



镗铣加工数控机床的种类较多,从机床的结构布局上,可分为立式、卧式和龙门式三大类,龙门式镗铣加工机床属于大型设备,其使用相对较少;立式和卧式镗铣加工机床是常用设备。根据机床性能和水平,目前市场使用的镗铣类数控机床可分为数控镗铣床、加工中心、铣车复合加工中心、FMC等,其特点和主要用途如下。
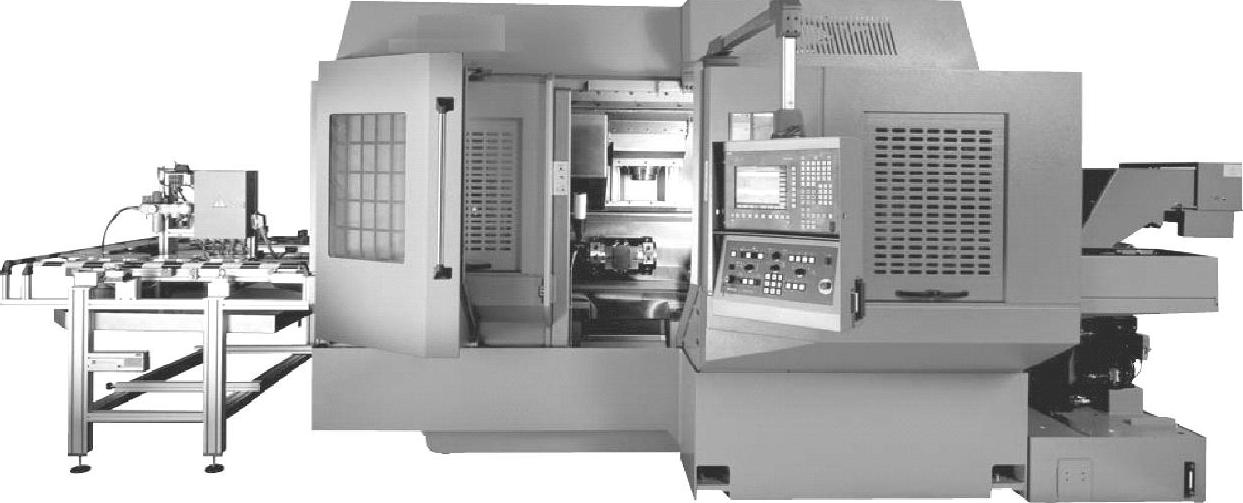
图1.2-5 车削FMC
1.数控镗铣床
主轴轴线垂直布置的机床称为立式机床。立式数控镗铣床是从普通立式铣床基础上发展起来的数控机床,根据通常的习惯,人们将图1.2-6a所示,从普通升降台铣床基础上发展起来的数控镗铣加工机床称为数控铣床;而将图1.2-6b所示,从普通床身铣床基础上发展起来的数控镗铣加工机床称为数控镗铣床。
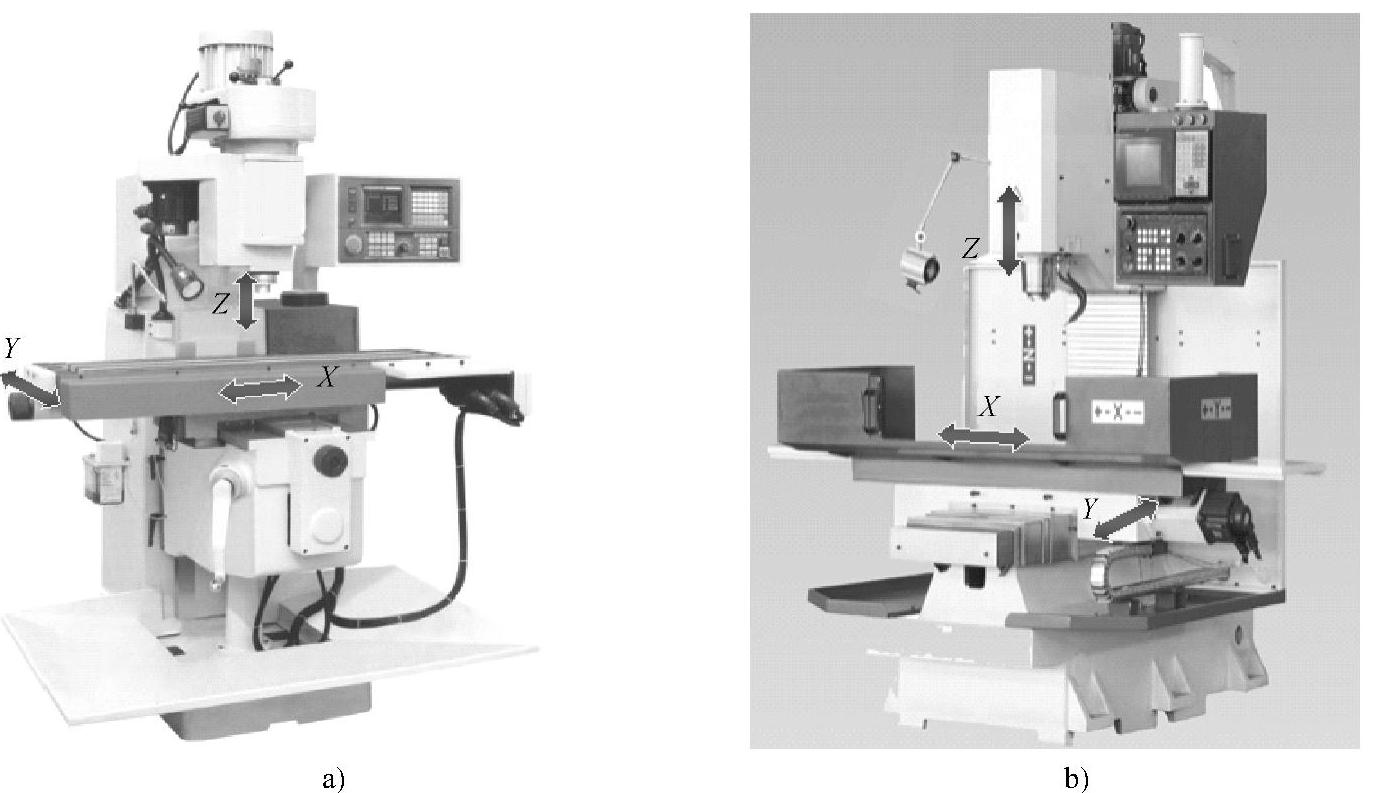
图1.2-6 立式数控镗铣床
a)数控铣床 b)数控镗铣床
数控铣床和数控镗铣床的功能并无本质的区别,相对而言,数控镗铣床的孔加工能力较强、主轴的转速和精度较高,故更适合于高速、高精度加工,但其铣削加工能力一般低于同规格的数控铣床。
