



1.基本说明
KND100M的连接器布置如图6.2-1所示,KND公司的K100、K1000及广州数控设备厂的GSK980等普及型CNC的连接信号和连接要求基本相同,虽然,不同时期生产、不同型号的CNC的连接器编号可能稍有不同,但其信号和要求基本一致。
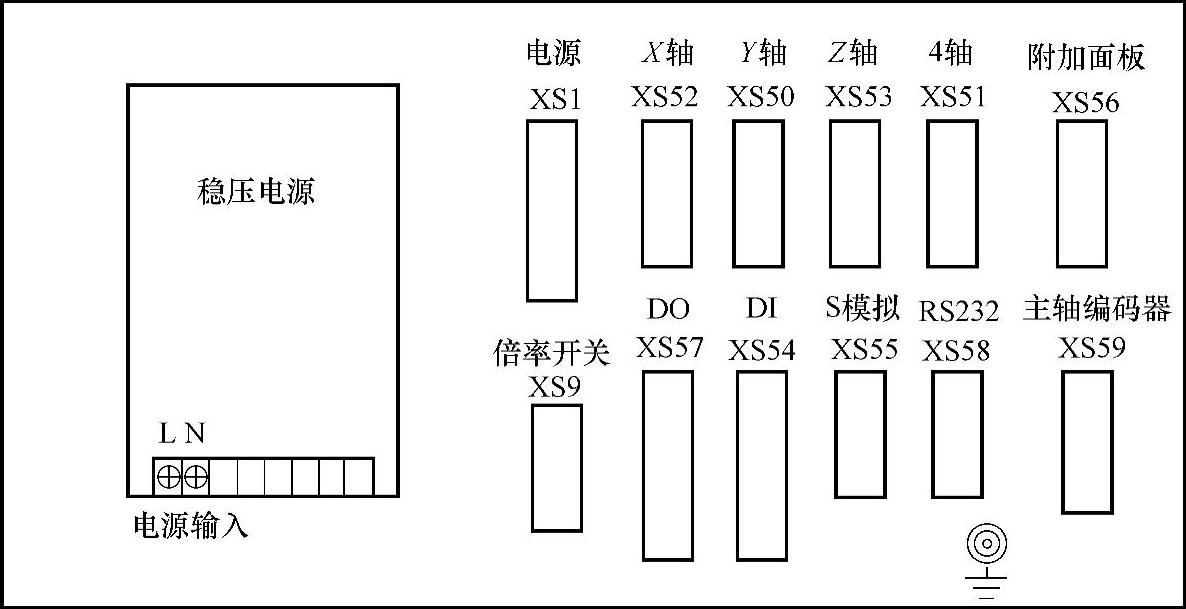
图6.2-1 KND100M的连接器布置
CNC的连接包括电源、伺服(简称SV)、主轴(简称SP)、操作面板、机床I/O信号(简称DI/DO)、通信接口等。
①电源连接。一般而言,普及型CNC的CNC结构简单、价格便宜,通常都直接使用市售的AC220V输入/DC24V、±12V、5V输出的集成稳压源,外部只需要连接AC220V交流输入。在一般应用场合,容量不大的机床侧输入和驱动继电器输出的DC24V电源,也可以直接由该稳压源供给。
②SV连接。普及型CNC可配套通用伺服驱动器或步进驱动器,驱动器连接主要包括位置指令脉冲、驱动器使能、报警、准备好等信号;此外,还需要连接回参考点操作所需要的编码器零脉冲或接近开关输入。
