



在机械加工中,量具是用来检测工件或产品是否达到技术要求的专用工具。量具的种类很多,但按功用划分主要有三类,即检测工件或产品尺寸、表面质量和材料性能的量具。量具具体叫法有×××尺、×××表、×××规、×××样板(或样块)和×××测量仪等。量具是精密工具,要格外爱护,正确使用。因检测量仪的工作环境要求较高,一般放置在检测室中。图1-4所示为质量检测室。

图1-4 质量检测室
1.常用量具
(1)钢直尺 钢直尺尺长有150mm(图1-5)、200mm、300mm、500mm和1000mm等规格。使用时,钢直尺有分度的一边要与被测量的线性尺寸平行,零刻线对准被测量线性尺寸的起点,线性尺寸的终点所对应的刻度值即为线性尺寸的读数值。钢直尺的使用示例如图1-6所示。
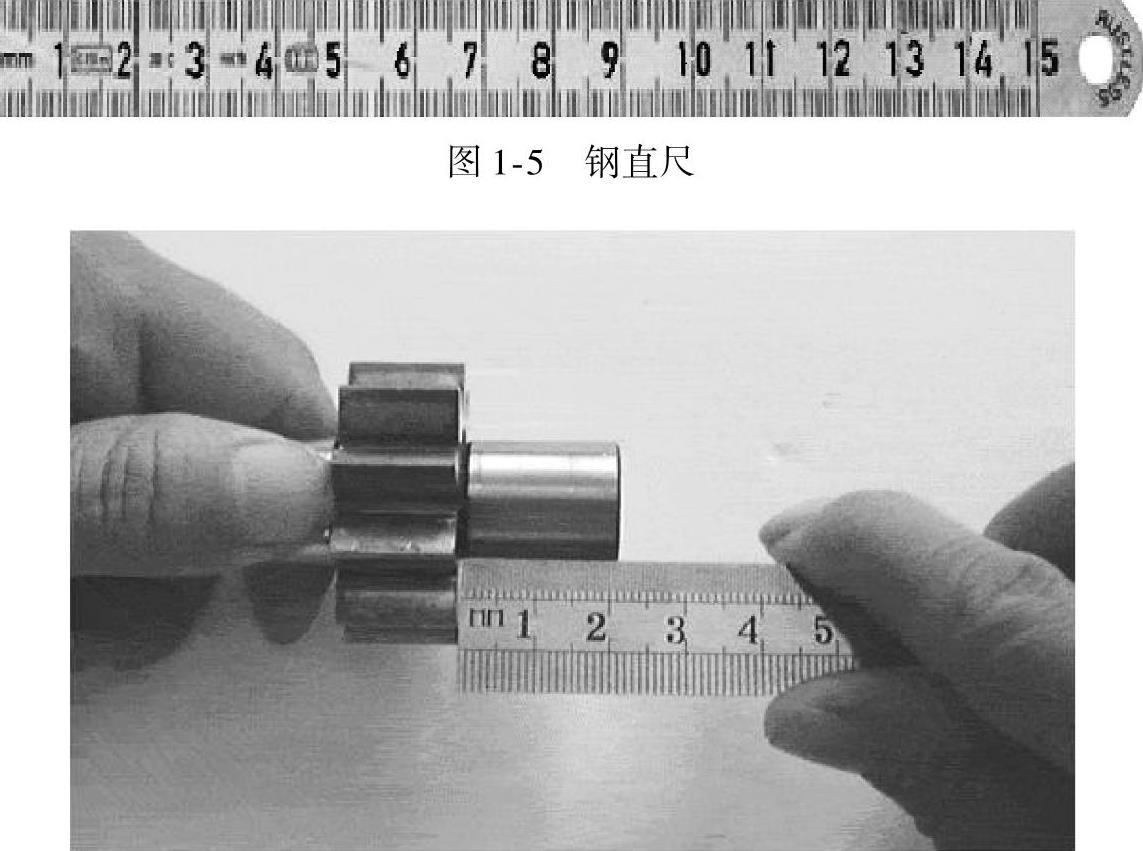
图1-6 钢直尺的使用
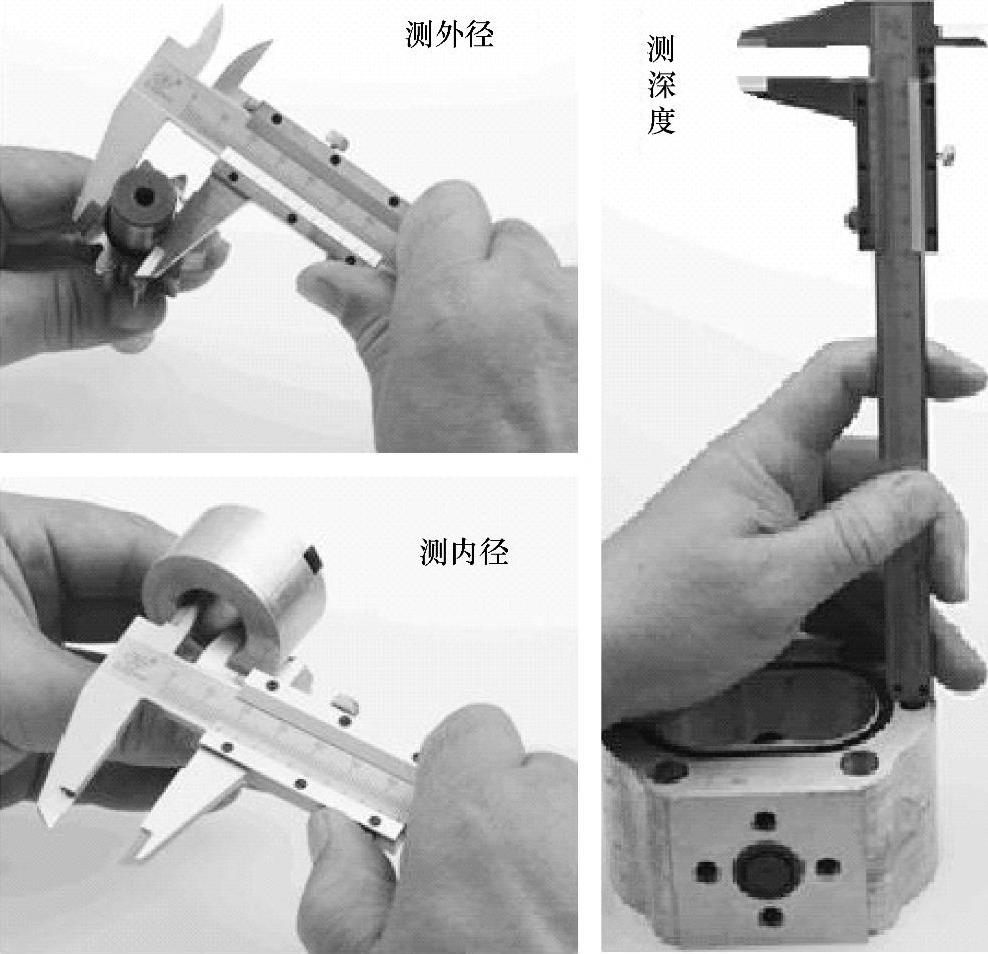
图1-7 游标卡尺的使用
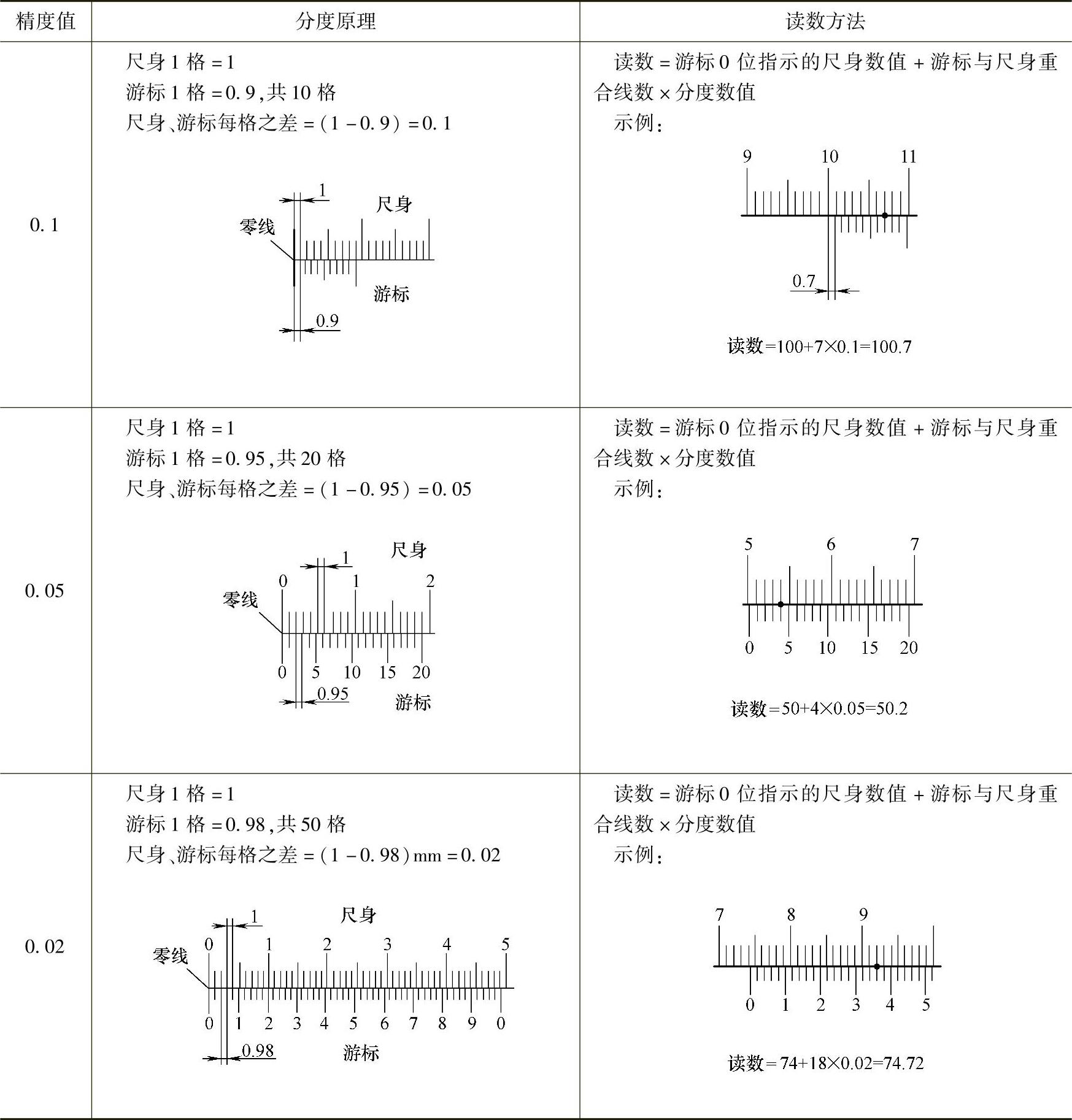
(2)游标卡尺 游标卡尺是一种常用的中等精度的量具,使用简便,应用范围广,操作者几乎可以人手一把。游标卡尺主要用来测量工件的长度、外径、内径、宽度、厚度、深度及孔距等,如图1-7所示。