主轴轴线水平布置的机床称为卧式机床。卧式数控镗铣床是从普通卧式镗床基础上发展起来的数控机床,常见的外形如图1.2-7所示。
卧式数控镗铣床以镗孔加工为主要特征,主要用来加工箱体类零件上侧面的孔或孔系。卧式机床的布局合理、工作台面敞开、工件装卸方便、工作行程大,故适合于箱体、机架等大型或结构复杂零件的孔加工。卧式数控镗铣床通常配备有回转工作台(B轴),可以完成工件的所有侧面加工,因此,相对立式镗铣床而言,其适用范围更广,机床的精度和价格也相对较高。
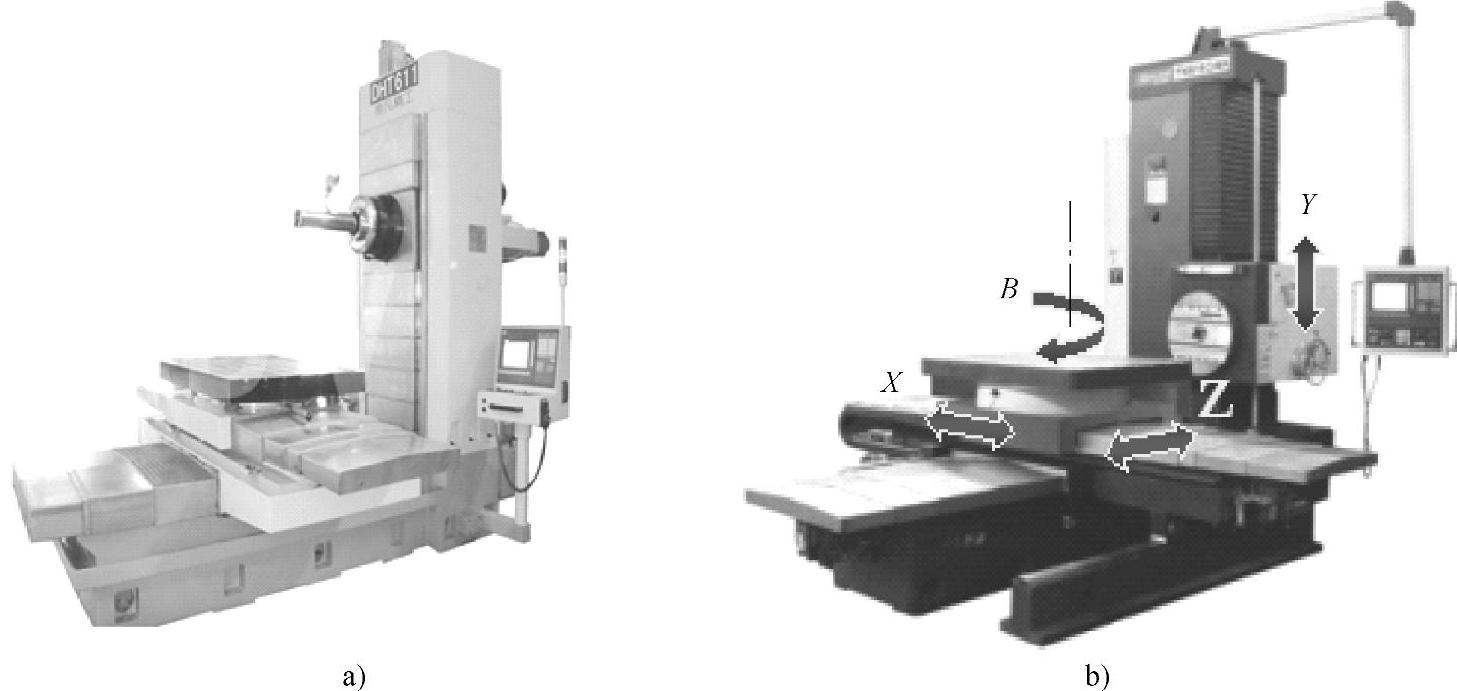
图1.2-7 卧式数控镗铣床
a)小型机床 b)大中型机床
龙门式数控镗铣床一般用于大型零件的镗铣加工,它由两侧立柱和顶梁组成龙门,主轴箱安装于龙门的顶梁或横梁上,其典型结构如图1.2-8所示。
龙门式数控镗铣床的顶梁由两侧立柱对称支撑,滑座可在顶梁上左右移动(Y轴),其Y轴行程大、工作台完全敞开,它可以解决立式机床的主轴悬伸和工件装卸问题。同时,由于Y轴位于顶梁(或横梁)上,也不需要考虑切屑、冷却水的防护等问题,工作可靠性高。龙门式机床的Z轴行程可通过改变顶梁高度调整;在横梁移动的机床上,还可通过横梁的升降扩大Z轴行程、提高主轴刚性,它还可以解决卧式机床所存在的主轴或刀具的前端下垂问题,其Z轴行程大、加工精度容易保证。
