



1.CNC系统组成
普及型数控系统是利用伺服驱动器实现位置控制的数控系统,它与全功能数控系统的最大区别在于:普及型CNC只能输出位置指令脉冲,而不具备闭环位置控制功能,因此,坐标轴的闭环位置控制需要通过伺服驱动器实现。
普及型CNC系统的一般组成如图6.1-1所示,它通常由CNC/MDI/LCD集成单元(简称CNC单元)、伺服驱动、主轴驱动(一般为变频器)、机床操作面板和I/O设备等硬件组成,CNC对配套的驱动器、变频器的厂家和型号无要求。
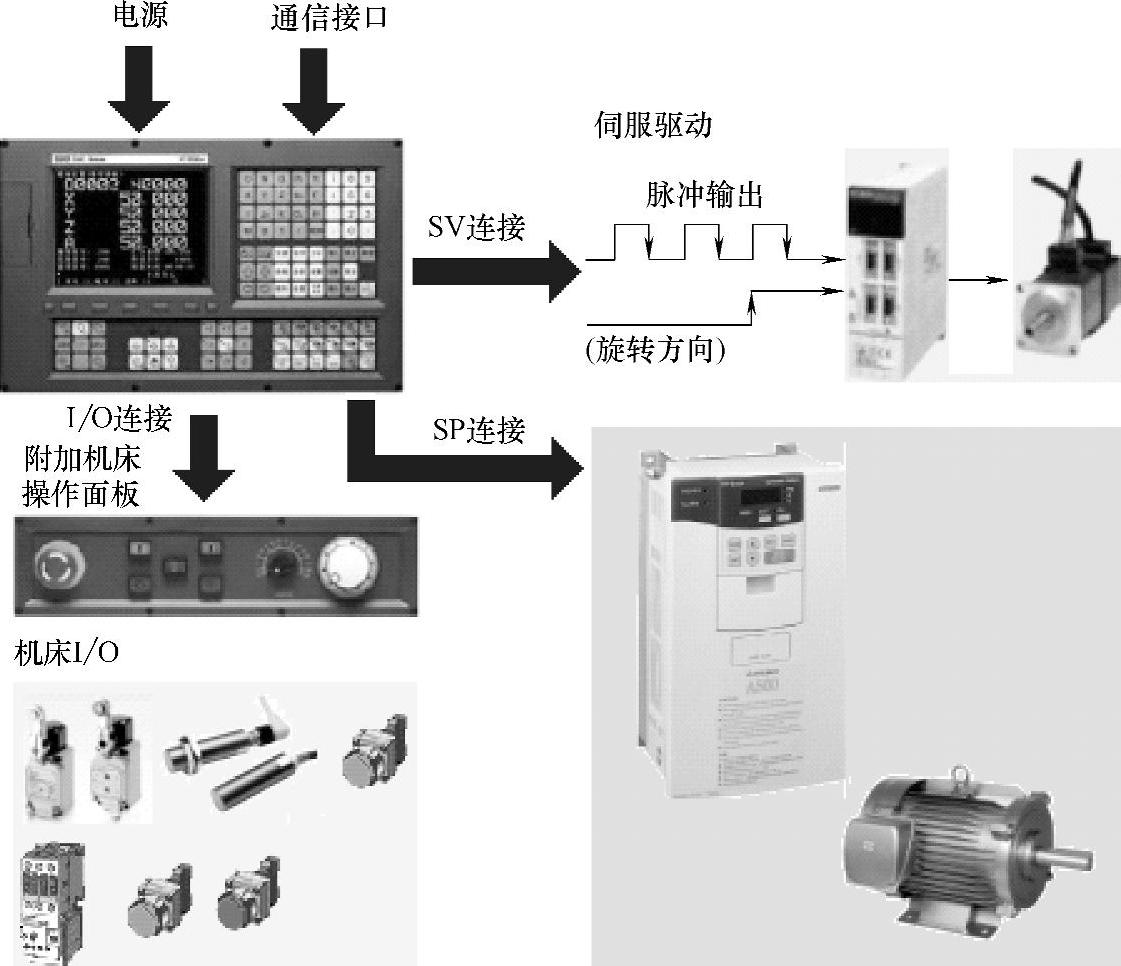
图6.1-1 普及型CNC的组成
国产普及型CNC价格低、可靠性较好,部分产品也具备多轴联动功能,可用于对加工精度、轮廓控制性能要求不高的数控机床控制。但由于CNC不能对坐标轴的实际位置、速度进行实时监控,不能闭环控制插补轨迹与速度;加上CNC及PMC的功能较简单,因此,一般不能用于加工中心、车削中心、车铣复合加工机床等高速、高精度数控机床的控制。
2.CNC
国产普及型CNC结构简单,其数控装置(CNC)、手动数据输入/显示(MDI/LCD)面板、机床I/O接口一般集成一体,组成一个相对独立的单元。以使用较为广泛的典型产品KND100为例,其外观如图6.1-2所示。
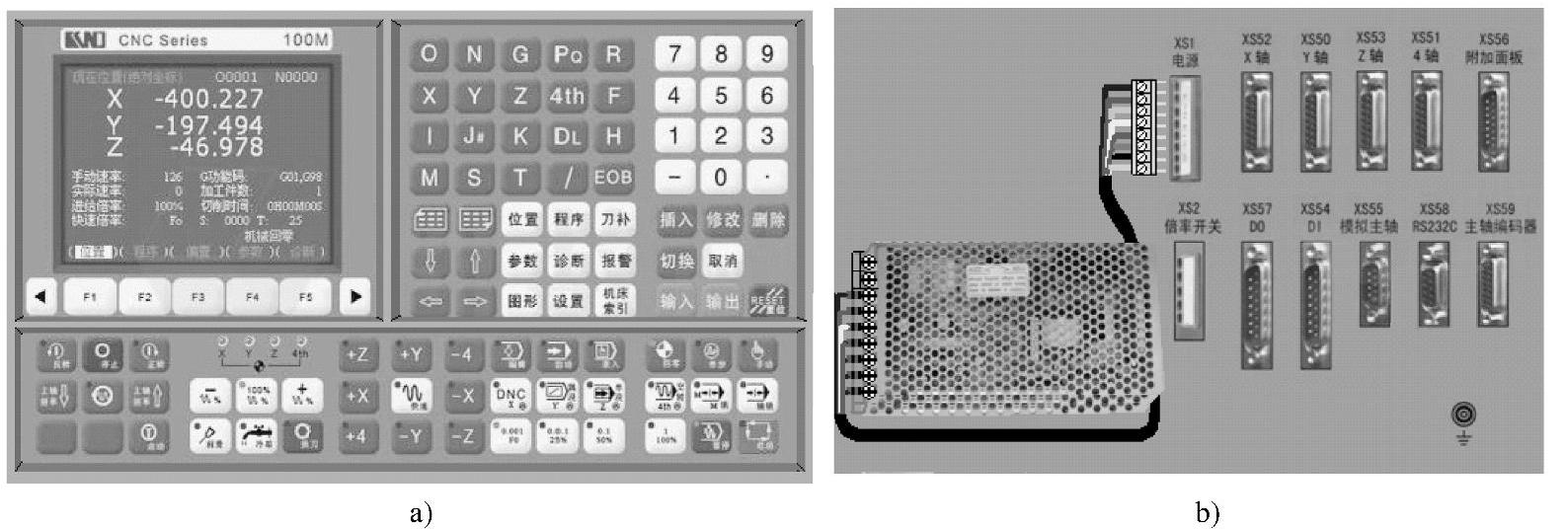
图6.1-2 KND100M外观
a)正面 b)背面
