构和附件如图1-41所示。

图1-41 分度头的结构和附件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。