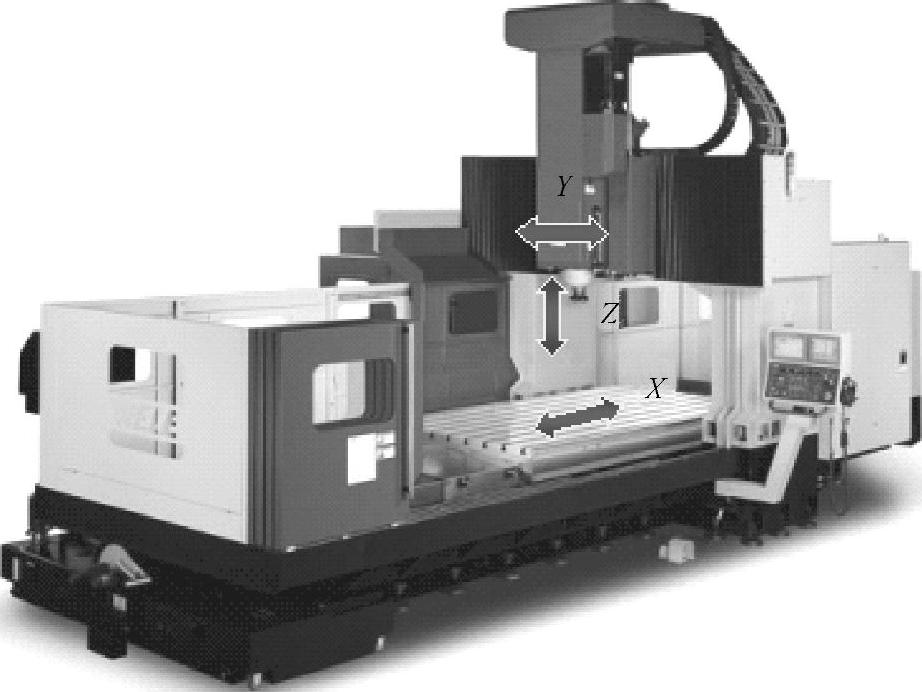
图1.2-8 龙门式数控镗铣床
龙门镗铣床的X轴运动可通过工作台或龙门的移动实现,其最大行程可以达到数十米;Y轴行程决定于横梁的长度和刚性,最大可达十米以上;Z轴运动可通过横梁升降和主轴移动实现,一般可达数米;机床的加工范围远远大于立式机床和卧式机床,可用于大型、特大型零件的加工。
2.加工中心
镗铣加工机床采用数控后,不仅实现了轮廓加工的功能,而且可通过改变加工程序改变零件的加工工艺与工序,增加了机床的柔性。但数控镗铣床由于不能自动换刀,因此,其加工效率相对较低。为此,人们研制了图1.2-9所示带有自动刀具交换功能(Automatic Tool Changer,ATC)的NC机床,并称之为加工中心(Machining Center)。
