



本设计图只符合电气制图的相关标准,可满足机床的基本电气控制功能需要,但不能达到ISO 13849:2008等安全标准规定的要求,也没有设计相应的安全电路,故只能用于对安全要求不高的国产普及型数控机床。
1.基本说明
①为了便于装订、阅读,数控机床的电路图一般采用A3或A4幅面,由于CNC控制系统一般比较复杂,因此,电路图通常有多页。按照JB/T 2739等标准的规定,图纸的每页都需要分若干图区,本图的水平方向分为1~10共10个等分区,垂直方向分为了A~F共6个等分区。
②JB/T 2739等标准规定,电路图的标题栏尺寸、位置及内容,可由设计单位自行定义。但是为了统一标准,本图的标题栏使用了机械制图同样的格式,“图样标记”上注明了图样的性质,如S、A代表试制。
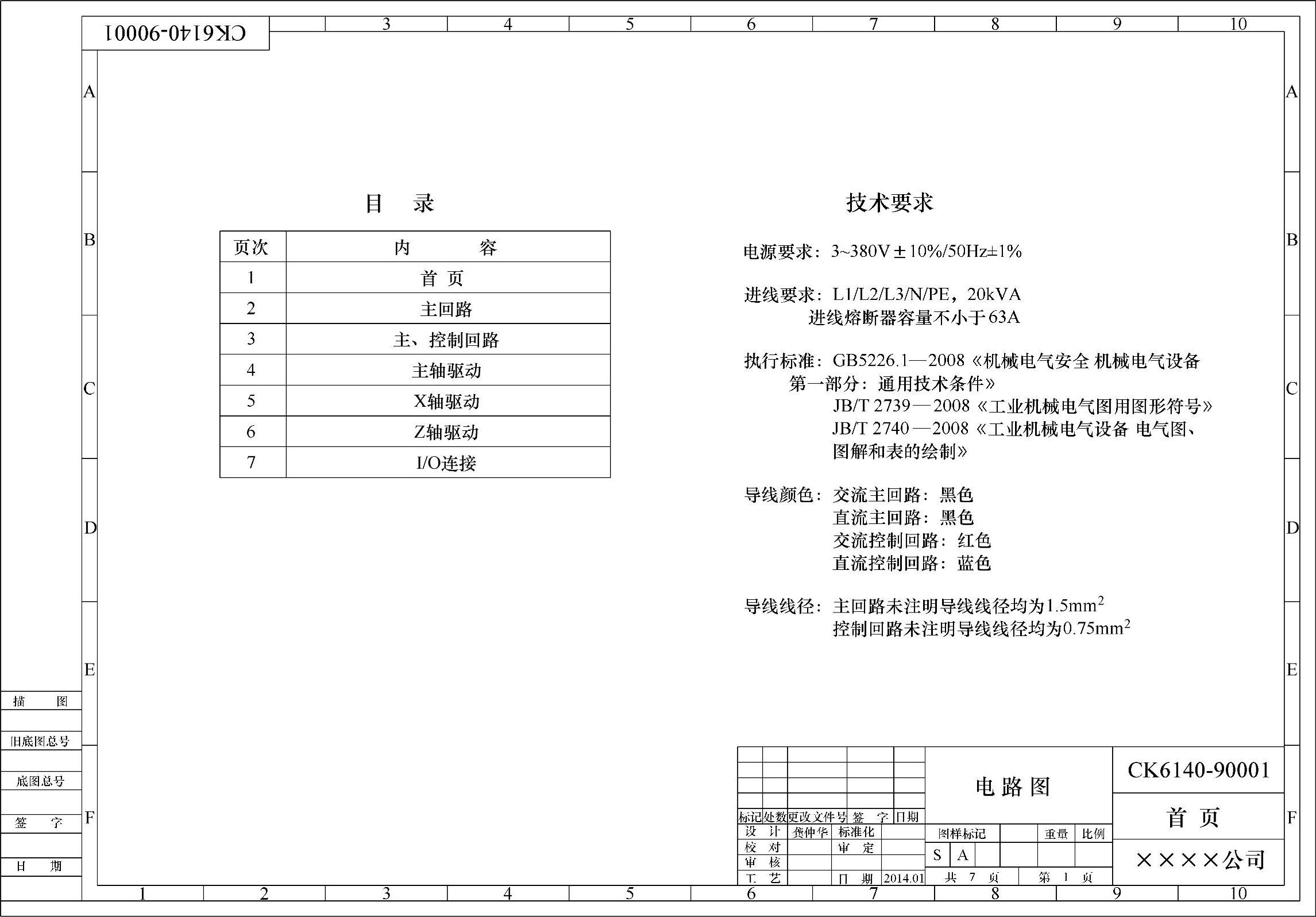
图6.3-2 数控车床电路图(首页)

图6.3-3 数控车床电路图(主回路)
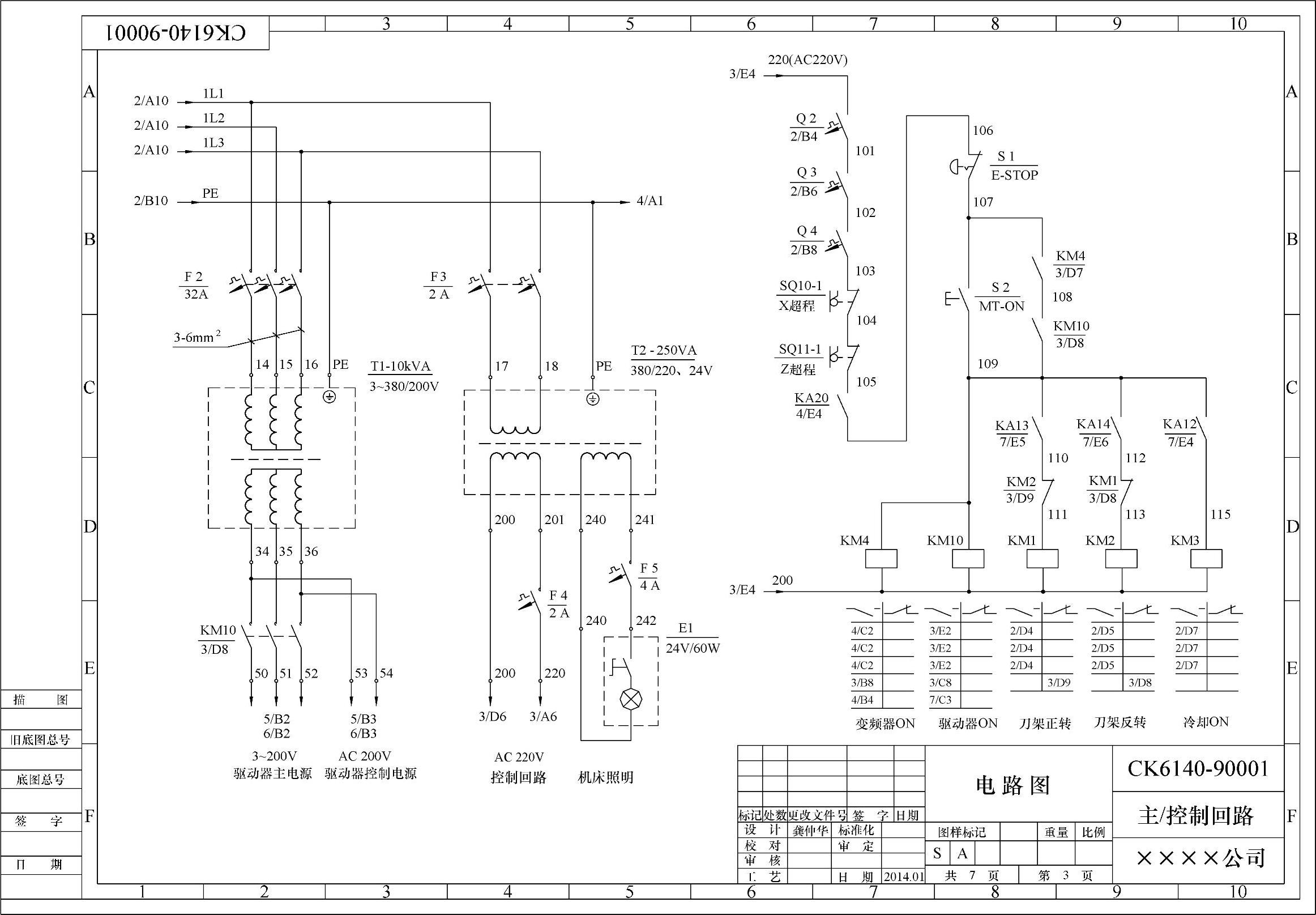