③SP连接。普及型CNC可选配S模拟量输出功能,将加工程序中的S代码转换为变频器等主轴驱动器所需的模拟电压;此外,为了进行螺纹车削加工,车床用的CNC还需要连接主轴位置反馈编码器。
④DI/DO连接。普及型CNC的DI/DO信号分操作面板I/O和机床I/O两部分,前者用于操作面板的按钮、指示灯连接;后者连接机床侧的行程开关、继电器/接触器辅助触点及继电器/接触器线圈。由于CNC一般无内置PLC或PLC功能十分简单,其DI/DO信号的连接端和功能通常为固定。
⑤通信连接。普及型CNC可通过RS232C、RS422等标准串行接口进行程序、参数的输入/输出,接口可按标准串行通信的一般要求连接。
2.驱动器接口
KND100M的X/Y/Z/4轴驱动器接口连接器分别为X52/X50/X51/X53;车床用的KND100T的X/Z轴驱动器接口连接器为X52/X50;各轴的连接要求完全相同,驱动器接口如图6.2-2所示,信号说明如下。
①位置指令脉冲输出:CNC的位置脉冲CP+/CP-及方向信号DIR+/DIR-为线驱动输出,当CNC内部设定端SA2断开时,输出为“脉冲+方向”信号;设定端SA2短接时,输出正、反转脉冲。
②MRDY1/MRDY2为CNC准备好继电器触点输出,它可用作驱动器的起动信号(如伺服ON信号等)。
③驱动器准备好:DRDY为驱动器准备好输入信号,可用作CNC的互锁信号,信号采用汇点输入连接方式,DC12V输入驱动电源由CNC内部提供。
④驱动器报警:DALM为驱动器报警输入信号,可用作CNC的紧急停止信号,信号采用汇点输入连接,DC12V输入驱动电源由CNC内部提供。
⑤零脉冲信号:PC+/PC-用于CNC的回参考点操作,它可为来自编码器的零脉冲或接近开关输入,PC+/PC-的驱动电源可由CNC的电源输出端VP/0V提供。
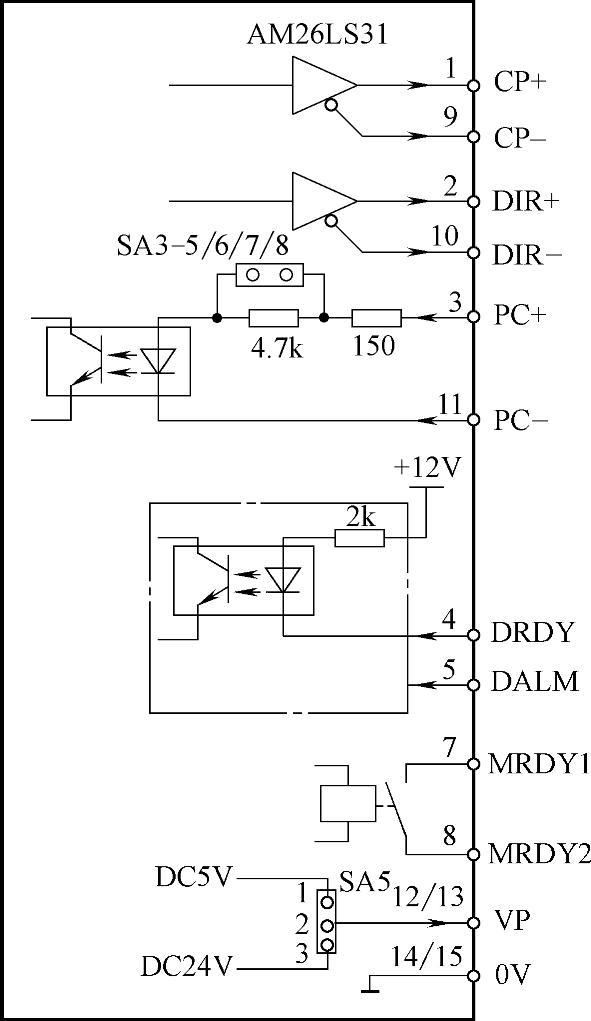
图6.2-2 驱动器接口