加工中心通过刀具的自动交换,可一次装、夹完成多工序的加工,实现了工序的集中和工艺的复合,从而缩短了辅助加工时间,提高了机床的效率;减少了零件安装、定位次数,提高了加工精度,它是目前数控机床中产量最大、使用最广的数控机床之一,其种类繁多、结构各异,立式、卧式和龙门式加工中心属于常见的典型结构。
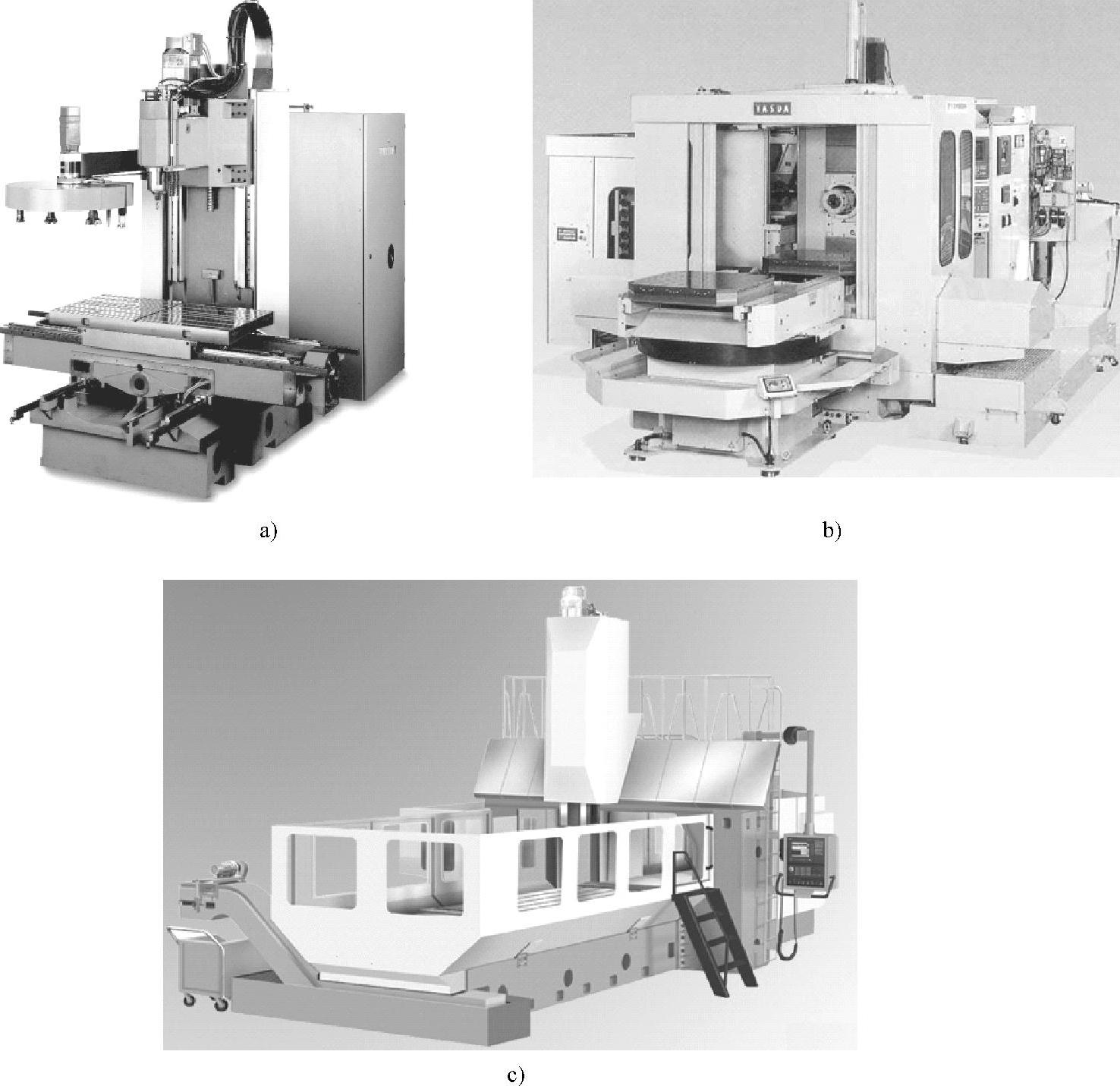
图1.2-9 加工中心
a)立式 b)卧式 c)龙门式
为了提高加工效率、缩短辅助时间,卧式加工中心经常采用图1.2-9b所示的双工作台交换装置,这种机床虽能实现工件的自动交换,但增加双工作台交换的主要目的是提高效率、缩短工件装卸辅助时间,且只能进行一个工件的交换,故不能称为FMC。
3.铣车复合加工中心(https://www.xing528.com)
铣车复合加工中心是近年来发展起来的新颖机床,它集刀具回转的镗铣加工与工件回转的车削加工于一体,可以满足高效、高精度加工的要求。
立式和龙门式加工中心实现铣车复合加工较为容易,它是铣车复合加工中心的常见形式。立式和龙门式加工中心只需要以车削加工的高速数控转台代替传统的数控回转工作台,就可实现铣车加工的复合。立式铣车复合加工中心的常见结构有两种:一是以A轴为车削主轴、主轴箱摆动(B轴)的结构;另一种为C轴为车削主轴、A轴转台摆动的结构,前者适合于长度较长的轴类零件铣车复合加工,故又称棒料加工中心;后者适用于长度较短的法兰、端盖类零件铣车复合加工,并可用于多主轴加工。
