



目前,我国数控机床所使用的数控系统有国产经济型、普及型和进口全功能型之分,它不是单纯就CNC软件功能,来进行的分类,而是应从数控机床的控制要求和CNC实际具备的控制性能的角度来理解不同CNC所存在的区别。数控机床是一种加工设备,既快又好地完成加工,是人们对它的最大期望,因此,机床实际能够达到的加工精度和效率,是衡量其性能水平最重要的技术指标,而CNC控制轴数、联动轴数等虽代表了CNC的轮廓加工能力,但它们只是CNC软件功能的区别,并不代表机床实际能达到的精度和效率。
伺服驱动的结构和性能,是决定机床定位精度和轮廓加工精度的关键部件,也是判定经济型、普及型和全功能型CNC最简单的方法。使用开环步进驱动的CNC属于经济型数控;配套的通用伺服驱动装置的CNC属于普及型数控;而全功能型CNC则需要配套专用伺服驱动器[1]。目前,国内对于经济型CNC的定义,人们已经形成了普遍的共识,但对于普及型CNC和全功能CNC的区别,目前还存在较大的误区,以致在购买、使用数控机床时出现了这样那样的问题,现说明如下。
1.普及型CNC
普及型CNC的一般组成如图1.3-4所示,它通常由CNC/MDI/LCD集成单元(简称CNC单元)、通用型伺服驱动器、主轴驱动器(一般为变频器)、机床操作面板和I/O设备等硬件组成,CNC对配套的驱动器、变频器的厂家和型号无要求。
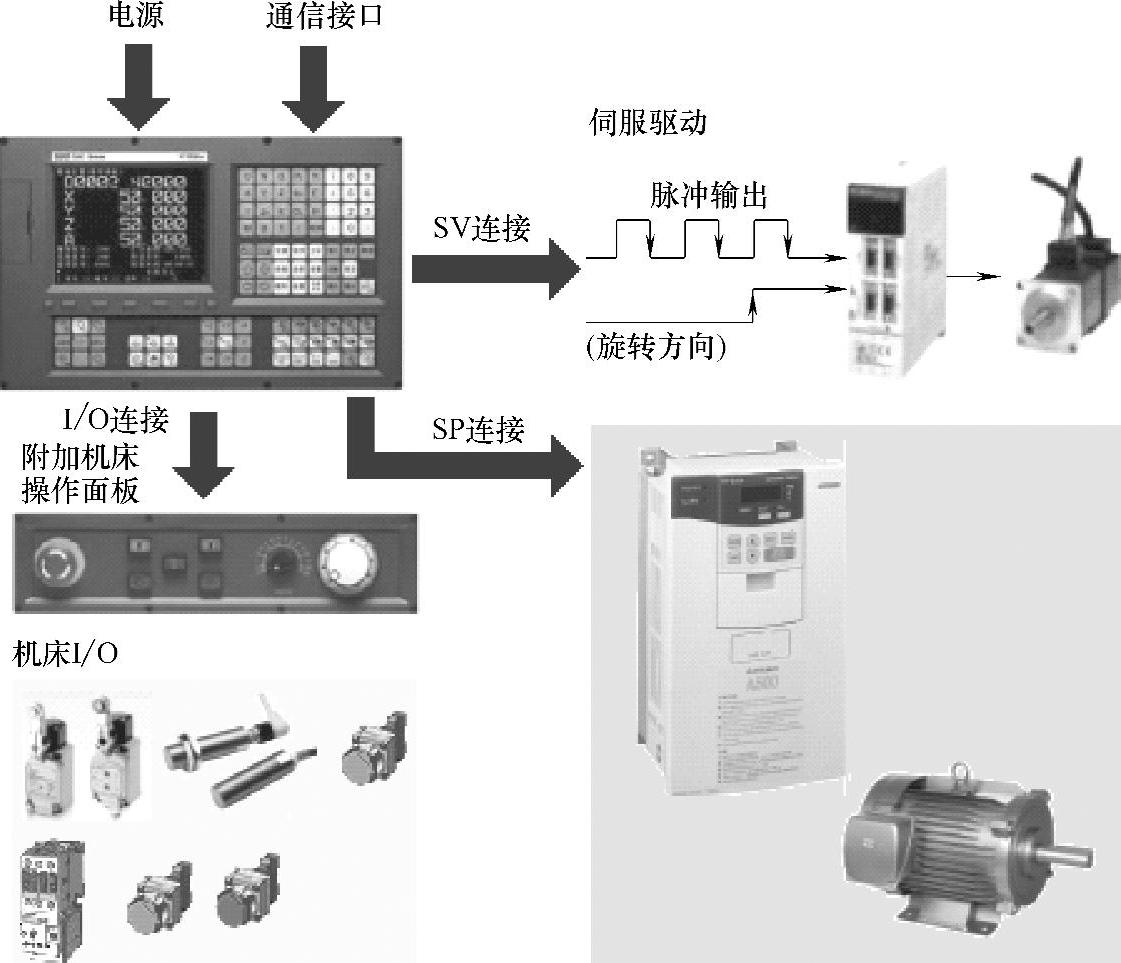
图1.3-4 普及型CNC的组成
普及型CNC的数控装置只能输出指令脉冲,它不具备闭环位置控制功能。因此,它只能配套具有闭环位置控制功能的通用型交流伺服器,这是它和于全功能CNC的最大区别。由于普及型CNC的位置测量信号不能反馈到CNC上,故CNC不能对坐标轴的实际位置、速度进行实时监控,也不能实时修正运动轨迹与速度,从这一意义上说,对CNC而言,它仍属于开环系统的范畴。
