



1.操作面板分类
全功能型控机床的动作通常比较复杂、CNC的功能强,其机床操作面板需要有较多的操作按钮和指示灯。按钮、指示灯属于PMC输入/输出信号,在FS-0iD上,它们需要连接到PMC的I/O-Link网络上。
为了方便用户使用、简化现场接线、提高机床可靠性,FANUC公司针对铣床(加工中心)和数控车床的要求,专门设计了集成有I/O-Link总线接口的标准机床面板,以便和CNC直接连接。需要注意的是:目前有较多的国内厂家生产了与FANUC操作面板布局、外形类似的操作面板,但此类面板无I/O-Link接口,故不能直接与CNC连接,使用时必须选配后述的I/O单元,并设计相应的电气连接电路。
FANUC标准机床操作面板分主操作面板(简称主面板)、子操作面板(简称子面板)和手持操作单元3大类。
(1)主面板
FANUC主面板设计有CNC基本操作所必需的操作方式选择、轴选择、程序运行控制、主轴控制等按键和指示灯,面板集成有I/O-Link总线接口,可直接与PMC的I/O-Link总线连接。
FS-0iD的主面板有图7.2-12所示的主面板A、B和小型主面板、小型主面板B共4种规格;每种又分FS-0iMD用和FS-0iTD用两类,并可选择英文按键或符号按键。
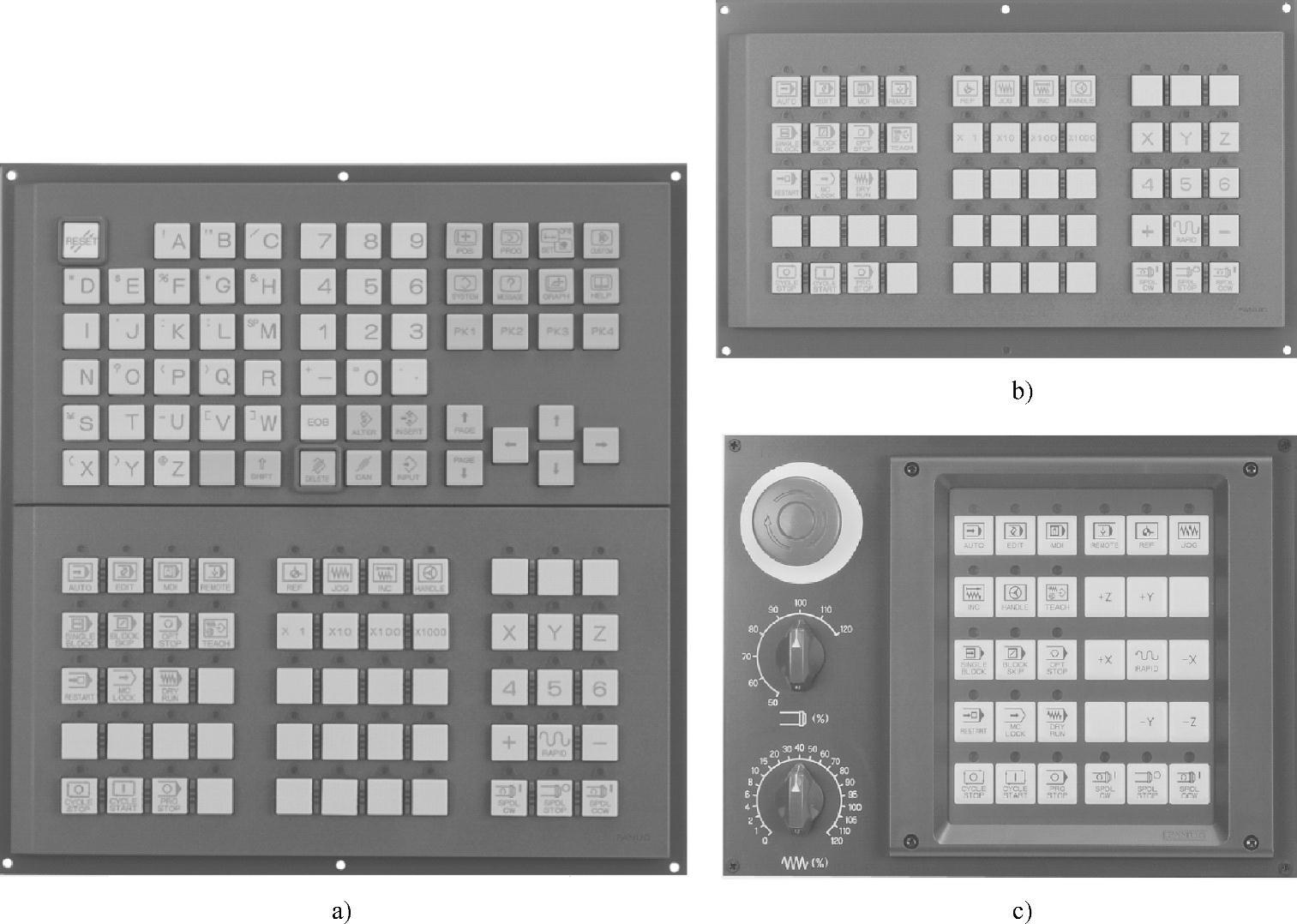
图7.2-12 FS-0iD主面板
a)主面板A b)主面板B c)小型主面板
主面板A用于10.4in彩色显示、MDI和LCD/CNC单元分离型CNC,它实际包括了CNC的MDI单元和机床的主面板两部分。MDI与CNC的JA2接口连接;主面板和I/O-Link总线连接,其功能和连接要求均与主面板B相同。