图6.3-4 数控车床电路图(主、控制回路)
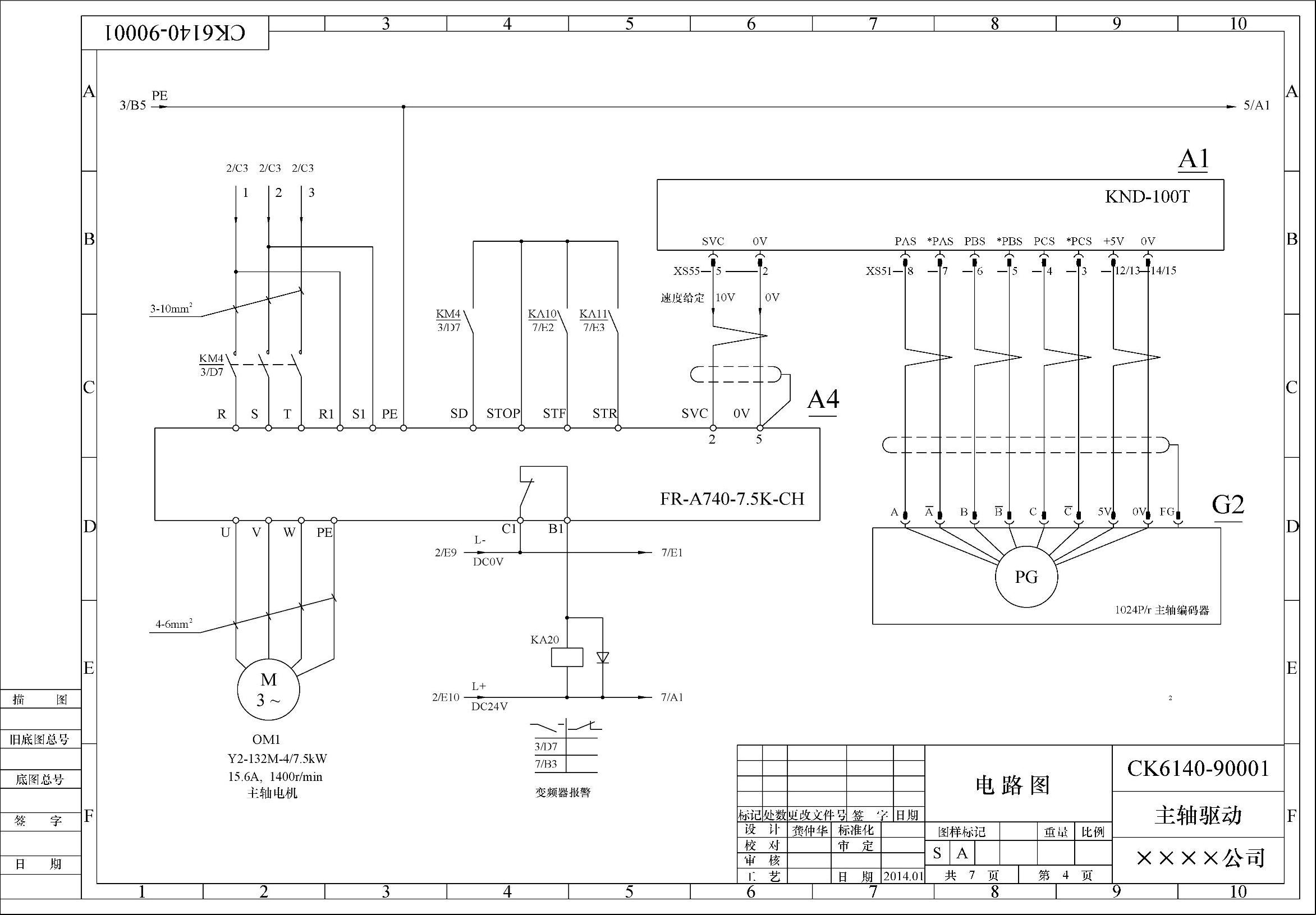
图6.3-5 数控车床电路图(主轴驱动)
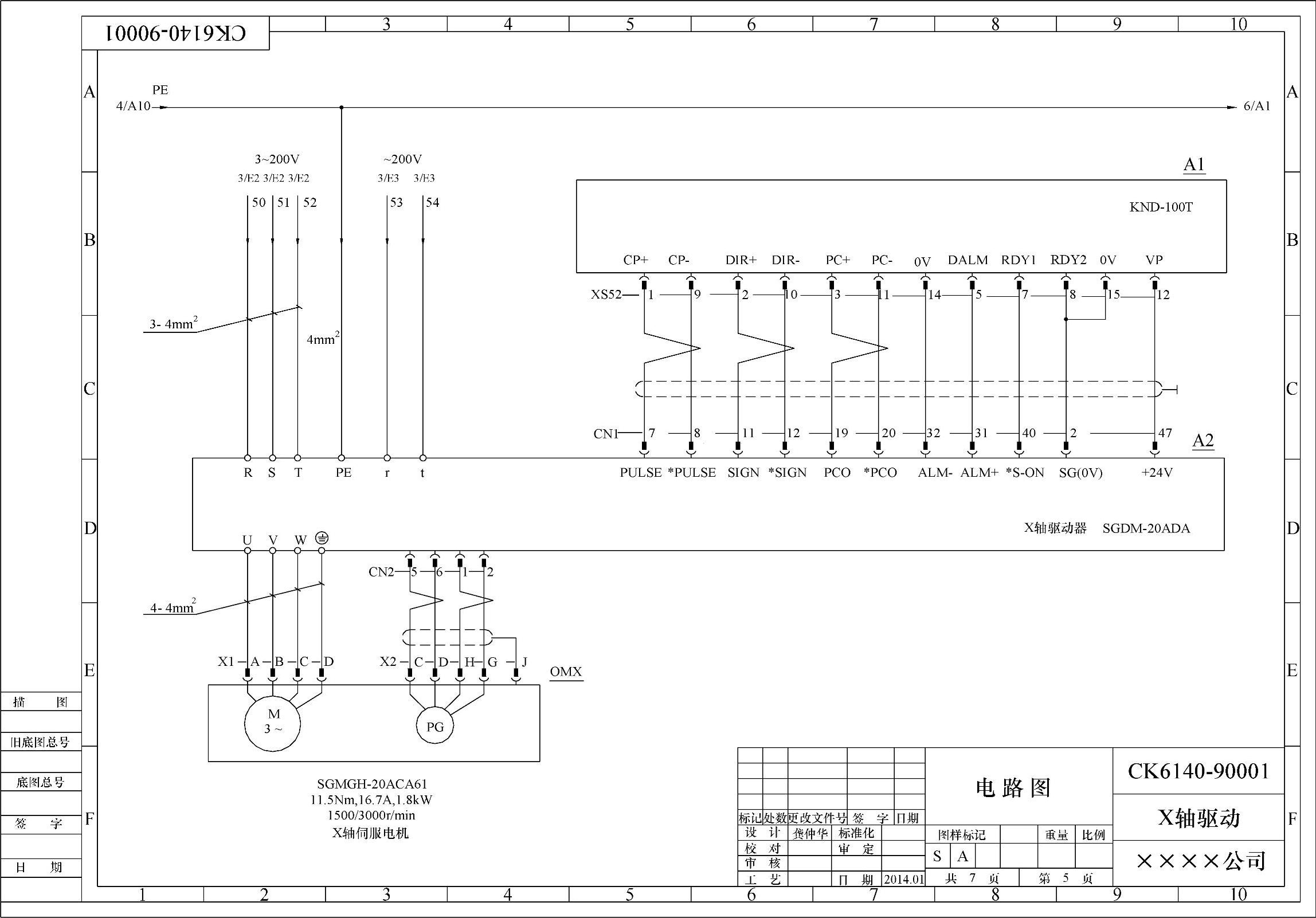
图6.3-6 数控车床电路图(X轴驱动)
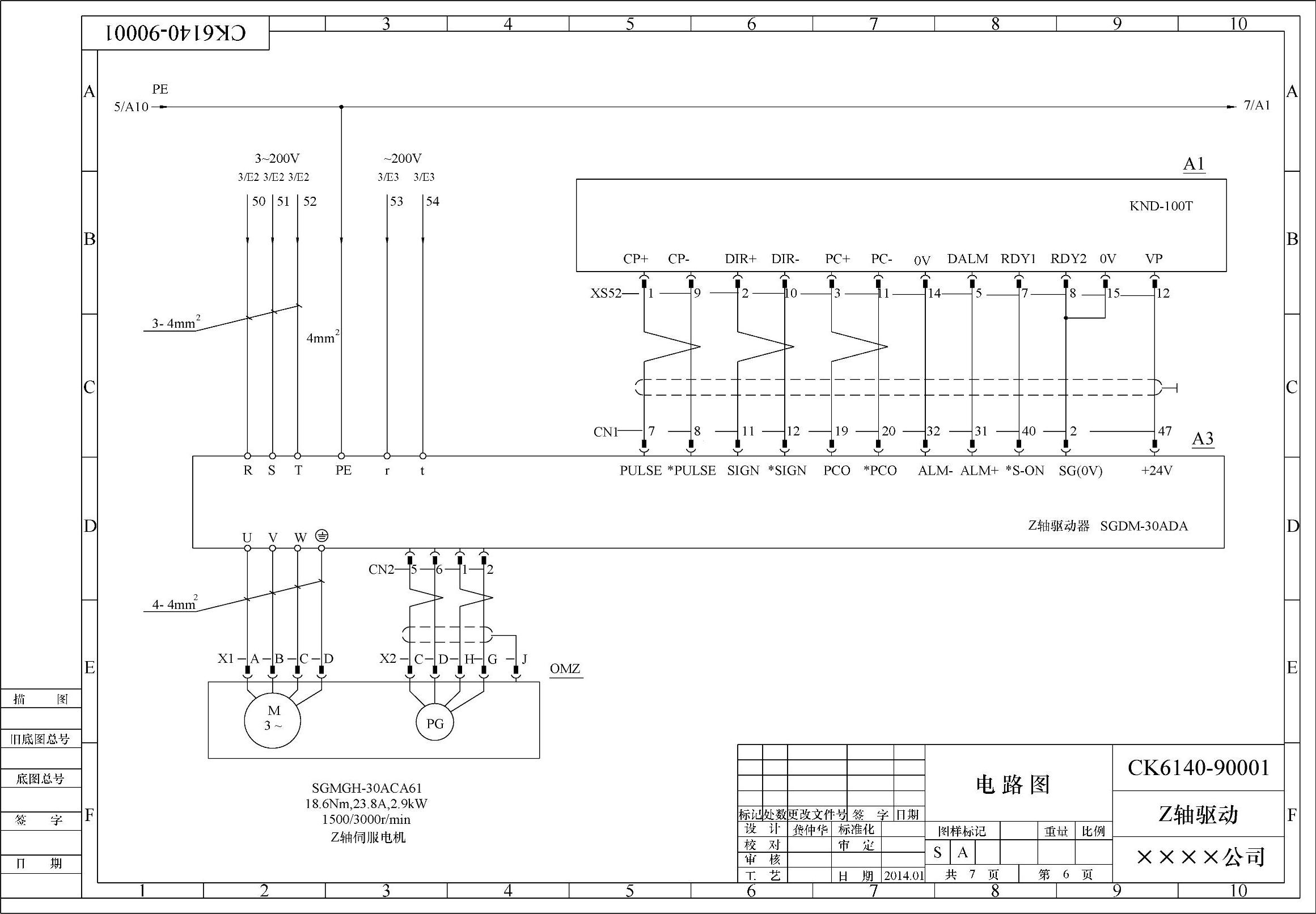
图6.3-7 数控车床电路图(Z轴驱动)
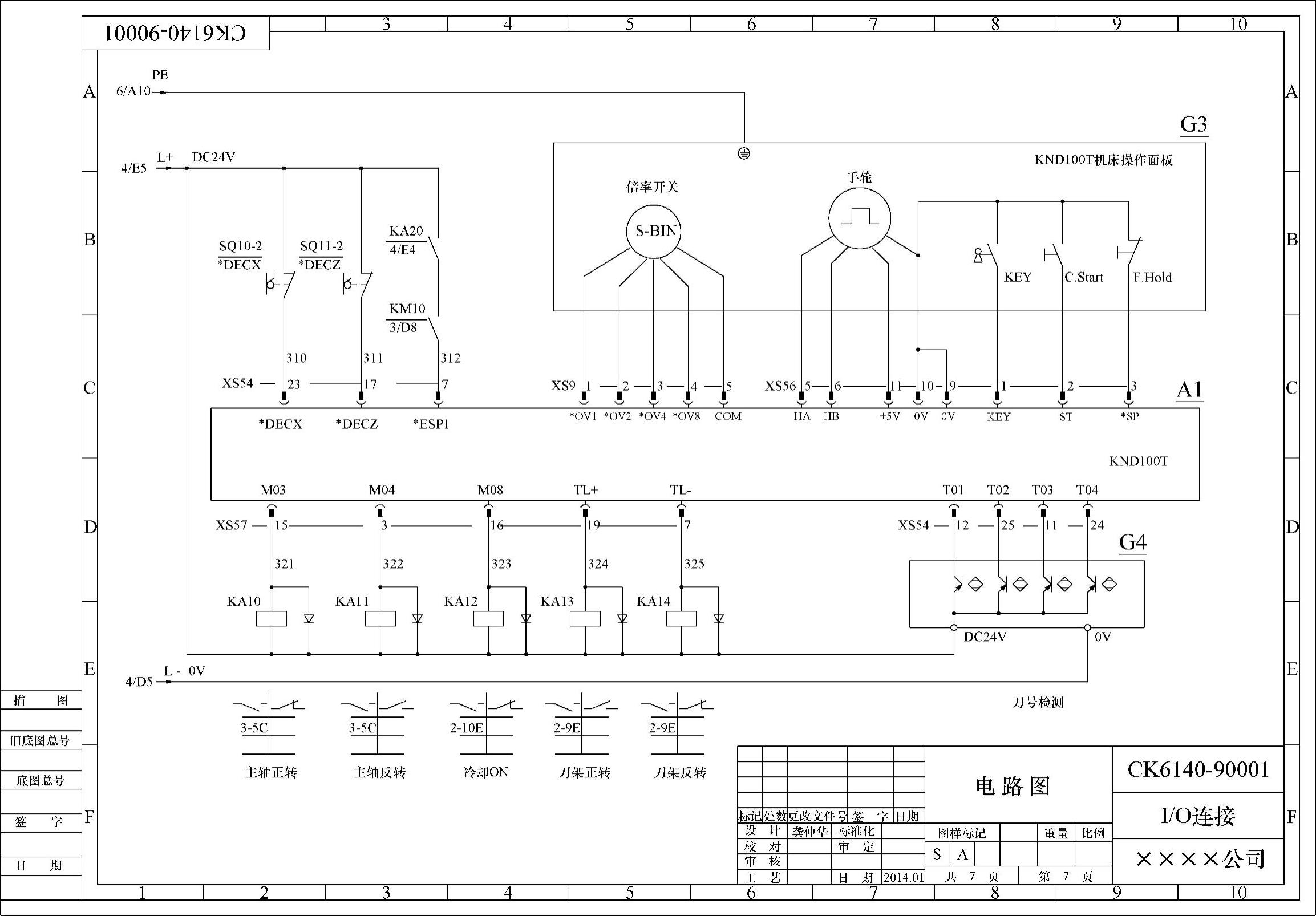
图6.3-8 数控车床电路图(I/O连接)
③为了便于查读,页数较多的电路图宜设计一个图6.3-2所示的首页,该页可标注电路图目录和总体技术要求等内容。
④电路图上的图形与文字符号可采用国标或DIN40900等国际先进标准。DIN40900是IEC、ANSI、BS及国标的范本,国标与之相比尚有待完善,因此,部分图形、文字符号可以与国标有所不同,这样做符合标准所提倡的“不限制技术进步”原则。