CNC单元的正面为操作面板与液晶显示器(LCD),操作面板一般将CNC的程序与数据输入面板(MDI)和机床操作面板集成一体。机床操作面板上布置有CNC操作方式选择、程序运行控制、坐标轴方向、主轴/冷却/润滑等常用操作键;如需要,还可选配带有电源ON/OFF、急停、进给倍率开关、手轮等操作器件的附加机床面板。
CNC的背面安装有伺服驱动器、主轴变频器和机床I/O信号、附加机床操作面板、RS232通信等连接接口。由于普及型CNC不能对坐标轴的实际位置、速度进行实时监控,因此,CNC无进给轴的位置反馈连接接口。但是,为了回参考点等功能的需要,伺服驱动器的零位脉冲信号需要连接到CNC上;此外,在数控车床控制的CNC上,为了加工螺纹,用于检测主轴角位移的编码器需要连接到CNC上,以便控制Z轴跟随主轴同步进给。
普及型CNC一般直接使用通用的开关稳压电源,稳压电源安装于CNC的背面,其直流输出直接与CNC连接。由于普及型CNC的机床I/O点数较少,在一般应用场合,其输入/输出驱动的DC24V电源,也可以直接由稳压源供给。
3.伺服驱动
国产普及型数控系统的伺服驱动,需要采用本身带位置控制功能的通用型伺服驱动器。通用型伺服驱动器是一种可独立使用的位置控制装置,它不仅可用于CNC的进给轴控制,而且还可与PLC、工业计算机或其他电子控制装置配套,用于自动生产线、机器人、输送设备等的控制。
采用通用型伺服驱动器的伺服驱动系统如图6.1-3所示,它由伺服驱动器、电动机及相关的辅助器件组成。通用伺服的驱动器具有闭环位置、速度、转矩控制功能,它可以通过伺服电动机内置的编码器,独立构成闭环位置、速度、转矩系统。伺服驱动器用于闭环位置控制时,位置指令一般以脉冲的形式输入,指令脉冲的频率和数量直接决定电动机的转速和转角。