主面板B设计有55个带LED指示的按键、3个手轮连接接口和子面板连接接口,可直接连接FANUC悬挂手轮盒和子面板;不使用面板时,可连接32/8点其他I/O信号。
小型主面板、小型主面板B的外观相同,面板设计有30个带/LED指示的按键、3个手轮连接接口和进给倍率开关、急停按钮。小型主面板不能连接其他I/O信号;小型主面板B可连接24/16点其他I/O信号。
(2)子面板
子面板是机床的附加操作面板,FS-0iD常用的子面板有图7.2-13所示的子面板A、B、C和子面板B1、C1共5种规格。
子面板上安装有进给倍率、主轴倍率开关,急停、程序保护、CNC启动/停止按钮,手轮,RS232C接口等数控机床常用的附加操作器件。子面板可直接与主面板连接,其中的存储器保护、倍率开关、手轮输入可直接通过主面板的I/O-Link总线转换为PMC输入信号;急停、CNC-ON/OFF按钮可由连接器统一汇总后,引入电气控制柜。连接子面板后,主面板不能再连接其他I/O信号。
(3)手持操作单元。手持操作单元可用于机床的对刀、测量操作,FS-0iD的手持操作单元有图7.2-14所示的悬挂式手轮盒和手持操作面板、手持操作面板B共3种规格。
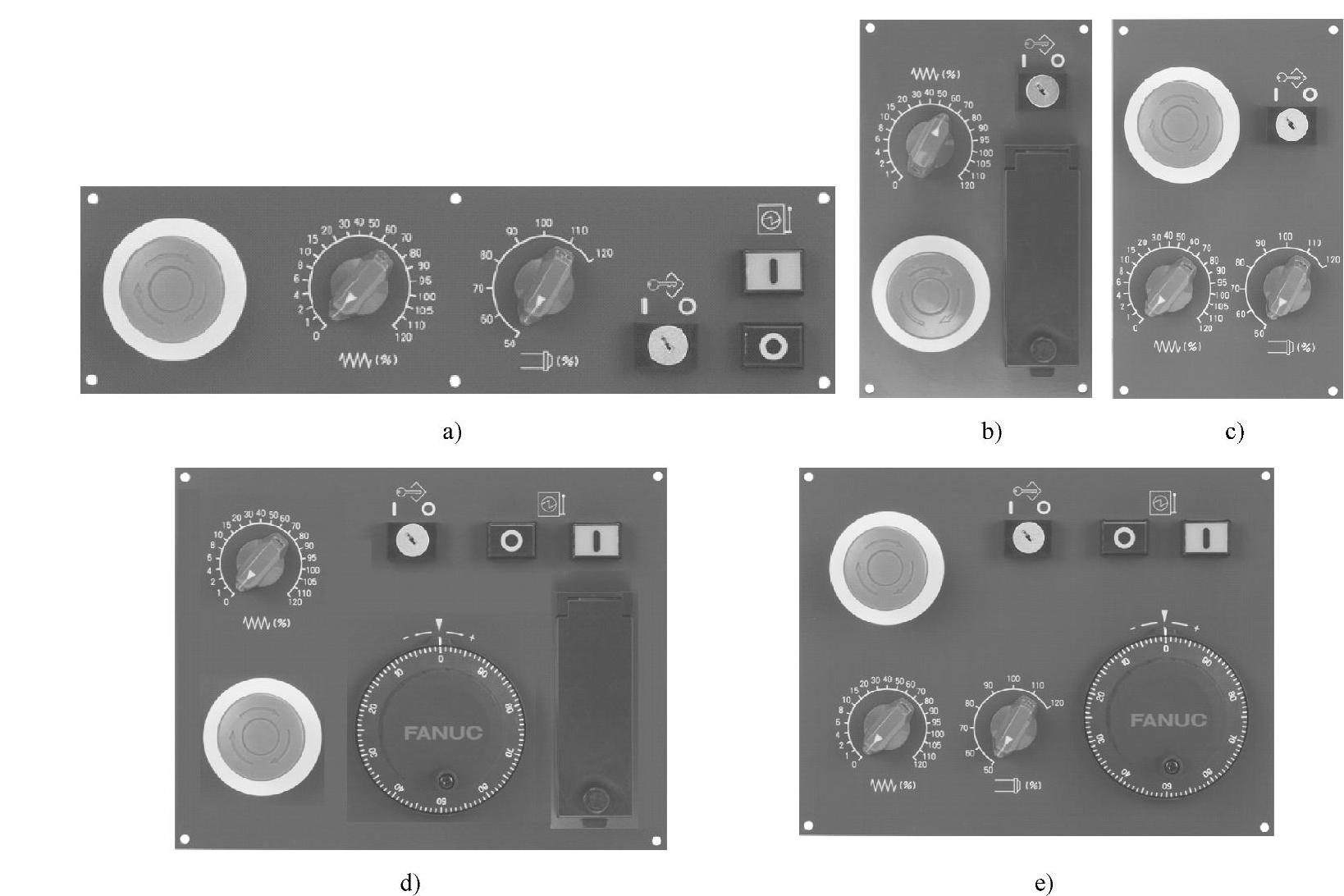
图7.2-13 FS-0iD子面板
a)子面板A b)子面板B c)子面板B1 d)子面板C e)子面板C1

图7.2-14 手持操作单元
a)悬挂手轮盒 b)手持操作面板