⑤图6.3-4中包括了左侧的伺服和控制变压器的主回路和右侧的AC220V控制线路两部分内容,在不引起误解时,为便于阅读、压缩篇幅可采用这样的布置。
⑥图6.3-5~图6.3-7是机床主轴、X轴和Z轴的驱动回路,对于简单CNC系统,为了便于阅读和使用,一般都将相关的电路集中于一页上。
⑦为了保证图纸便于阅读、使用、指导施工,标准规定:电路图中的连接线需要加实心圆点,即工程图原则上不能采用教材等参考资料中连接线不加“圆点”的简化画法。
2.主回路说明
图6.3-3所示的主回路包括了电动机主回路、电源主回路两部分,其要求如下。
①主回路的进线处要标明设备对输入总电源的电源电压、频率、容量要求。为了保证电源进线按照相线、中性线、保护接地线有序排列,且不会引起歧义,电源总开关可采用标准允许的“镜像(上开下闭)”绘制方式。
②图中的F1、Q1等采用了DIN40900标准规定的微型断路器、电动机保护断路器符号,图形与国标有所不同。F1、Q1下面的63A、0.23A等是微型断路器的额定电流和电动机保护断路器的整定电流值;KM1触点下的3/D8、KM2触点下的3/D9等,用来表示该接触器线圈所在的图区。