国产普及型CNC所使用的伺服驱动器是一种本身带有闭环位置控制功能、通过指令脉冲控制伺服电动机位置和速度的通用控制器,它对上级位置控制器(指令脉冲的提供者)无要求,故也可用于PLC控制。为了进行驱动器和CNC指令脉冲、机床移动量的匹配,驱动器必须带有用于数据设定与显示的操作面板。
由于普及型CNC不具备闭环速度、位置控制功能,这样的CNC实际上只是一个具有插补运算功能的指令脉冲发生器,实际坐标轴的运动都是在各自的驱动器控制下独立进行的。正因为如此,普及型CNC不能实时监控位置误差、速度等重要参数,也不能实际位置来调整指令脉冲输出,因此,刀具运动轨迹精确控制,只存在理论上的可能。从这一意义上说,通用伺服驱动的作用类似于步进驱动,只是它可实现连续、任意位置的定位,也不存在步进电动机的失步而已。(https://www.xing528.com)
综上所述,尽管国产普及型CNC的价格低、可靠性也较好,部分产品也开发了多轴联动功能,但其结构决定了它的定位精度、轮廓控制性能等都与全功能型CNC存在较大的差距。此外,普及型CNC的PLC性能、主轴控制性能也都无法与全功能CNC相比,它不能实现主轴的位置插补控制(Cs轴控制),因此,也不能够用于车削中心、车铣复合加工机床的控制。
2.全功能CNC
全功能型CNC是一种通过CNC实现闭环位置控制、需要配套专用伺服驱动器,并带有内置PLC或PMC的完整系统,其功能强、结构复杂、组成部件多。全功能型CNC的各组成部件均需要在CNC的统一控制下运行,部件间的联系紧密,伺服驱动器、主轴驱动器、PMC等都不能独立使用,因此,在控制系统设计、连接、调试时必须将其作为一个统一的整体来考虑。