这种驱动器对指令脉冲的来源无要求,它既可与普及型CNC配套,也可与PLC配套构成PLC定位控制系统。指令脉冲输入采用通用型接口,它可接收线驱动输出、集电极开路输出、TTL输出等信号;指令脉冲可为90°相位差的正/反转脉冲,也可是“脉冲+方向”信号或独立的正、反转脉冲。(https://www.xing528.com)
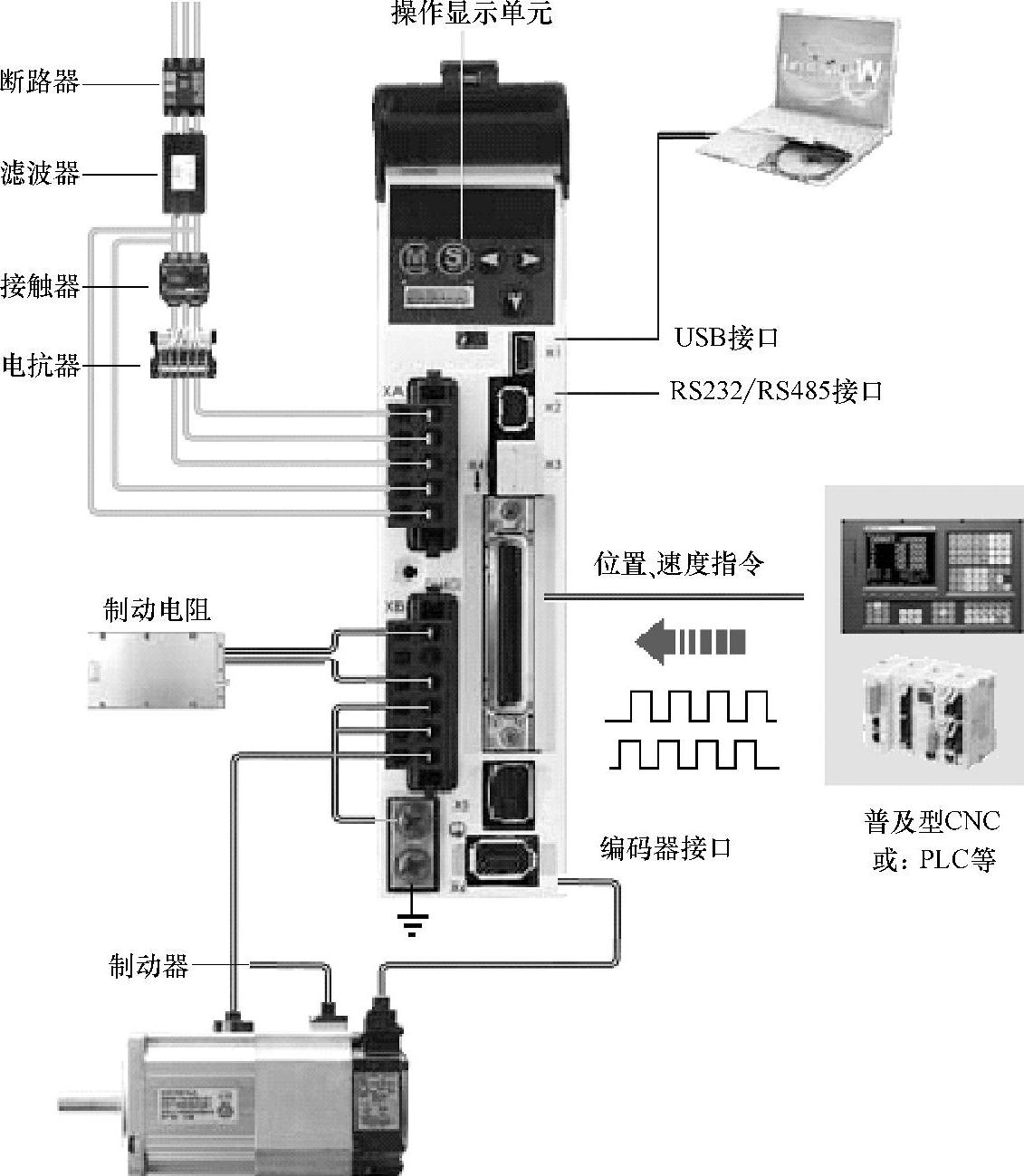
图6.1-3 通用伺服系统的组成
通用型伺服驱动器是独立的控制部件,其参数设定、监控等操作,可通过驱动器配套的操作/显示面板实现,因此,它可以和任何普及型CNC配套使用。配套通用伺服的普及型CNC结构非常简单,CNC不需要进行闭环位置控制和监控,也不需要进行编码器反馈信号的处理;但出于回参考点等动作的需要,编码器的零位脉冲需要输入到CNC。
虽然,通用型伺服驱动器也可通过串行总线进行通信,但这种控制形式只是以通信命令代替了外部信号,仍不能通过CNC实时控制坐标轴的运动,因此,机床的定位精度和轮廓加工精度完全决定于驱动器本身,通常很难满足高速、高精度的加工需要。
通用伺服的编码器位置检测信号可输出到外部,故也可作为全功能CNC的配套驱动器。这时,驱动器只作速度控制装置使用,其位置检测信号应连接到全功能CNC上,通过CNC实现坐标轴的闭环位置控制。但由于这样的系统成本较高,故实际较少使用。
4.主轴及其他
(1)主轴控制
国产普及型数控机床的主轴一般只有转速控制和简单的定向准停功能,因此,大多采用异步电动机或变频电动机加通用变频器的控制方式。CNC通常只具有主轴转速代码S的译码、D-A转换功能,它可以将程序中的S代码转换为0~10V的模拟电压,这一模拟电压便可以作为变频器的速度给定输入,控制变频器进行异步电动机的变频调速。