悬挂式手轮盒(Manual Pulse Generator)上安装有手轮、手轮轴选择开关、手轮倍率开关。悬挂式手轮盒可直接连接到主面板上,通过主面板的I/O-Link总线将手轮、手轮轴选择、手轮倍率开关转换为PMC输入信号。
手持操作面板(Handy Machine Operator′s Panel)是一种微型机床操作面板,它带有液晶显示器和常用的操作方式选择、轴方向、主轴启动/停止和倍率调节键、循环启动/停止键、进给倍率开关、急停按钮等操作键,上面安装有手轮。手持操作面板B在手持操作面板的基础上,在背面增加了一个独立连接的3位手持操作面板选择开关,其急停按钮和手持操作面板选择开关也可独立连接。两种手持操作面板都需要通过专门的接口模块和I/O-Link总线链接,实际使用较少。
2.主面板B连接
主面板B的连接总图如图7.2-15所示,面板上集成有I/O-Link接口JD1A、JD1B,可以直接作为PMC的I/O单元使用,操作面板上的所有按键、LED指示灯均已内部连接,无需外部接线。面板的连接要求如下。
①JD1A/JD1B。I/O-Link总线接口。JD1B为总线输入,可与CNC的JD51A或上一I/O单元的JD1A连接;JD1A为总线输出,可连接下一I/O单元的JD1B;连接要求可参见前述的图7.2-7。
②CA64(IN)/CA64(OUT)。电源连接接口,CA64(IN)连接DC24V电源输入;CA64(OUT)为DC24V电源输出,它可用于其他I/O单元的供电,最大输出电流为1A。CA64(IN)和CA64(OUT)的1脚为DC24V连接端;2脚为0V连接端;3脚为悬空。
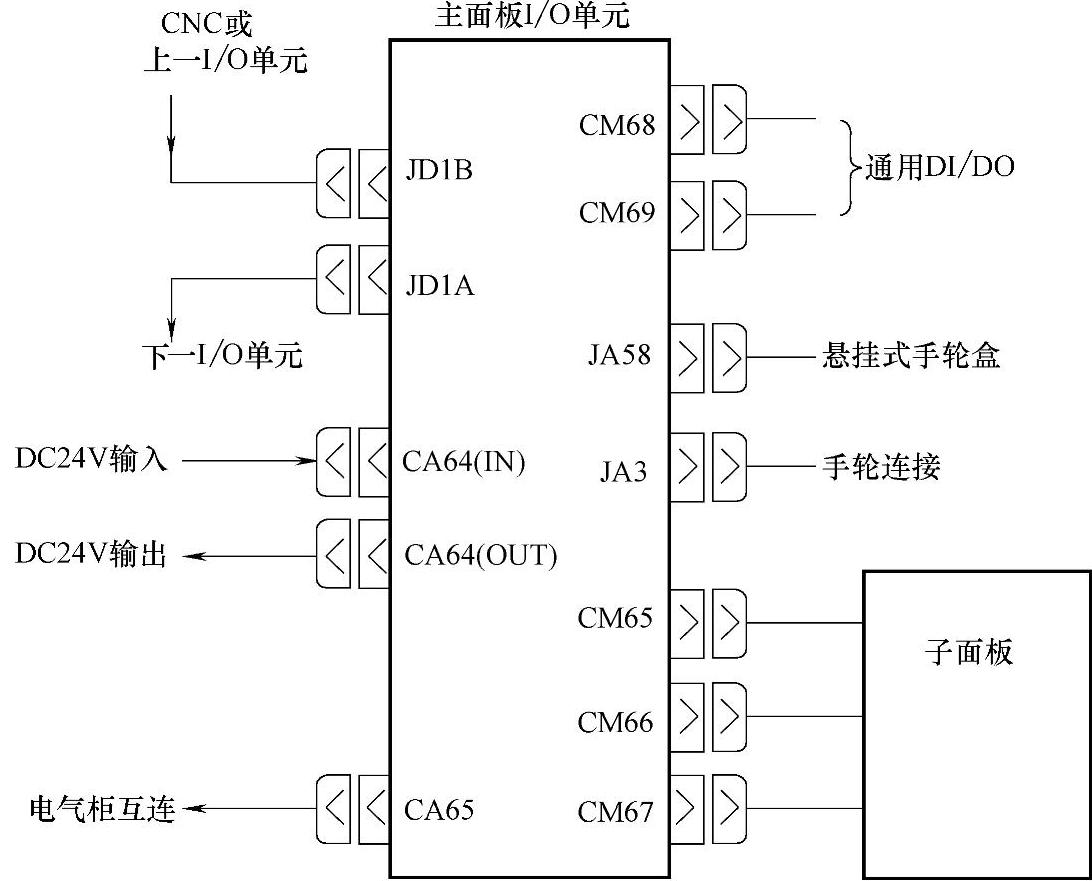