③图中的G2是CNC配套提供的交流稳压源,稳压源为单相进线,使用三相电动机保护断路器Q4进行短路与过载保护,可将其中的两极触点串联使用(详见3.2.2节)。
④图中的电动机等主要器件应标明名称、型号、规格和主要技术参数。按照JB/T 2739推荐,器件或电路的名称标注在电路图的上方,但是,如果这种标注法可能造成阅读的不便,则可按照DIN40900标准规定,直接将其标注在器件下方。(https://www.xing528.com)
3.控制电路说明
图6.3-4包括了左侧的伺服和控制变压器主回路和右侧的AC220V控制线路两部分。
①为了节省成本,本机床伺服和控制变压器的主回路采用了微型断路器进行短路、过载保护。在正常情况下,变压器的一次侧电源在总开关接通后,便可自动接通;因此,机床的CNC、变频器、伺服驱动器等主要控制装置的控制电源可在总开关接通后立即加入,从而保证了主要控制装置可在机床正式起动前完成自检和测试。
②在图6.3-4的AC220V控制电路上,机床紧急分断和起动/停止电路合二为一。紧急分断通过急停按钮S1实现。此外,当坐标轴出现超程、电动机保护断路器动作、主轴变频器报警时,也需要紧急分断系统。
为了简化操作、节省成本,同时使得操作台布置美观,本机床直接将KND100T配套的附加机床操作面板上的起动、急停按钮,作为机床起动和紧急分断按钮使用;使用时应对KND出厂所连接的CNC急停按钮输入稍加改变。
③如机床不为紧急分断状态,可通过起动按钮S2接通变频器和伺服驱动器的主电源,起动机床。
④机床的刀架电动机由来自CNC操作面板上的手动按键或加工程序中的T指令,控制正反转和通断。刀架旋转时,CNC可通过图6.3-8中的DO信号TL+、TL-控制KA13、KA14的通断,但其正反转接触器KM1、KM2仍必须通过电磁触点互锁。
⑤机床的冷却电动机由来自CNC操作面板的手动按键或加工程序中的M08/09指令控制通断。冷却起动时,CNC可通过图6.3-8中的DO信号M08控制KA12通断;由于操作冷却停止按键或执行M09指令,CNC可自动断开M08的输出,故无需再使用CNC的DO输出M09。
4.主轴驱动电路说明