尺身和固定卡脚是一整体,游标也叫副尺,与内外测量爪连成一体,可沿尺身移动,锁紧螺钉可将游标固定在尺身的任一位置上。固定在游标背面的深度尺,可随游标在尺身背面的导向凹槽内移动。尺身尺面上刻有米制分度,每格为1mm,其分度全长即为游标卡尺的规格(最大测量范围),主要有0~125mm、0~200mm、0~300mm等。游标的分度有10格、20格和50格三种,分别代表分度值为0.1mm、0.05mm和0.02mm。表1-10给出了游标卡尺的分度原理和读数方法。
表1-10 游标卡尺的分度原理和读数方法 (单位:mm)
电子数显卡尺与普通游标卡尺的结构、用途和测量方法基本相似,唯一不同的是电子数显卡尺上有个数显装置,并且在测量时能直接显示读数。电子数显卡尺测量精度比一般游标卡尺更高,分辨力为0.01mm,且具有读数清晰、准确、直观、迅速、使用方便的优点,如图1-8所示。

图1-8 电子数显卡尺
(3)外径千分尺 由尺架、砧座、测微螺杆、锁紧装置、轴套、固定套筒、活动套管、棘轮装置等组成,如图1-9所示。尺架左面的砧座为固定测头,测微螺杆为活动测头,固定套筒一端通过带螺纹的轴套与尺架连成一体,另一端有内螺纹并与测微螺杆的高精度外螺纹配合(螺距为0.5mm),固定套筒的外表面刻有上下两排分度,间距均为1mm,但两排分度互相错开0.5mm。活动套管空套在固定套筒上且与测微螺杆连为一体。