图7.2-15 主面板的连接
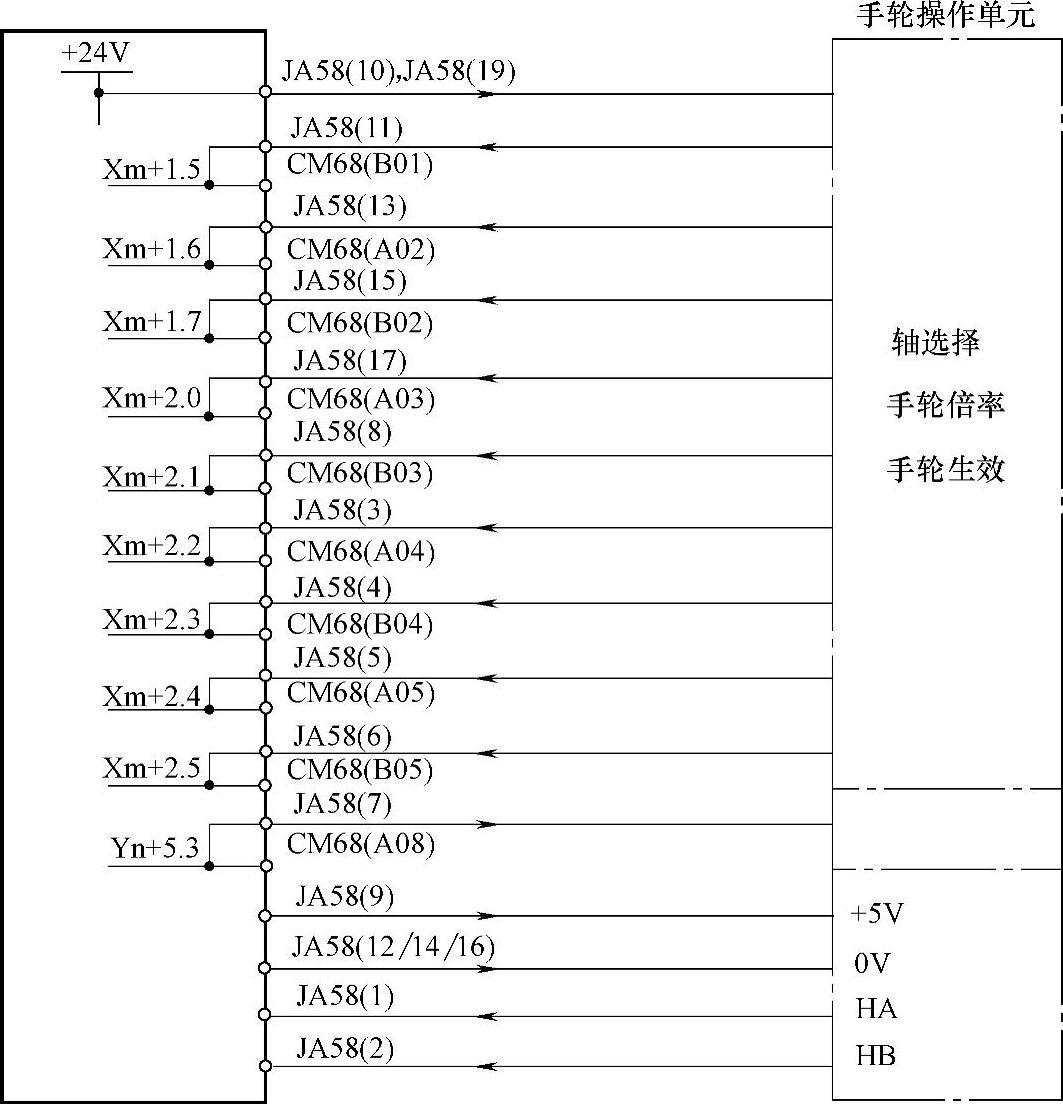
③JA58。悬挂式手轮盒连接接口,连接要求如图7.2-16所示。连接器JA58和CM68的DI输入连接在内部为并联,使用FANUC悬挂式手轮盒时,CM68不可再连接其他输入。
④JA3。独立手轮接口,其连接要求如图7.2-17所示。JA3最大可连接3个手轮,如少于3个,多余的连接端悬空。手轮应选用DC5V、HA/HB两相100P/r差分脉冲输出的通用手轮或直接使用FANUC配套提供的手轮。
⑤CM65/66/67。子面板连接接口,可与FS-0iD子面板A、B、C和子面板B1、C1直接连接,不使用FANUC子面板时,也可用于其他DI信号连接。
CM65/66/67和FS-0iD子面板的DI信号连接如图7.2-18所示。子面板上的倍率开关、存储器保护开关为PMC的DI输入信号,它应采用DC24V源输入连接方式,接口驱动电源由主面板提供,接口原理可参见第4章4.3节。
子面板的急停、CNC-ON/OFF按钮用于紧急分断、CNC或机床通断控制,需连接到机床强电控制回路中,按钮的连接线从CM67引入主面板后,将直接转换到主面板的电气柜互连接口CA65上(见下述),通过CA65的互连电缆连接到电气柜,以方便电气配线。
⑥CM68/69。其他输入/输出信号连接器。当机床需要在FANUC主面板、子面板的基础上另行增加其他操作按钮或指示灯时,可在操作台上增加特殊的用户操作面板。用户操作面板上的按钮、指示灯可连接到CM68/69上,并通过主面板的I/O-Link总线,直接转换为PMC的I/O信号,无需另行接线。