棒料加工中心一般以主轴箱摆动的五轴立式加工中心为基型,工作台上安装有卧式高速数控转台(A轴);主轴箱可绕Y轴左右摆动(B轴);机床工作台上一般安装有平行X的辅助运动轴U,用来安装尾架、夹持器等车削加工辅助部件。棒料加工中心的功能和用途如图1.2-10所示。
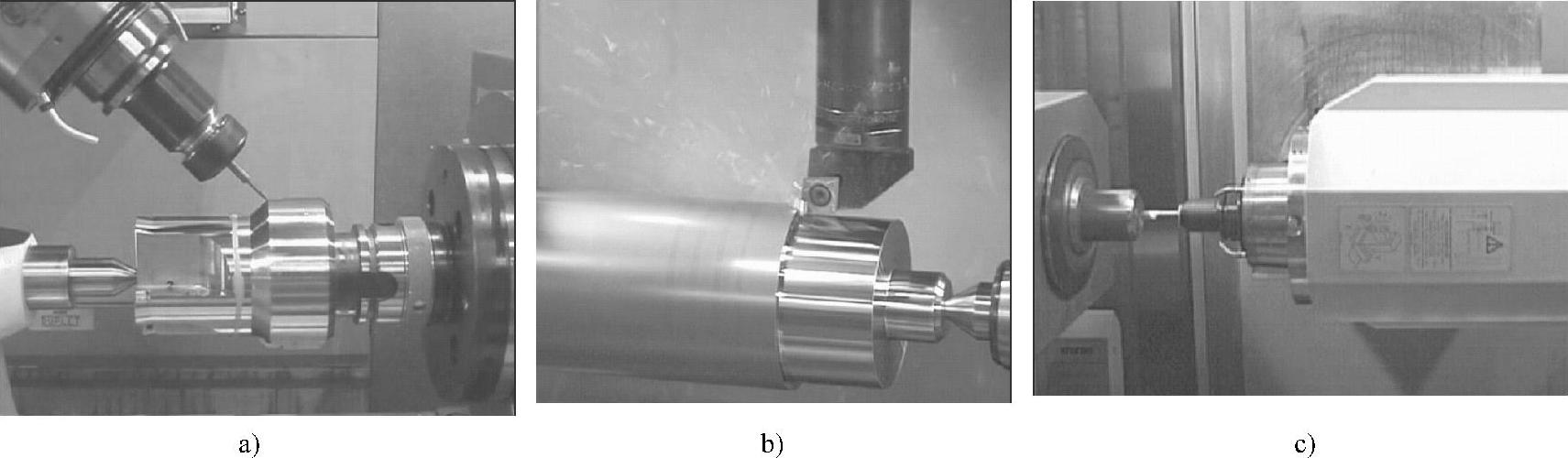
图1.2-10 棒料加工中心的功能
a)五轴铣削 b)外圆端面车削 c)端面孔加工
当机床用于镗铣类加工时,A轴用于回转定位和切削进给,主轴换上镗铣类刀具,机床便可通过A轴回转和B轴摆动,对轴类零件的侧面进行图1.2-10a所示的五轴孔加工或平面、槽的铣削加工。当B轴在0°位置定位夹紧、A轴切换到高速旋转方式、主轴换上车刀并锁紧时,机床可像卧式数控车床那样,通过X、Z轴的运动,对A轴上的旋转工件进行图1.2-10b所示的轴类零件外圆、端面车削加工。