当测微螺杆和活动套管一起转动一周时,就沿轴向移动一个螺距,即0.5mm。在活动套管圆锥形边缘上刻有50等分的分度,因此,活动套管每转动1格(1/50周),测微螺杆就沿轴向移动0.5/50=0.01mm,所以千分尺的分度值为0.01mm。外径千分尺的使用方法如图1-10所示。
常用的外径千分尺的测量范围有0~25mm,25~50mm,50~75mm,…,每隔25mm为一挡,直到300mm。
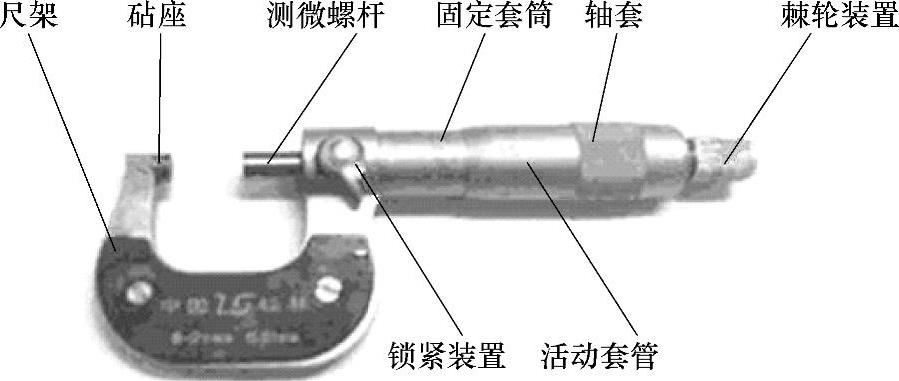
图1-9 外径千分尺的结构
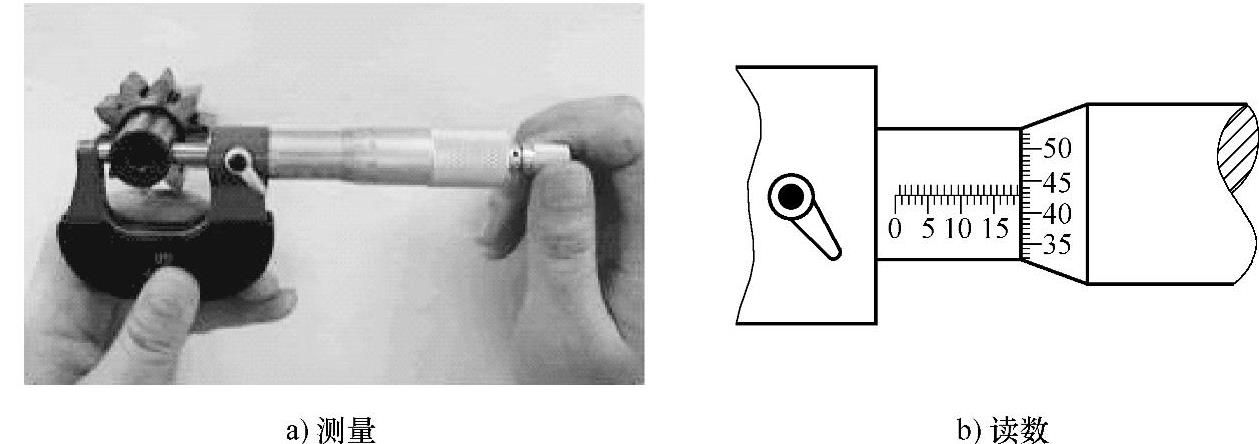
图1-10 外径千分尺的使用方法
(4)内径千分尺 测量较小直径内孔时,可采用图1-11所示的内径千分尺。除两个卡脚、分度标注数字与外径千分尺相反外,其他结构及测量方法与外径千分尺基本相似。
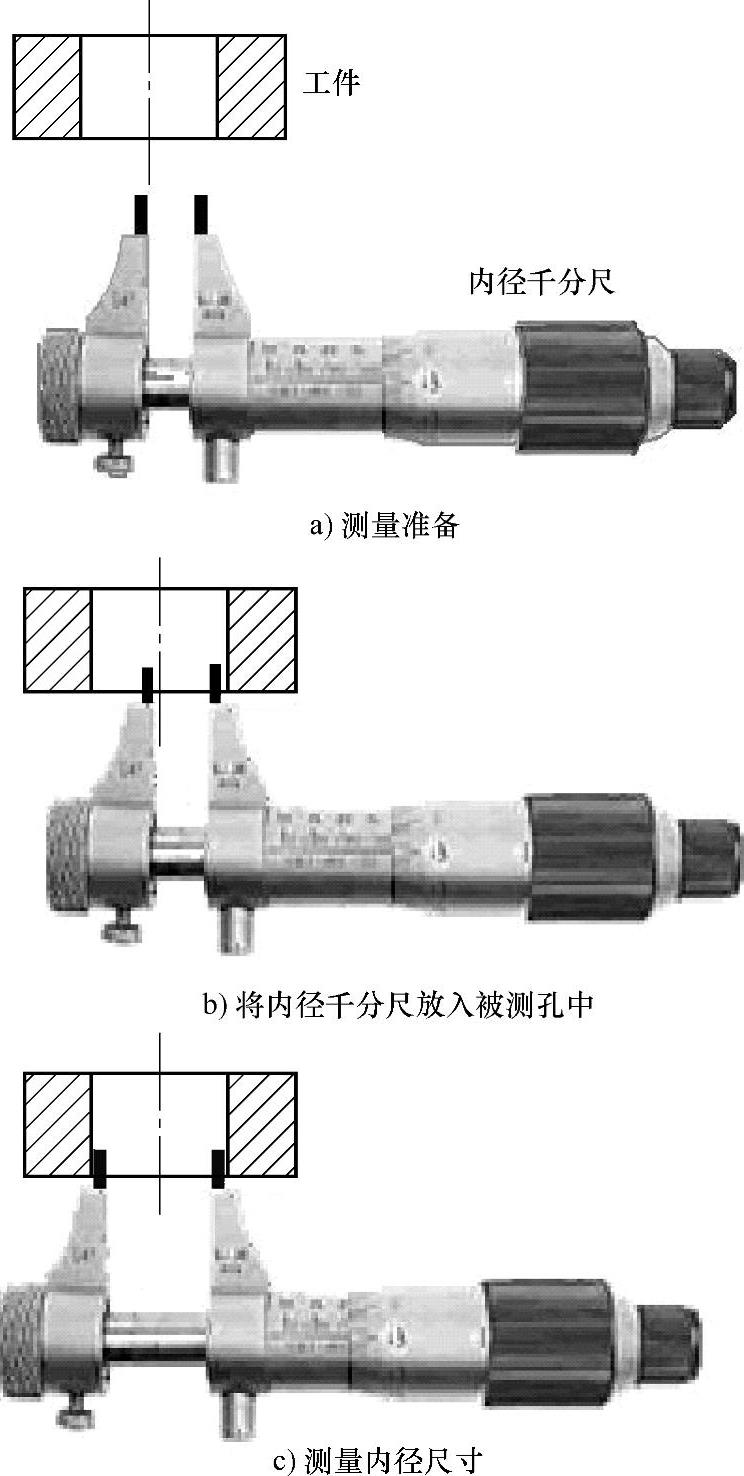
图1-11 内径千分尺
测量较大直径的内孔时,可采用图1-12所示的长杆内径千分尺。沿内径千分尺的轴向、两点接触式测量工件的内尺寸。还可配选附件检测阶梯孔、不通孔及外部尺寸。带内罩量杆的加长杆可固定在测量单元上。从千分表上还可直接读出测量相对微小变化的内孔尺寸值。

图1-12 长杆内径千分尺