 (https://www.xing528.com)
(https://www.xing528.com)
图7.2-16 悬挂式手轮盒连接
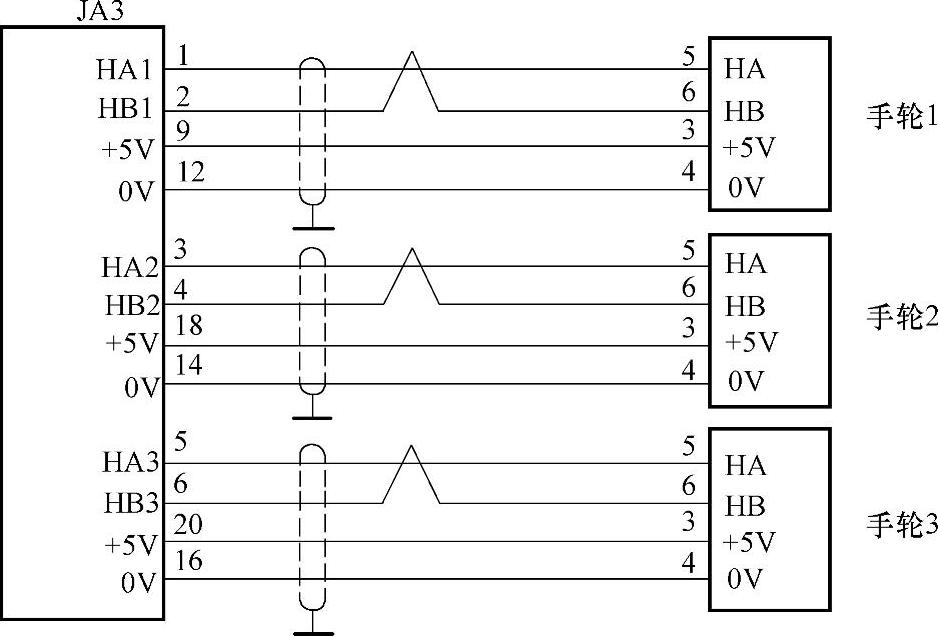
图7.2-17 手轮连接
CM68/69的连接端布置如表7.2-2所示,最大可连接19/8点用户DI/DO信号,但是,如机床使用了FANUC悬挂式手轮盒,手轮盒的手轮轴选择开关、手轮倍率开关和指示灯将占用9/1点DI和1点DO(表中带阴影的DI/DO,参见JA58连接),此时,CM68/69最多只能连接10/7点用户DI/DO。表中的Xm/Yn为FS-0iD的PMC输入/输出地址;TR1~TR8为电气柜和操作面板的过渡连接端,它被直接转换到主面板的电气柜互连接口CA65上(见下述),可通过CA65的互连电缆连接到电气柜。
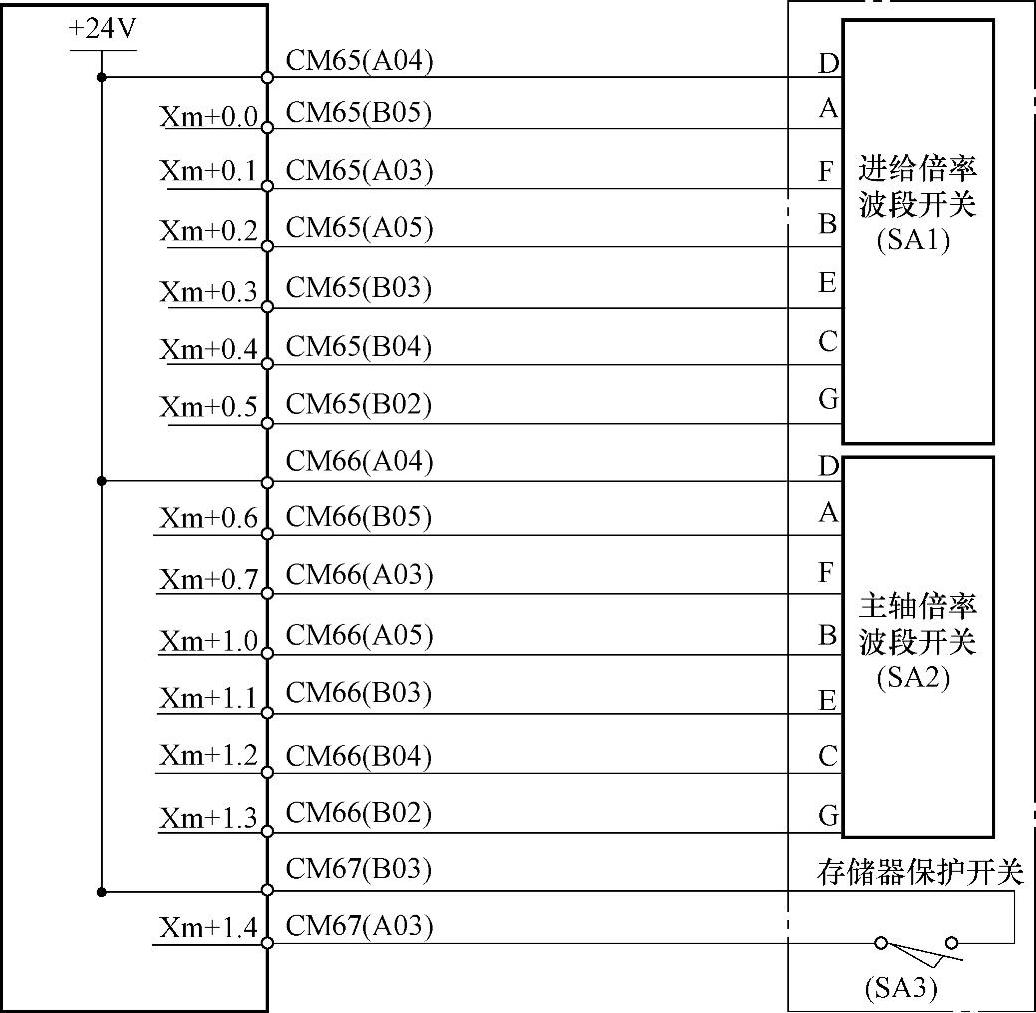
图7.2-18 子面板的DI连接
表7.2-2 CM68/69的DI/DO连接表
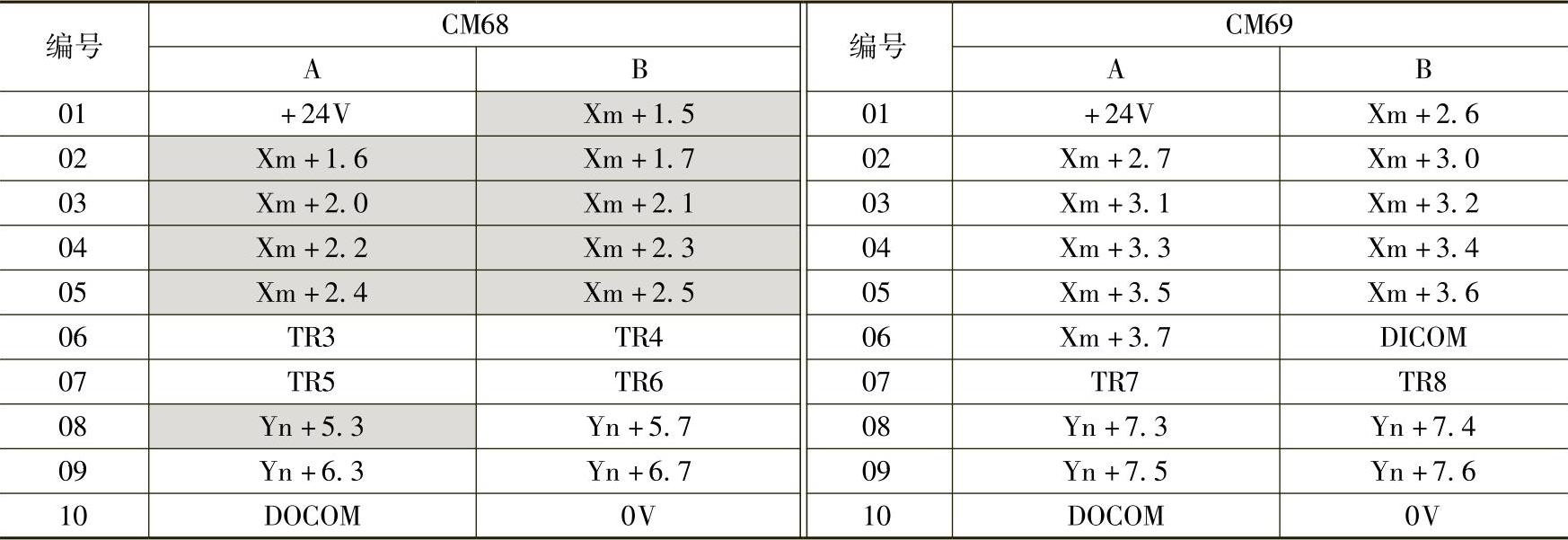
CM69上的DI输入Xm+3.0~Xm+3.7可以采用源输入或汇点输入方式,输入连接方式可通过CM69-B06的公共端DICOM进行转换。采用源输入连接方式时,应将DICOM连接到0V;采用汇点输入连接方式时,将DICOM与+24V连接。CM68、CM69上的其他DI信号均应采用源输入连接方式。CM68/CM69的DI输入驱动电源必须由A01提供,它是经过内部转换后的DC24V输出,不可与机床的其他DC24V连接。