CNC设定端SA3-5/6/7/8用来选择零脉冲的信号电压。对于编码器的DC5V零脉冲输入,应将设定端短接,使光耦合器的限流电阻为150Ω;对于DC24V接近开关输入,应将设定端断开,使得光耦合器的限流电阻为4.85kΩ。
⑥驱动电源:CNC的连接端VP/0V为信号驱动电源输出,可通过设定端SA5选择为DC5V或DC24V输出。
3.主轴连接
KND100可输出主轴转速S的模拟电压,在数控车床上,还可连接A/B/C相差分输出、1024P/r的增量型编码器,以实现螺纹车削加工。
CNC的S模拟量输出电压为DC0~10V,它可直接作变频器的速度给定输入信号。S模拟量输出连接端为连接器XS55的第5脚(DC0~10V),XS55的2/3/4脚为0V参考电平输出连接端。
车床控制用的KND100T需要连接主轴编码器,主轴编码器的连接器编号为XS51;在需要进行主轴定向准停功能的特殊KND100M上,主轴编码器的连接器编号为XS59。主轴编码器的引脚见表6.2-1。(https://www.xing528.com)
表6.2-1 XS51主轴编码器的连接

4.附加操作面板连接
KND100的连接器XS56用于连接KND附加机床操作面板的按钮和手轮;操作面板上的进给倍率开关使用单独的连接器XS9,但在KND1000上,进给倍率开关也通过连接器XS56连接。XS56、XS9采用0V公共的汇点输入连接方式,其连接端布置见表6.2-2。
表6.2-2 KND100M/100T面板输入XS56连接表

5.机床I/O连接
KND100的机床I/O连接的接口电路原理如图6.2-3所示。连接器XS54用于连接机床输入的DI信号,应采用DC24V源输入连接方式,输入信号的触点容量应大于DC30V/16mA,输入驱动电源一般直接从CNC的稳压电源上引出。
KND100的连接器XS57用于连接CNC输出的DO信号,输出形式为NPN晶体管集电极开路输出,驱动能力为DC24V/200mA,输出负载的驱动电源原则上应由外部提供,但容量不大时也可从CNC稳压电源上引出。输出连接时必须注意过电压抑制二极管的极性,错误的极性将直接损坏输出驱动电路;此外,CNC输出也不允许连接交流负载。