图6.3-5所示为使用三菱变频器控制的主电动机驱动电路,因其电路较为简单,为了便于阅读,其主回路、DI/DO回路及主轴编码器的连接电路集中于一页。
①主轴驱动变频器的控制电源,在机床总电源接通后即加入,如变频器硬件、软件无故障,其报警输出触点B1/C1输出保持ON,KA20将接通。
②变频器无故障是机床正常工作的前提条件,为此,一方面需要在图6.3-4中,将KA20的常开触点串联在机床的起动/停止控制电路中,故障时可紧急分断机床;另外,还需要将其串联到图6.3-8的CNC急停输入*ESP1上,控制CNC急停。
③由于变频器内部具有完善的电子过电流等过载保护功能,且普通的断路器、热继电器并不很适合于变频电路的保护,因此,当变频器和电动机为1∶1控制时,无需再安装电动机过载保护的断路器或热继电器。
④变频器的频率给定来自于CNC的主轴转速S模拟量输出。S模拟量输出可通过CNC加工程序中的S指令改变,它可直接控制变频器的输出频率,改变主电动机转速。
⑤使用变频器调速的电动机转向可通过变频器DI信号控制,因此,可将CNC输出的转向信号M03/M04作为变频器的转向控制信号。主轴电动机需要停止时,CNC的转向信号M03、M04将全部断开,主电动机将在变频器的控制下减速停止;另外,主接触器KM4也是变频器运行的前提条件,它需要连接到变频器的停止输入STOP上。考虑到电路的通用性,本机床的CNC转向输出信号M03、M04,使用了中间继电器KA10、KA11,以便灵活适应不同的变频器产品。
⑥主轴位置编码器用于螺纹车削加工时的进给轴跟随控制,其输出可直接连接到CNC的主轴编码器接口XS51上。
5.伺服驱动电路说明
图6.3-6、图6.3-7为使用安川伺服的X、Z轴驱动电路,因其电路较为简单,为了便于阅读,其主回路、DI/DO回路可集中于一页。
①伺服器的控制电源在机床总电源接通后即加入,驱动器主电源则需要在机床正常起动后才能接通。
从更高的要求上看,驱动器的报警输出触点同样应作为主电源的接通条件,串接到机床起动/停止控制回路中,但是,由于国内普及型CNC生产厂家的接口、提供的配套电缆均未按照此要求设计,因此,本机床也采用了将驱动器报警输出作为CNC输入的国内习惯做法,这是电路设计的不足。
②伺服驱动器本身带有电子过流保护功能,且一般的热继电器、断路器的过载保护性能不适用于伺服电动机的过载保护,因此,伺服电动机一般不能安装过载保护的断路器或热继电器。
③驱动器的DI/DO信号和CNC驱动器接口的连接,直接采用了KND提供的连接方式,有关内容可参见6.2.3节。
6.I/O连接电路说明
图6.3-8为KND100T的I/O连接电路,说明如下。
①本机床配套了KND100T的附加机床操作面板,该面板上的机床起动、急停按钮直接作为图6.3-4控制电路中的机床起动和紧急分断按钮使用;其他按钮、倍率开关、手轮均直接连接到CNC的相关接口上。
②由于控制系统简单,KND100T的DI信号只需要连接基本的X/Z轴回参考点减速*DEC X/*DEC Z信号、急停信号*ESP1。
③CNC的DO信号M03/M04、M08、TL+/TL-分别连接主轴正反转、冷却、刀架正反转的控制继电器KA10~KA13。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。