当B轴在90°位置夹紧、A轴定位并夹紧、主轴换上钻头、丝锥或镗铣刀时,机床就可通过Y、Z轴定位和X轴的进给,对安装在A轴上的工件进行图1.2-10c所示的端面孔加工或槽加工。铣车加工中心在加工端面孔时,即使中心孔,通常也采用工件固定、刀具旋转的加工方式,这点和卧式车床有所不同。
法兰类零件铣车复合加工中心一般以主轴箱固定的五轴立式加工中心为基型,工作台上安装有可绕X轴左右摆动(A轴)的转台;转台上又安装有可用于车削加工的立式高速数控转台(C轴)。机床的功能和用途如图1.2-11所示。
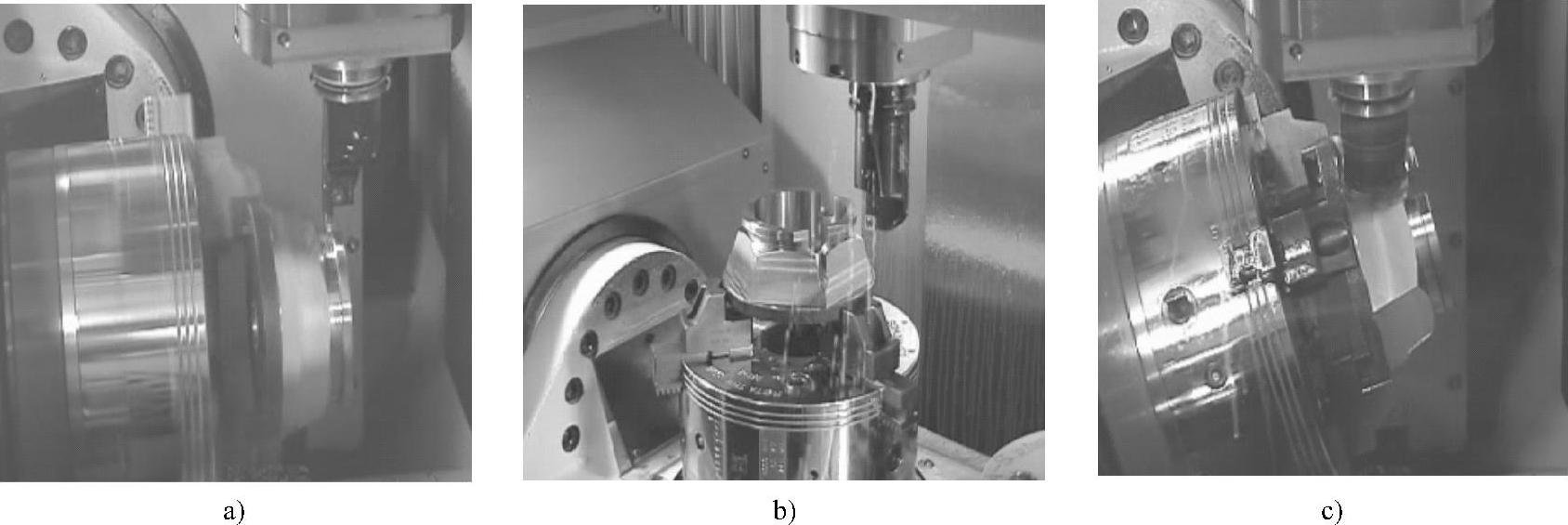
图1.2-11 法兰类铣车复合加工
a)卧式车削 b)立式车削和端面加工 c)侧面加工
对于镗铣类加工,C轴用于回转定位和切削进给、主轴换上镗铣类刀具,机床便通过C轴的回转和A轴的摆动,对叶轮、端盖、法兰等零件进行五轴铣削加工。当A轴在90°位置定位夹紧、C轴为水平并切换到高速旋转方式、主轴换上车刀并锁紧时,机床可像卧式数控车床那样,通过Y、Z轴的运动,对C轴上的旋转工件进行图1.2-11a所示的外圆、端面车削加工。