CM68、CM69上的全部DO信号均为晶体管PNP集电极开路型输出,负载驱动电源需要有外部提供,输出驱动能力为DC24V/200mA。负载驱动电源应从DOCOM端输入,DO输出的接口电路原理可参见第4章4.3节。
⑦CA65。操作台和电气柜互连接口,其作用是将操作面板上需要连接到电气柜的全部连接线,通过统一的连接器和电缆一次性引入到电气柜中,以简化连接、方便配线、减少连接电缆。
可通过CA65连接到电气柜的连接线包括子面板上用于紧急分断、CNC或机床通断控制的急停、CNC-ON/OFF按钮以及用户另行增加的、需要直接与机床强电控制回路连接的按钮或指示灯。CA65连接端布置如图7.2-19所示,子面板的急停、CNC-ON/OFF按钮通过图7.2-19a所示的固定连接端和子面板连接器CM67连接;其他8个连接端用户可自由使用。
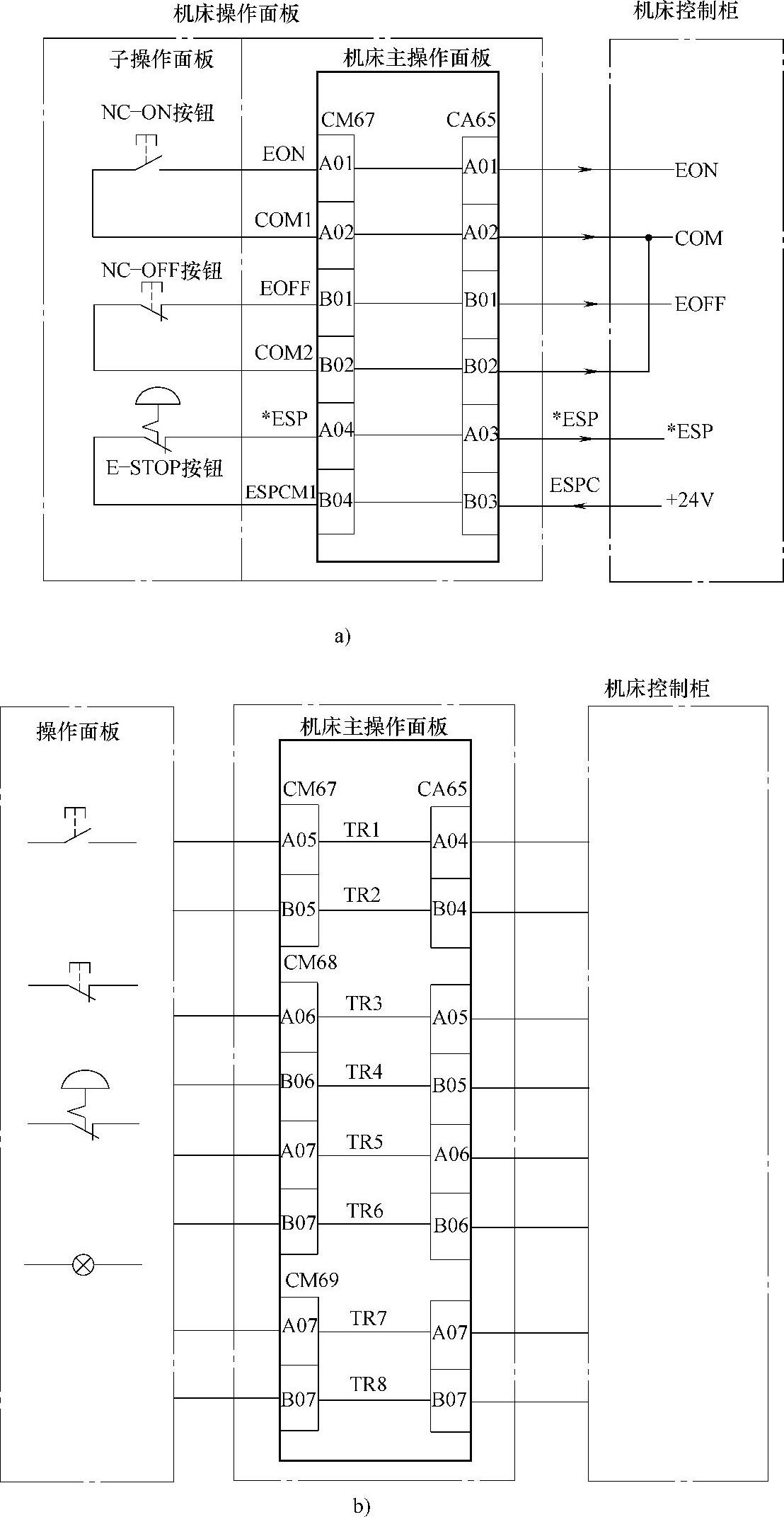
图7.2-19 操作台与电气柜的互连
a)子面板连接 b)自由连接端
3.小型主面板
FS-0iD的小型主面板有小型主面板、小型主面板B两种规格,两者外观相同,但DI/DO连接要求有所区别,小型主面板不能连接用户I/O信号;小型主面板B可连接24/16点用户I/O信号。
小型主面板的连接总图如图7.2-20所示,面板上集成有I/O-Link接口JD1A、JD1B,可以直接作为PMC的I/O单元使用,操作面板上的所有按键、LED指示灯均已内部连接,无需外部接线。