(5)齿厚游标卡尺 齿厚游标卡尺很像两把游标卡尺组合而成,其结构如图1-13a所示。水平尺身上有游标框架1,高度尺身上有游标框架2,分别与微调装置相连,高度定位尺用于定位,测量爪用于测量齿厚。
齿厚游标卡尺的使用方法如图1-13b所示。测量时,在高度尺身上调整出分度圆的弦齿高,并用游标框架上的螺钉锁紧,把高度定位尺紧贴被测齿轮的齿顶,保持齿厚游标卡尺与被测齿轮轴线垂直,移动水平游标框架1上的测量爪接近轮齿侧面时,拧紧微调装置上的紧定螺钉,旋转微调装置,使两个测量爪轻轻接触轮齿侧面,从水平游标尺身上读出齿厚数值。
齿厚游标卡尺的测量精度不高,因为测量时以齿顶圆定位,所以齿顶圆误差和径向圆跳动误差会影响测量结果,齿厚游标卡尺的读数方法同一般游标卡尺,其分度值为0.02mm。
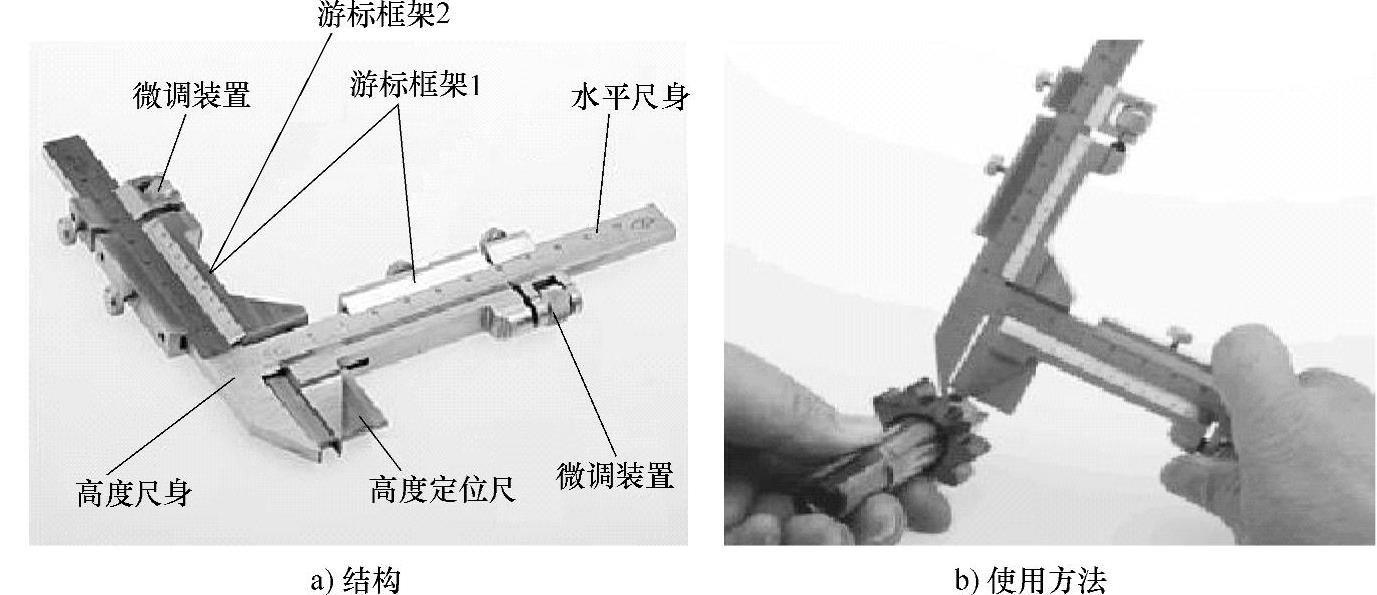
图1-13 齿厚游标卡尺
(6)深度尺和高度尺 这两种尺的原理和游标卡尺一样,如图1-14所示,就不再具体介绍了。
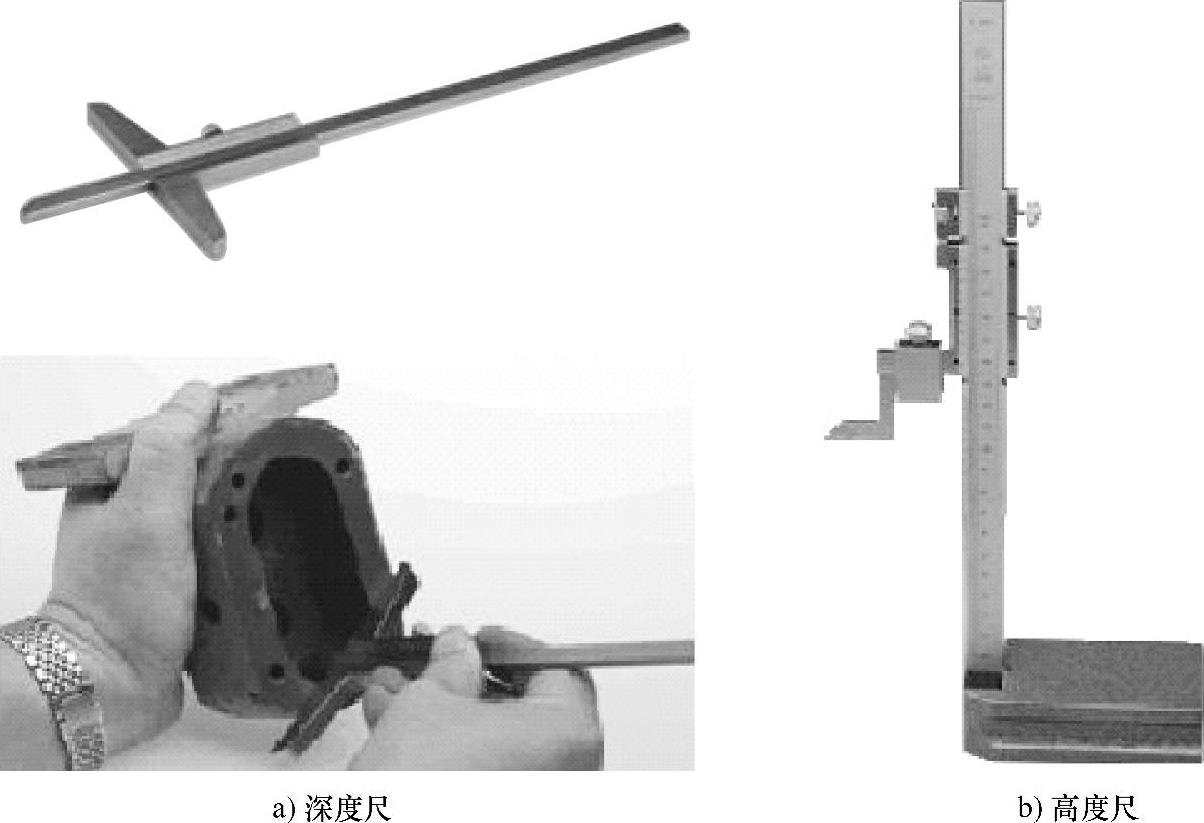
图1-14 深度尺和高度尺
(7)游标万能角度尺 游标万能角度尺是用来测量精密零件内外角度或进行角度划线的角度量具,如图1-15所示。游标万能角度尺的读数机构,是由刻有基本角度刻线的尺座和固定在扇形板上的游标组成。扇形板可在尺座上回转移动,形成了与游标卡尺相似的游标读数机构。游标万能角度尺尺座上的分度每格1°。由于游标上刻有30格,所占的总角度为29°,因此,尺座与游标每格分度值为2′。