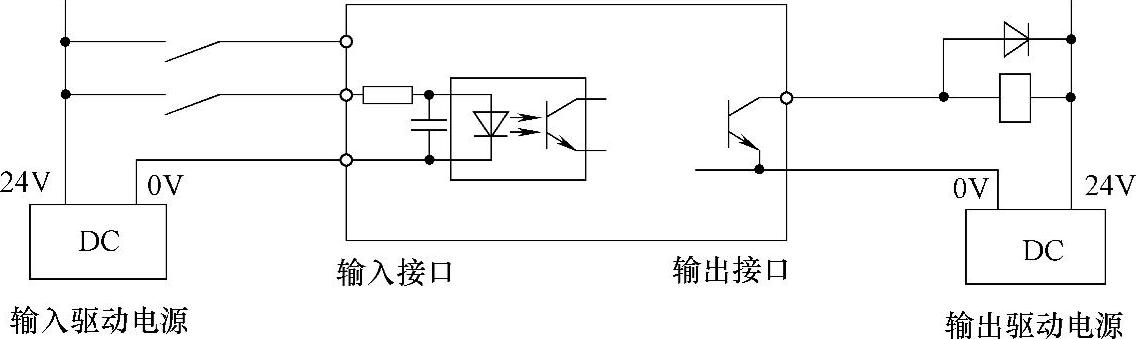
图6.2-3 机床I/O接口
KND100T常用的DI、DO信号及连接端分别见表6.2-3、表6.2-4。
表6.2-3 KND100T-DI信号连接表
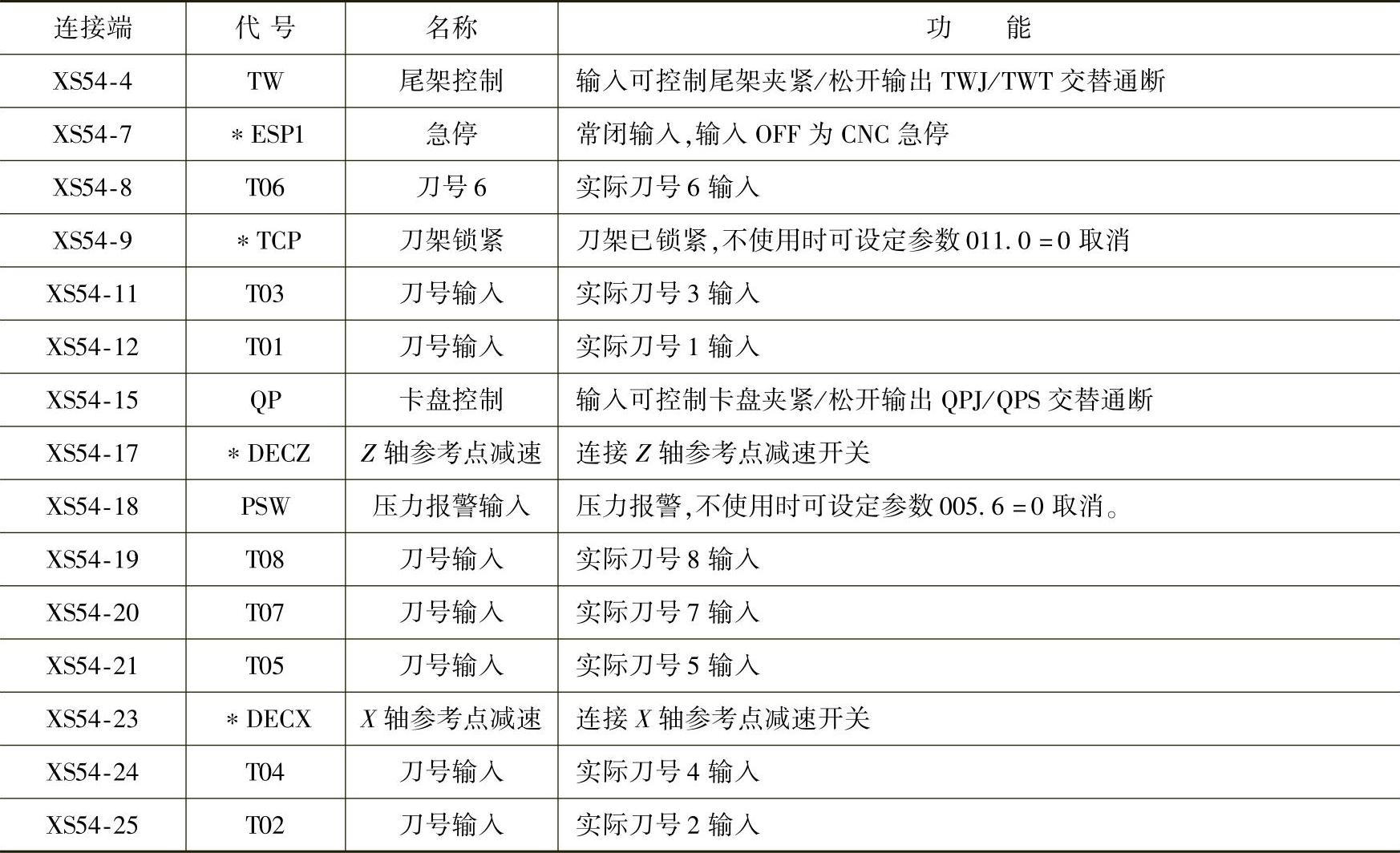
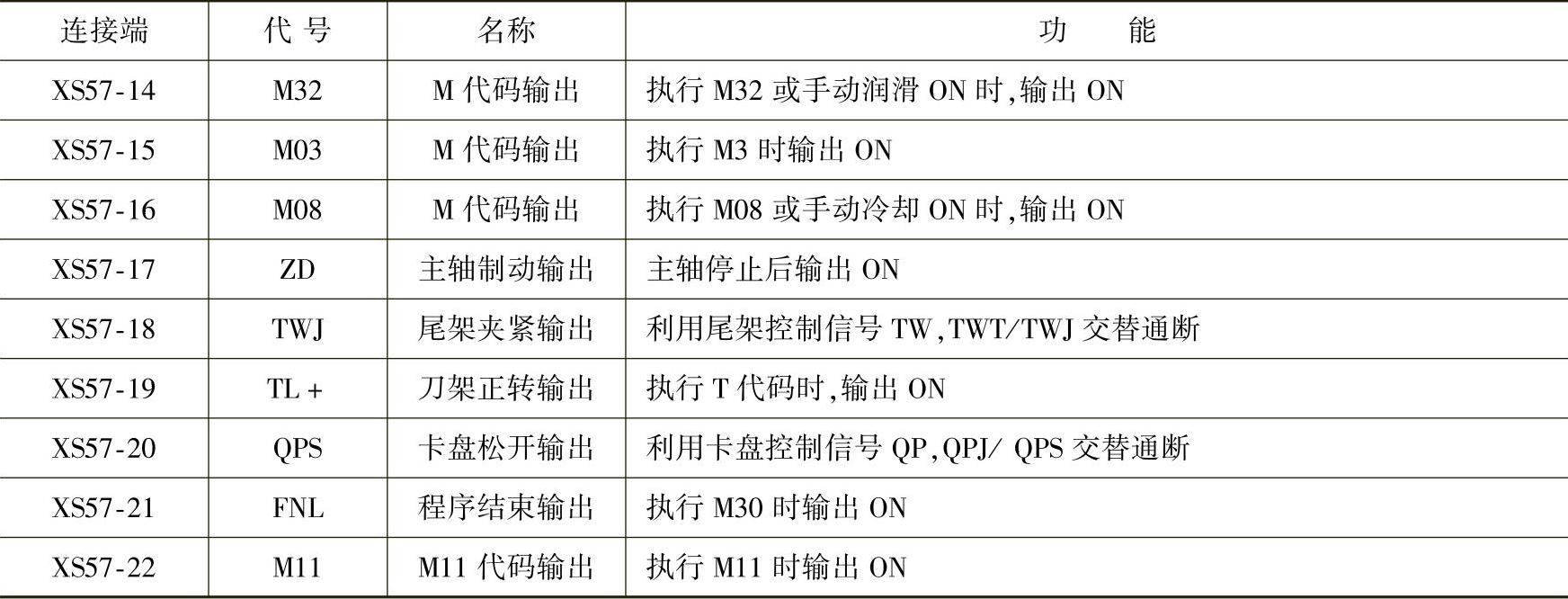
表6.2-4 KND100T-DO信号连接表
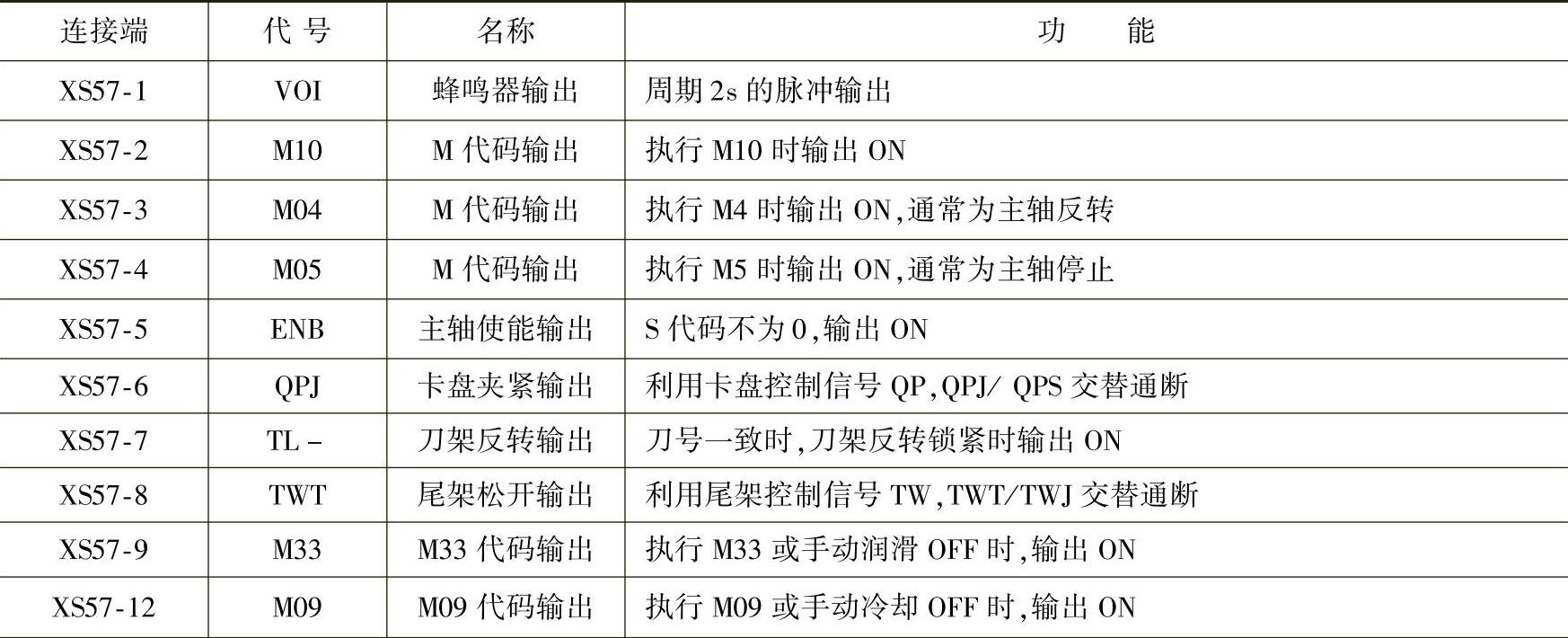
(续)
KND100M常用的DI、DO信号及连接端分别见表6.2-5和表6.2-6。
表6.2-5 KND100M-DI信号连接表

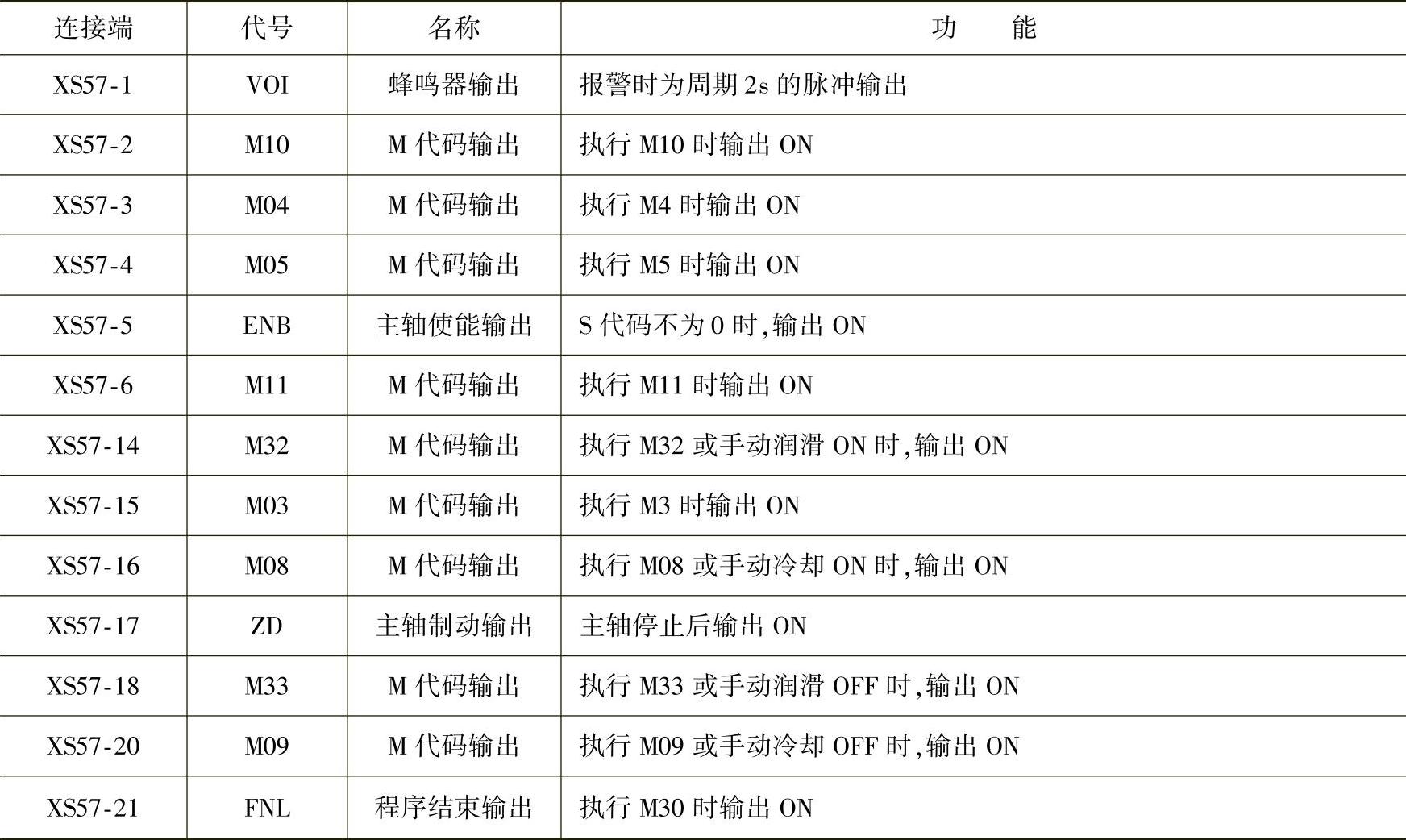
表6.2-6 KND100M-DO信号连接表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。