小型主面板的电源连接端CPD1(IN)/CPD1(OUT)为电源连接接口,CPD1(IN)连接DC24V电源输入;CPD1(OUT)为DC24V电源输出,它可用于其他I/O单元的供电,最大输出电流为1A。CPD1(IN)和CPD1(OUT)的1脚为DC24V连接端;2脚为0V连接端;3脚为悬空。
小型主面板的手轮连接器JA3最大可连接3个手轮,其引脚布置与连接要求与主面板的JA3相同,可参见前述的图7.2-17。
小型主面板上的主轴、进给倍率开关通过内部连接器CM65/CM66连接,信号可直接通过I/O-Link总线接口转换为PMC的输入;面板上的急停按钮用于紧急分断控制,需要通过单独的连接电缆与电气柜的强电控制电路连接。
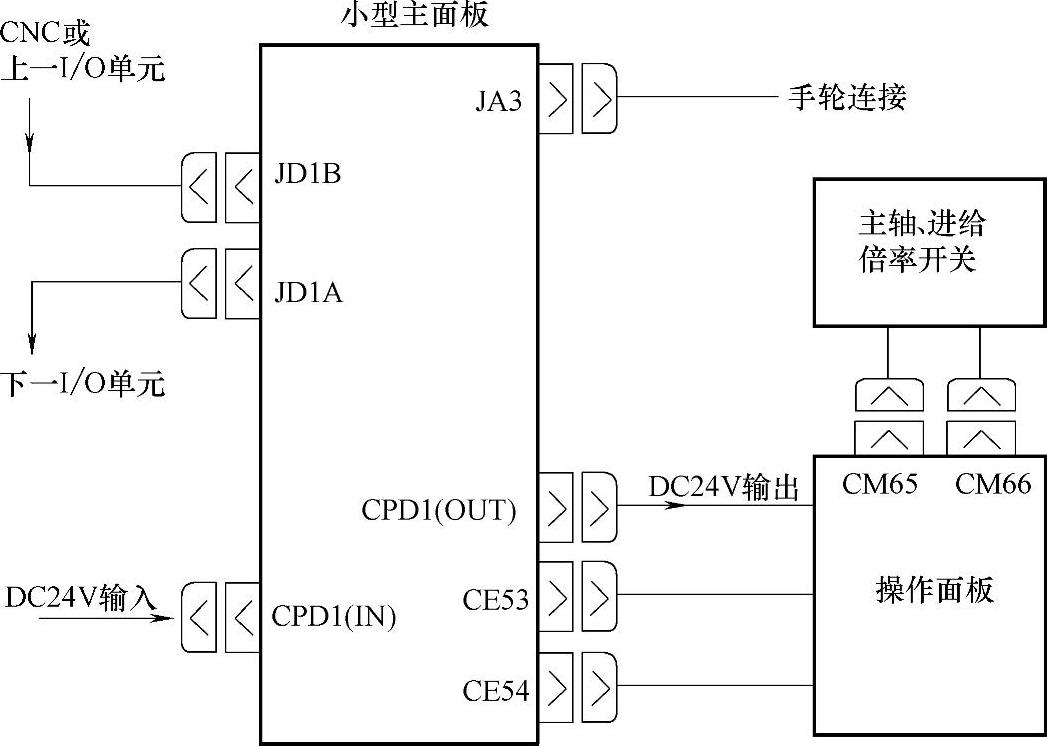
图7.2-20 小型主面板连接总图
4.小型主面板B
小型主面板B的外观与小型主面板相同,但它除了可连接面板上的按键、指示灯、倍率开关及手轮外,还可连接24/16点用户DI/DO信号。
小型主面板B的连接总图如图7.2-21所示。
小型主面板B与小型主面板在连接上主要有如下区别。
①I/O接口电路和面板间的连接,以连接器CE72代替了小型主面板的CE53、CE54。
②增加了急停按钮的连接器CE74,该连接器的1脚与I/O单元内部的DC24V连接,2脚和通用DI/DO连接器CE73的A08脚并联,因此,如不改变出厂接线,其急停按钮只能作为PMC的DI输入信号,连接到用户DI信号Xm2+4.4上。
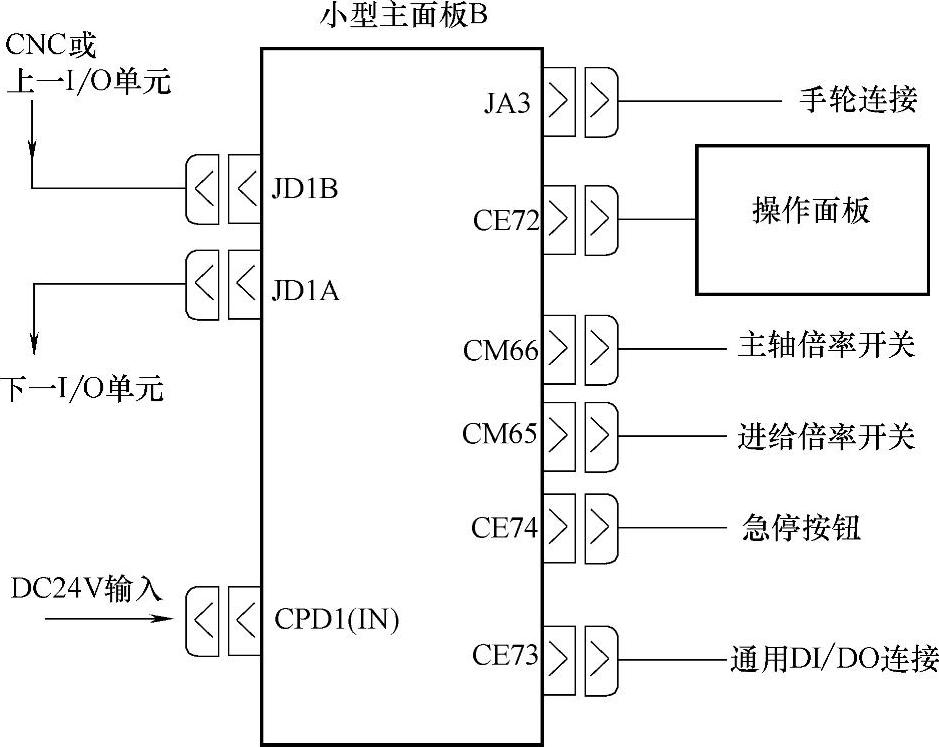
图7.2-21 小型主面板B连接总图