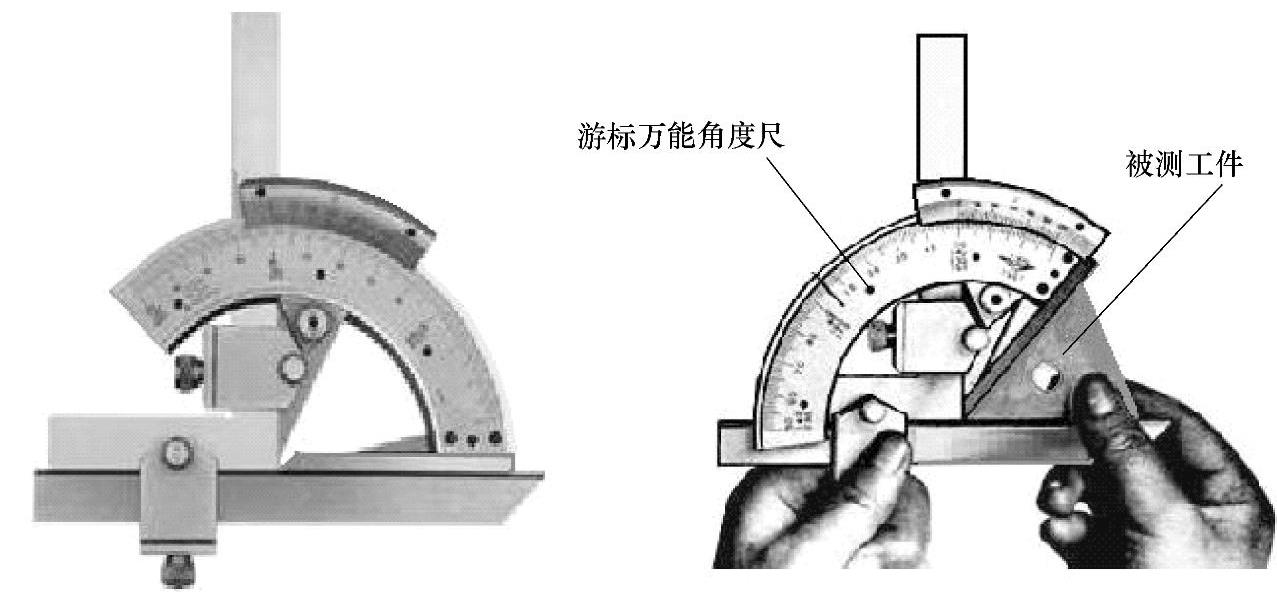
图1-15 游标万能角度尺
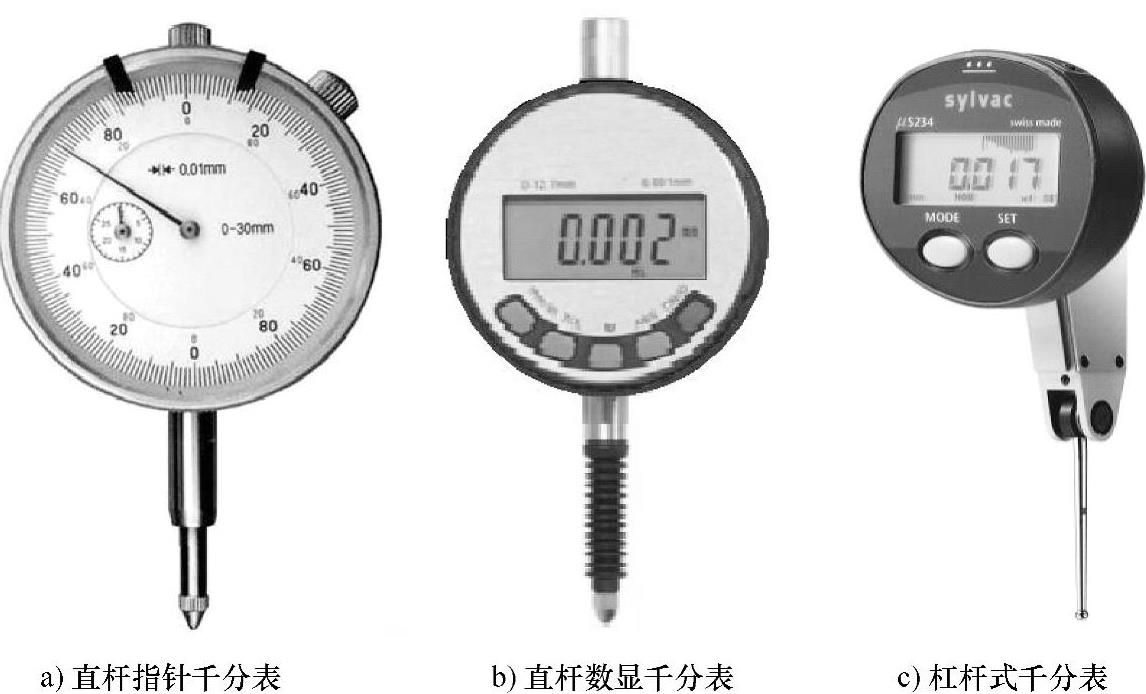
(8)千分表 图1-16所示为千分表。千分表有直杆(指针或数显)式和杠杆式两种。千分表一般与测量辅具配合使用,可检测内孔直径、圆度、圆跳动等几何误差。
由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度为IT6~IT8级零件的校正和检验;千分表则适用于尺寸精度为IT5~IT7级零件的校正和检验。百分表和千分表按其制造精度,可分为0、1和2级三种,0级精度较高。使用时,应按照零件的形状和精度要求,选用合适的百分表或千分表的分度值和测量范围。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-16 千分表
(9)卡钳 卡钳是用千分尺或标准块规检定后,用来精密测量工件内、外径向尺寸的一种简单量具。它的测量精度取决于检定量具的精度和操作者的经验,掌握得好,运用起来简单、省事、精确。图1-17所示为内、外径测量用卡钳。