目前,全功能型CNC一般都采用了网络控制技术,以FS-0iD为例,其组成如图1.3-5所示。与早期的CNC比较,采用了网络控制的CNC,以I/O-Link、PROFIBUS、FSSB等现场总线替代了传统的I/O单元、伺服驱动器的连接电缆;以工业以太网替代了传统的通信连接,故CNC的连接简单、扩展性好、可靠性高。
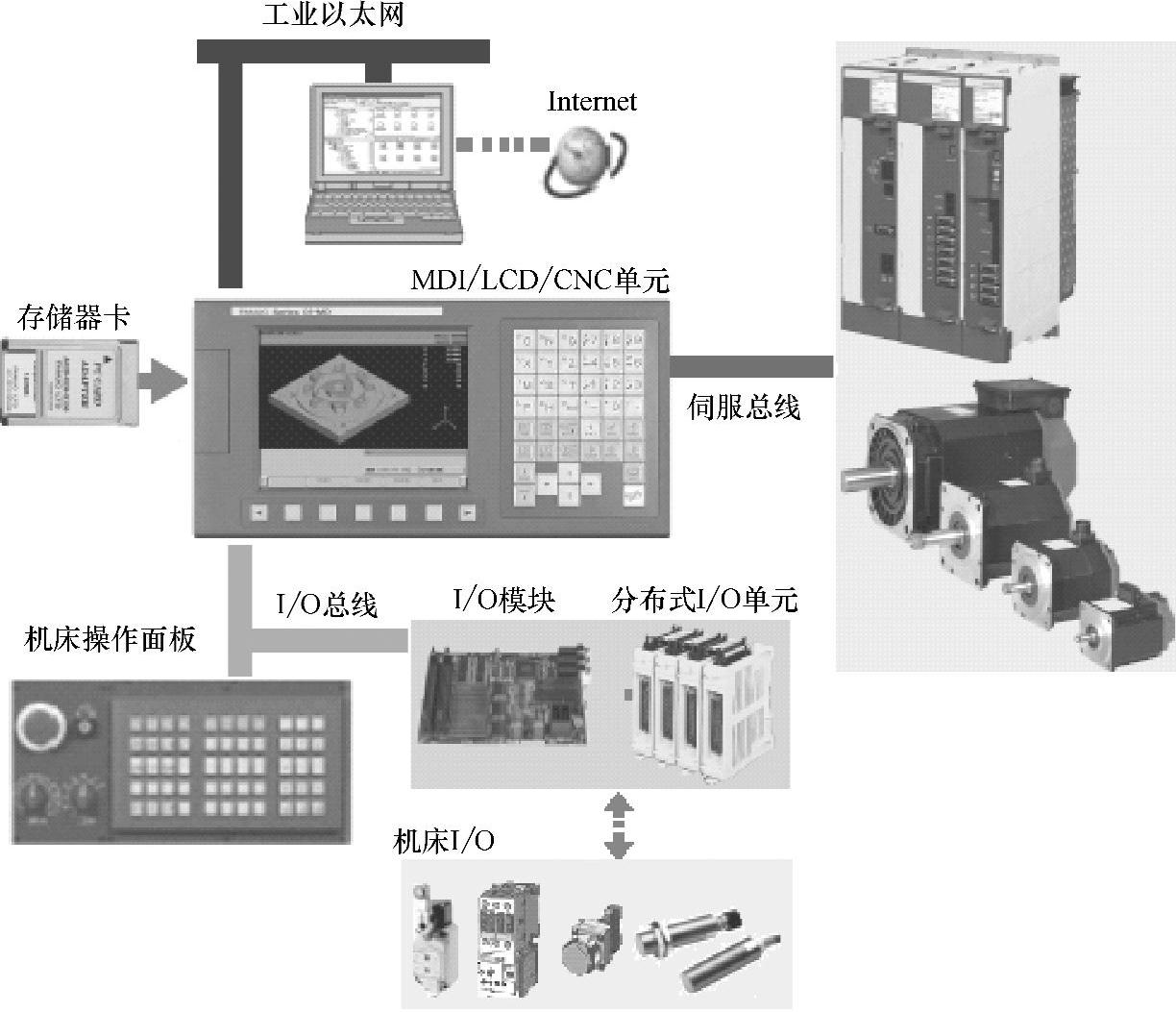
图1.3-5 FS-0iD的系统组成
全功能型CNC的闭环位置控制通过CNC实现,故必须配套专用的伺服驱动器,伺服驱动器与CNC之间一般通过总线连接,如FANUC的FSSB总线、SIEMENS的PROFIBUS总线等,总线通信使用专用协议,对外部无开放性,驱动器不能独立使用。驱动器参数设定、状态监控、调试与优化等均可通过CNC的MDI/LCD单元进行,驱动器无操作面板。
通过CNC进行位置控制是全功能型CNC的最大特点,因此,CNC不但能实时监控运动部件的位置误差、速度等,而且所有坐标轴的运动都可以作为整体进行统一控制,它可根据机床的实际运动来调整CNC的指令脉冲输出、确保刀具运动轨迹的准确无误,这是一种真正意义上的闭环位置控制系统。在先进的CNC上,还可通过“插补前加减速”、“AI先行控制(Advanced Preview Control)”等前瞻控制功能,进一步提高轮廓加工精度。这就是配套全功能型CNC的数控机床,其定位精度、轮廓加工精度要远远高于普及型CNC的原因所在。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。