③增加了24/16点用户DI/DO连接器CE73,当机床需要在小型主面板B的基础上,另行增加其他操作按钮或指示灯时,可在操作台上增加特殊的用户操作面板。用户操作面板上的按钮、指示灯可连接到CE73上,并通过主面板的I/O-Link总线,直接转换为PMC的I/O信号,无需另行接线。CE73的I/O连接端布置如表7.2-3所示。
表7.2-3 CE73的DI/DO连接表
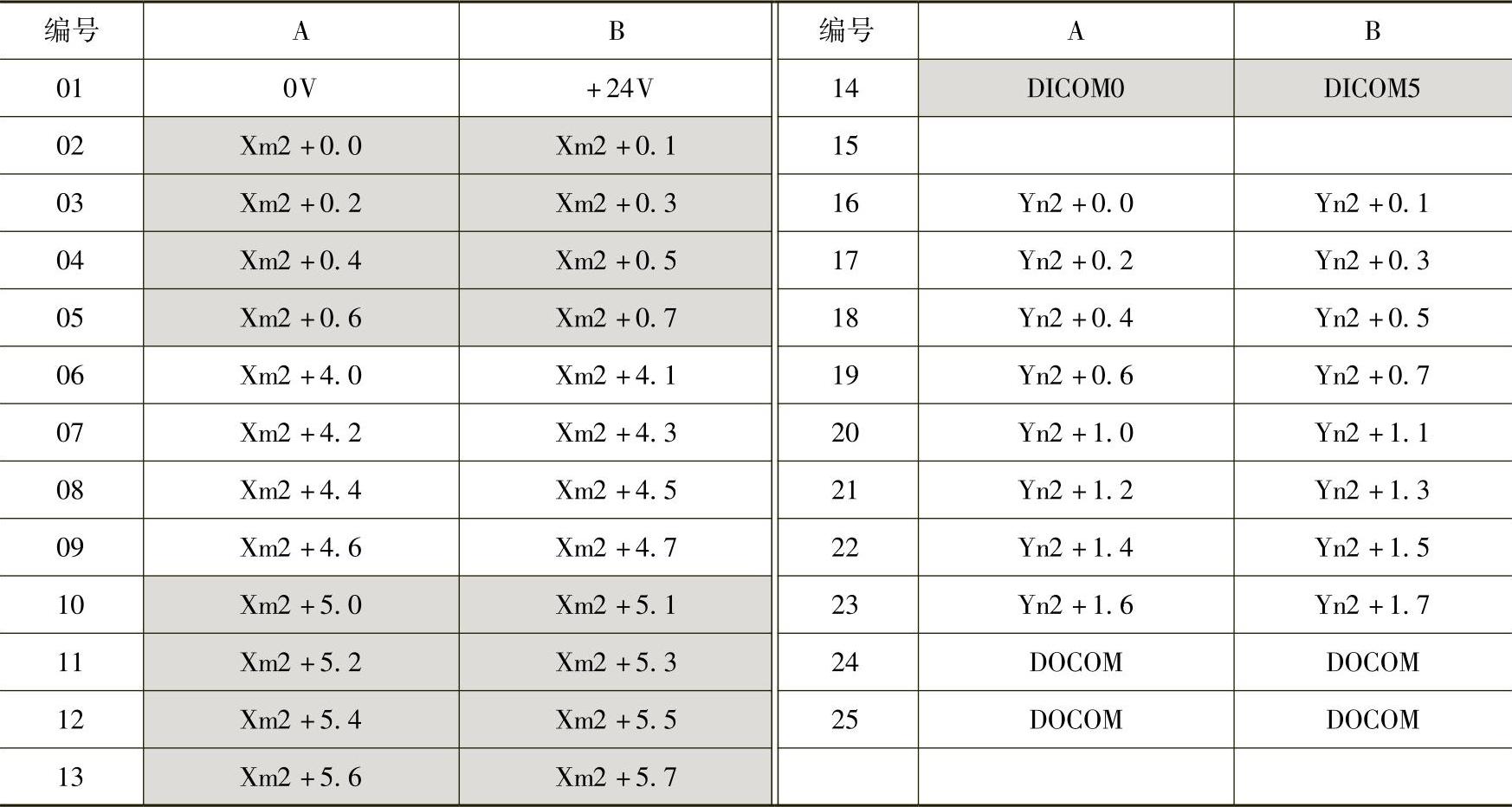
表中的Xm2+0.0~Xm2+0.7、Xm2+5.0~Xm2+5.7可以采用源输入或汇点输入方式,输入连接方式可分别通过CE73-A14、CE73-B14的公共端DICOM1、DICOM5转换。当DICOM1与CE73-A01的0V连接时,Xm2+0.0~0.7为源输入连接,当DICOM1与CE73- B01的+24V连接时,Xm2+0.0~0.7为汇点输入连接;当DICOM5与CE73-A01的0V连接时,Xm5+0.0~0.7为源输入连接,当DICOM5与CE73-B01的+24V连接时,Xm5+0.0~0.7为汇点输入。连接器的Xm2+4.0~4.7为源输入连接。
CE73的DI输入接口电路的原理可参见第4章4.3节,DI输入驱动电源必须由主面板B提供,它是经过内部转换后的DC24V输出,不可与机床的其他DC24V连接。
小型主面板B的全部DO信号均为均为PNP晶体管集电极开路型输出,负载驱动电源需要有外部提供,输出驱动能力为DC24V/200mA。负载驱动电源应从DOCOM端输入,DO输出的接口电路原理可参见第4章4.3节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。