2.光滑极限量规
光滑极限量规属于定尺寸量具,它有两个尺寸,一个是最大极限尺寸,一个是最小极限尺寸,用于成批生产和大批大量生产条件下对工件尺寸的测量,十分方便。由于每个量规专门用来检测一个尺寸,故在小批量生产时,很少使用。
(1)轴用卡规 图1-18所示为轴用卡规(或称卡板)。轴用卡规主要用来测量圆柱形、长方形、多边形等工件的被包容尺寸。在测量时,如果卡规的通端能通过工件,而止端不能通过工件,则表示工件合格。卡规、卡板的分度一般为500mm以内,特殊尺寸的测量可由量具制造厂定做加工。
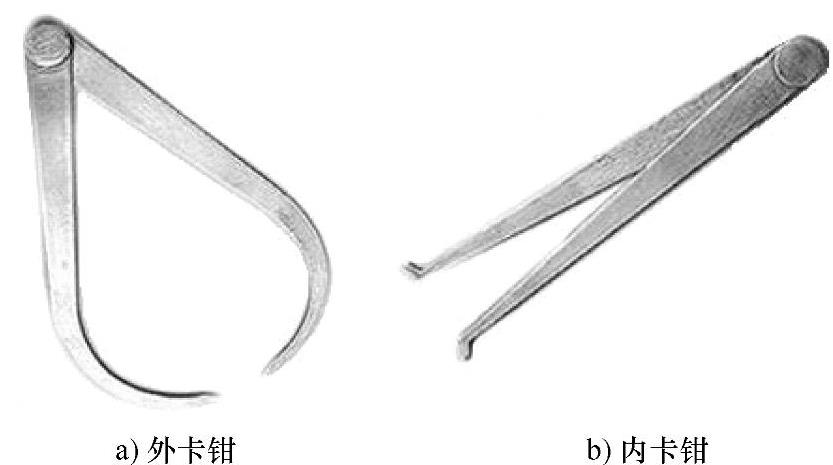
图1-17 卡钳
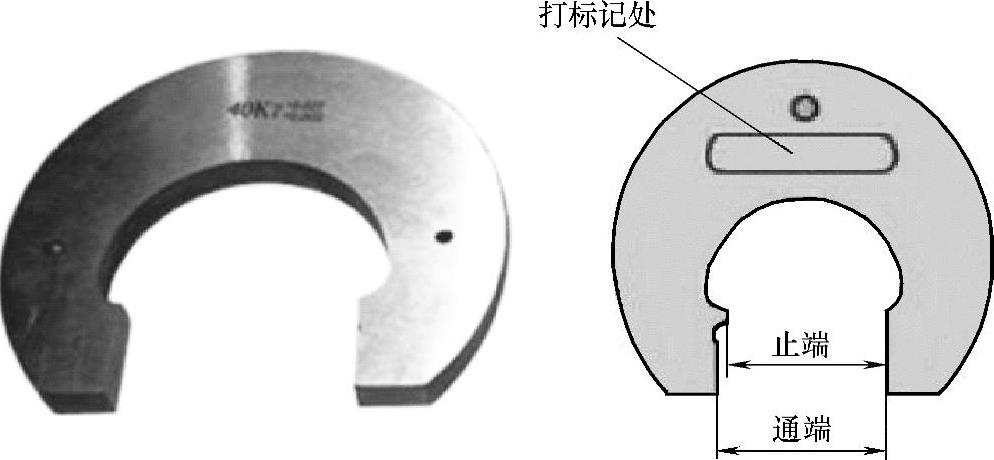
图1-18 轴用卡规
(2)孔用塞规 孔用塞规如图1-19所示。大端为通端(T),小端为止端(Z)。若塞规用于不通孔检测时,因内部空气排不出去,影响测量精度,故经常在塞规通、止端上打通孔排气。

图1-19 孔用塞规
(3)螺纹量规 螺纹量规有螺纹塞规(测内螺纹用)和螺纹环规(测外螺纹用)两种。图1-20所示为螺纹塞规;图1-21所示为螺纹环规。

图1-20 螺纹塞规
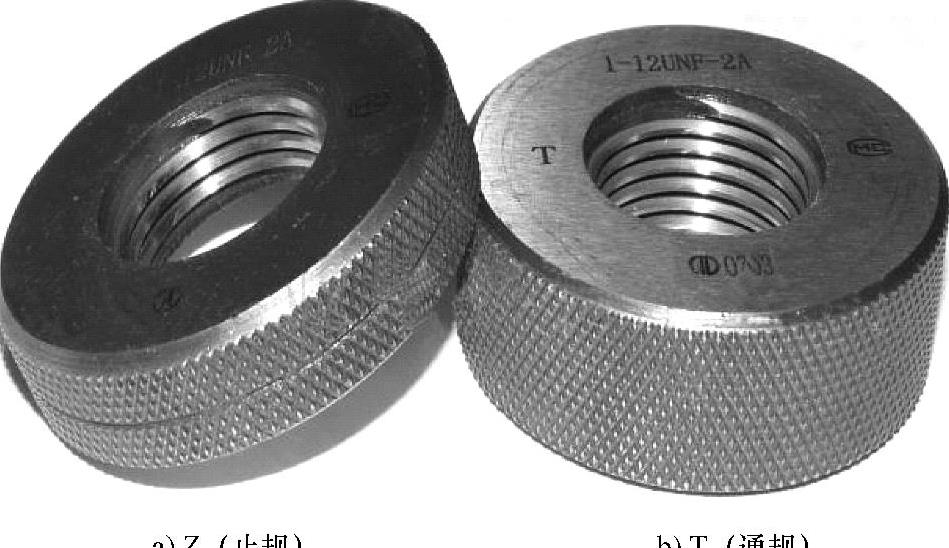
图1-21 螺纹环规
3.表面粗糙度检测比较样块