在车床控制用的CNC上,为了进行螺纹车削,CNC还需要连接主轴位置检测编码器,螺纹加工时,可将经过处理的编码器反馈脉冲,作为进给轴(Z轴)的指令脉冲,控制Z轴跟随主轴同步进给。
(2)换刀控制
一般而言,大多数国产普及型CNC无内置PLC,或者,只有简单的PLC功能,因此,通常只能控制具有固定刀位检测信号、只能单向旋转换刀的电动刀架等简单换刀装置。普及型CNC的电动刀架控制采用的是固定程序,当编程的刀号和实际刀号不一致时,CNC可输出刀架正转信号,起动刀架电动机旋转换刀;当实际刀号输入与编程刀号相同时,即撤销正转信号,并输出刀架反转锁紧信号、控制电动机反转锁紧刀架。因此,使用电动刀架的车床控制用CNC需要连接刀位检测信号,并通过刀架正转、反转信号控制刀架电动机旋转。
(3)冷却和润滑控制
国产普及型CNC的冷却、润滑控制同样多数为简单的译码和固定程序控制。例如,对于冷却,多数CNC只是将程序中的M07、M08、M09代码和操作面板上的点动按钮,转换为固定的CNC输出信号;对于润滑,则是将M32、M33等指令和操作面板上的点动按钮,转换为固定的CNC输出信号。
(4)其他控制
作为常用功能,普及型CNC也可连接部分功能、连接端固定的机床输入/输出信号,例如,参考点减速信号、车床卡盘松/夹和尾架前/后运动的按钮输入信号;卡盘夹紧/松开、尾架前/后输出信号等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。