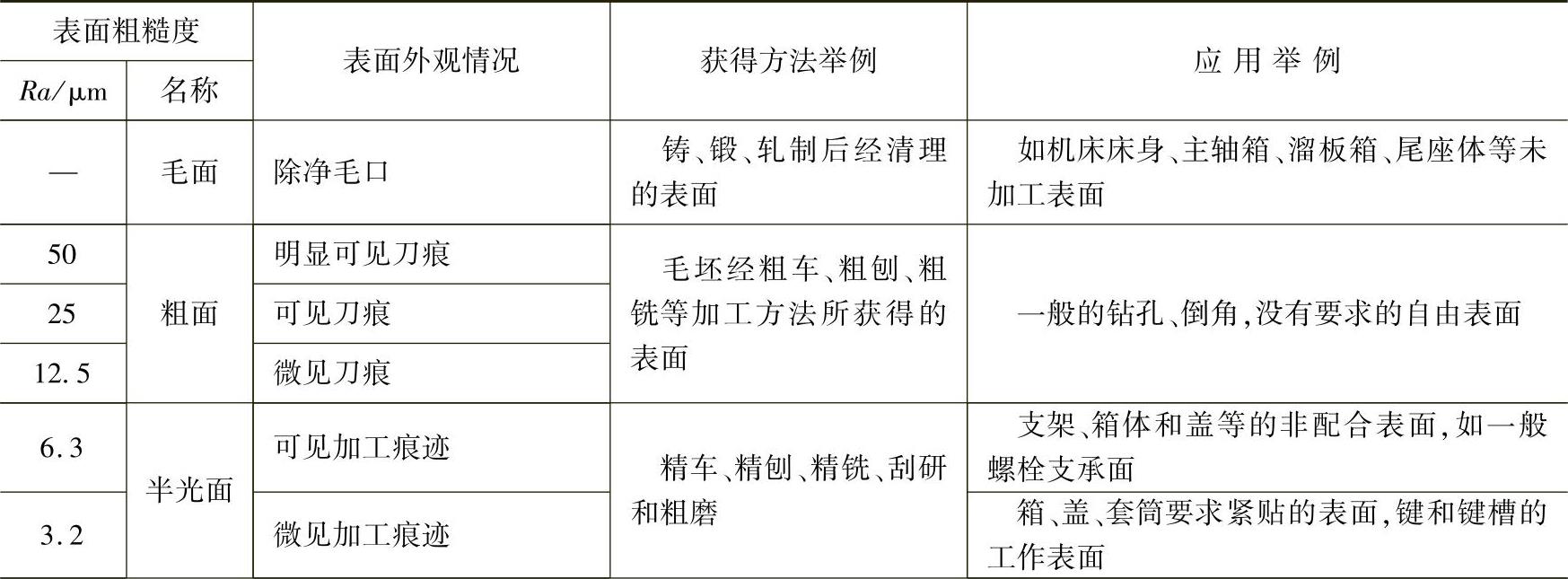
在机械加工中,对表面粗糙度的一般检验是用标准粗糙度样块与工件加工表面进行对比的方式确定。图1-22所示为表面粗糙度比较样块;表1-11为工件表面粗糙度外观情况。
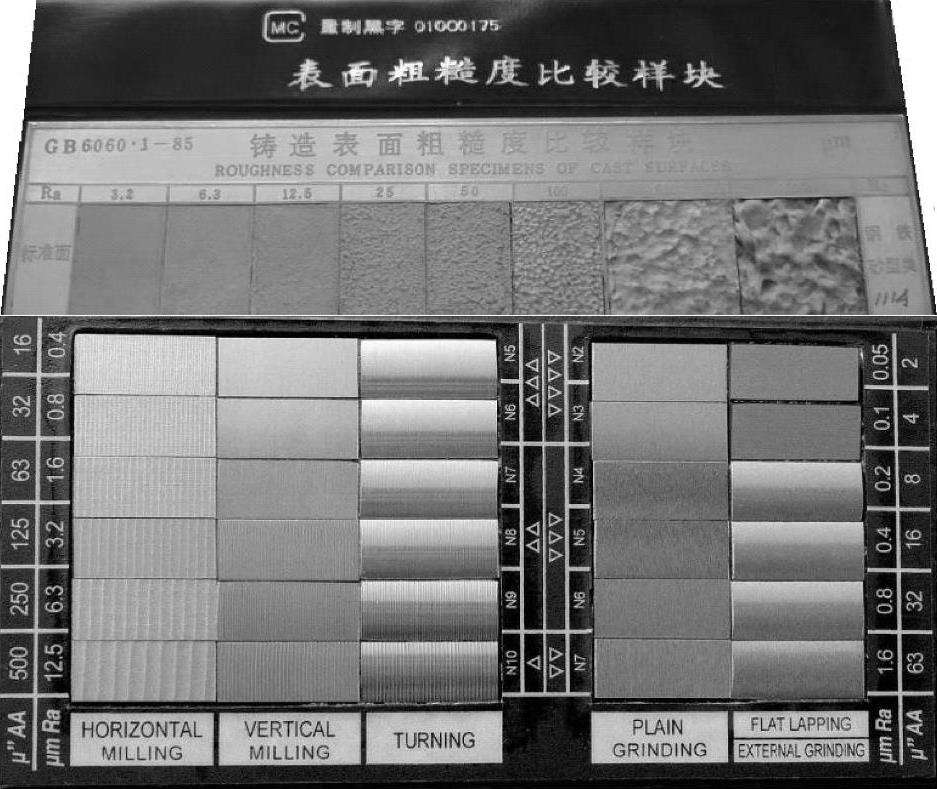
图1-22 表面粗糙度比较样块
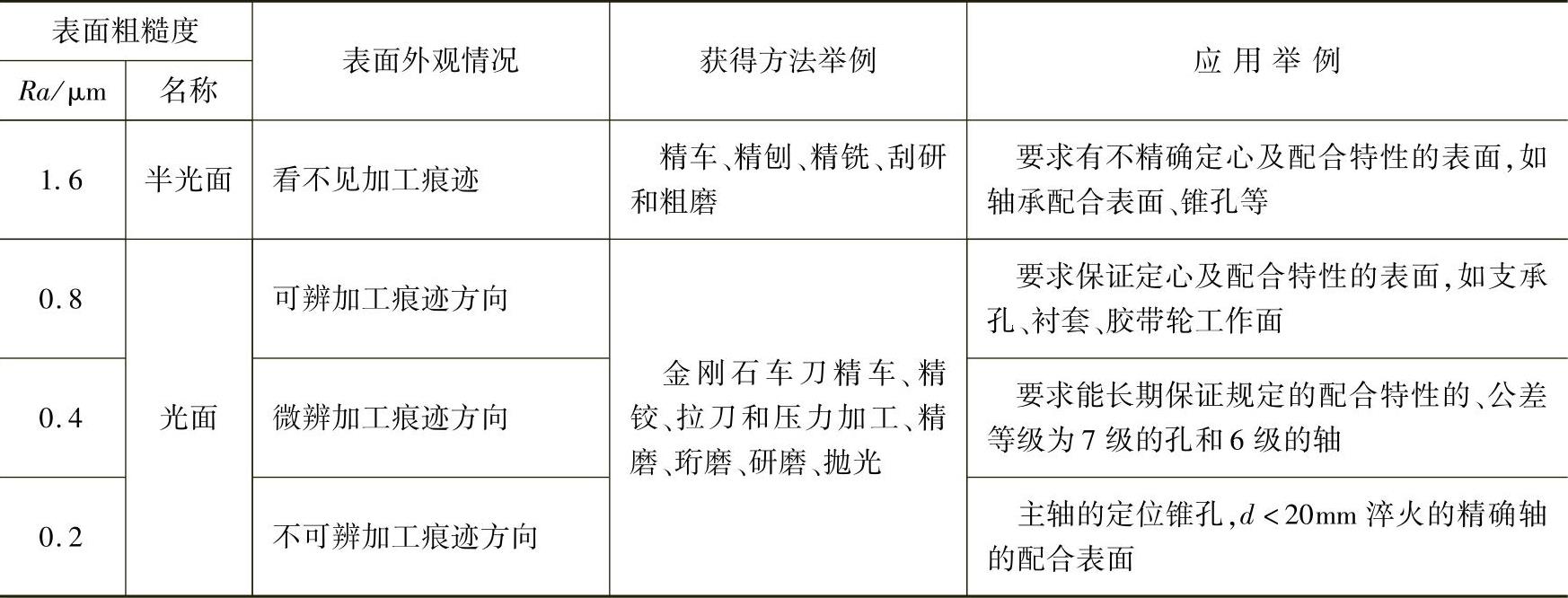
表1-11 工件表面粗糙度外观情况
(续)
4.测量仪器
(1)三坐标测量仪 三坐标测量仪(图1-23),是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称三坐标测量机或三坐标量床。三坐标测量仪又可定义为“一种具有可作三个方向移动的探测器,可在三个相互垂直的导轨上移动,此探测器以接触或非接触等方式传递信号,三个轴的位移测量系统(如光栅尺)经数据处理器或计算机等计算出工件的各点(x,y,z)及各项功能测量的仪器”。三坐标测量仪的测量功能应包括尺寸精度、定位精度、几何精度及轮廓精度等。三坐标测量机的类型有固定桥式、移动桥式、水平悬臂式和龙门式等类型,如图1-24所示。
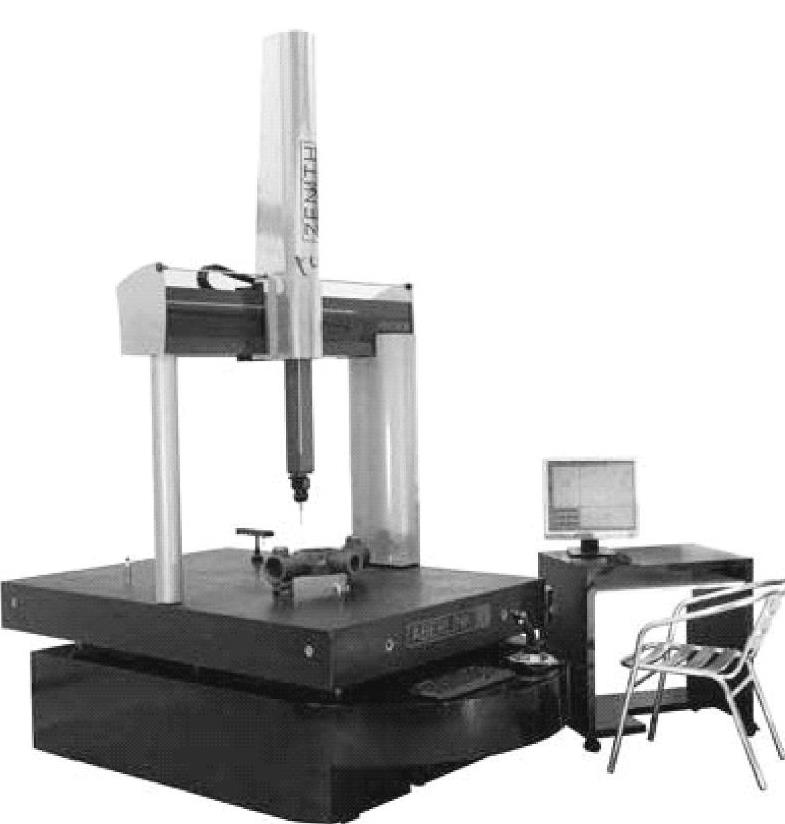
图1-23 三坐标测量仪
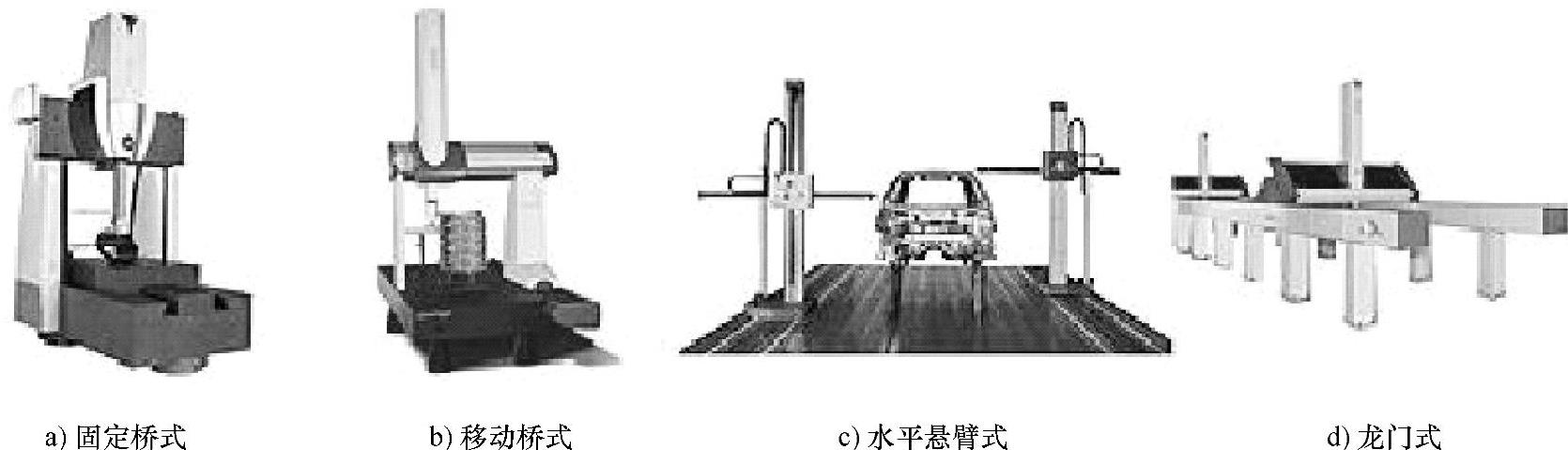
图1-24 三坐标测量仪的类型
(2)表面粗糙度测量仪 表面粗糙度测量仪(图1-25)是用来检测工件表面粗糙度是否达到规定要求类型的组合式粗糙度仪。图1-25所示的测量仪可测量的范围为1000mm,各种测量参数为取样长度100mm,评定长度100mm扫描长度100mm。

图1-25 表面粗糙度测量仪
(3)布氏硬度计 布氏硬度试验是所有硬度试验中压痕最大的一种试验法,它能反映出材料的综合性能,不受试样组织显微偏析及成分不均匀的影响,所以它是一种精度较高的硬度试验法。在冶金、锻造、铸造、未经淬火钢及有色金属等工业领域,实验室、大专院校和科研单位内广泛使用。布氏硬度计如图1-26所示。
(4)洛氏硬度计 洛氏硬度计操作简便,不需要电源。测量时在表盘上用手动设零,有洛式标准(60kg、100kg、150kg)和表面洛氏标准测试(15kg、30kg、45kg),在表盘上可以直接读出测试值。选择负载时可旋转机器右边的一个变荷手轮来进行。操作者可利用仪器左下方的一个小旋轮调节所用负载的下行速度,如图1-27所示。

图1-26 布氏硬度计

图1-27 洛氏硬度计
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。