当A轴在0°位置定位夹紧、C轴为垂直并切换到高速旋转方式、主轴换上车刀并锁紧时,机床可像立式数控车床那样,进行图1.2-11b所示的外圆、端面车削加工;如C轴定位并夹紧、主轴换上钻头、丝锥或镗铣刀,则可对工件的端面进行孔加工或平面、槽的铣削加工。当A、C轴在其他位置同时定位并夹紧时,只要主轴换上钻头、丝锥或镗铣刀,机床就可对端盖、法兰等回转体零件的侧面进行图1.2-11c所示的孔加工或平面、槽的铣削加工。
4.FMC
如果在加工中心的基础上,进一步增加图1.2-12所示的工作台(托盘)自动交换装置(Automatic Pallet Changer,APC),进行工件的自动交换,这样的加工单元称为柔性加工单元(Flexible Manufacturing Cell,FMC)。
FMC不但可完成单个工件的多工序的加工,实现工序的集中和工艺的复合,而且还能够自动交换加工零件,实现较长时间的无人看管加工,它进一步提高了数控机床的利用率和自动化程度,这是一种目前真正能够实用化的无人化加工设备,它在先进的企业中已经得到普及和应用。
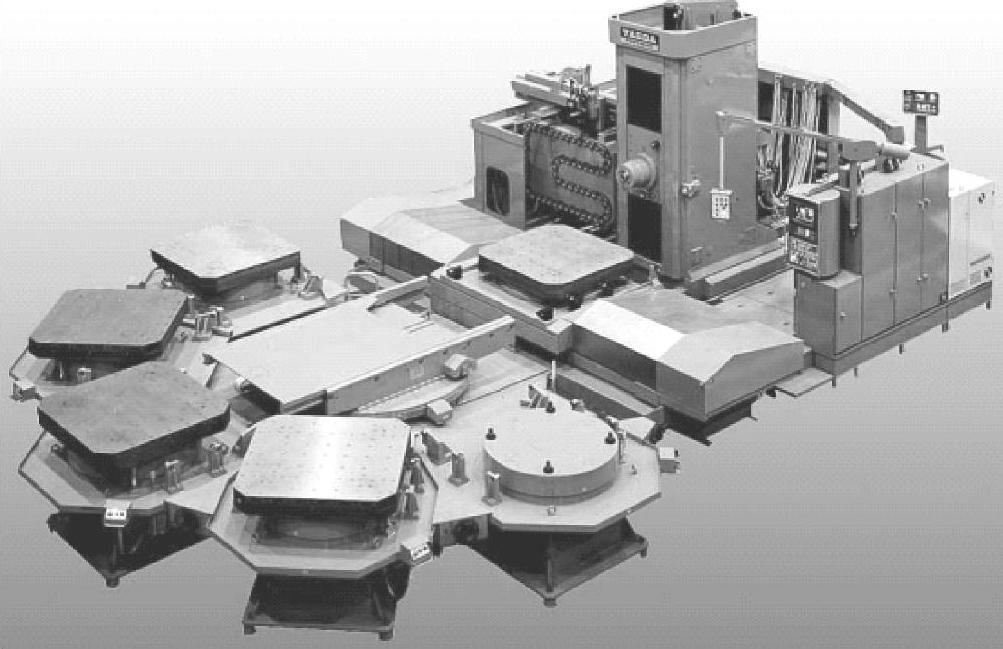
图1.2-12 卧式FMC
5.FMS和CIMS
NC机床、加工中心、车削中心、FMC都是独立的加工设备,如果在它们的基础上,再增加刀具中心、工件中心、输送系统、工业机器人及相关的配套设备,并由中央控制系统进行集中、统一的控制和管理,这样的制造系统称为柔性制造系统(Flexible Manufacturing System,FMS)。
FMS的规模可大可小,中等规模的FMS一般由图1.2-13所示的若干台NC机床、测量机、工业机器人、集中控制台及相关设备组成,这样的FMS不仅可进行长时间无人化加工,而且也可以完成零件的测量,基本具备了FMS的功能。而大型FMS则具有车间制造过程的全面自动化的功能,这样的FMS可以称得上是一种高度自动化的先进制造系统。
随着科学技术的发展,为了适应市场多变的需求,现代制造企业不仅需要实现车间制造过程的自动化,而且希望实现从市场预测、生产决策、产品设计、产品制造直到产品销售的全面自动化。如果将这些要求进行综合,并组成为完整的系统,这样的系统称计算机集成制造系统(Computer Integrated Manufacturing System,CIMS)。CIMS将一个工厂的全部生产、经营活动进行了有机的集成,实现了高效益、高柔性的智能化生产,它是当今自动化制造技术发展的最高阶段。
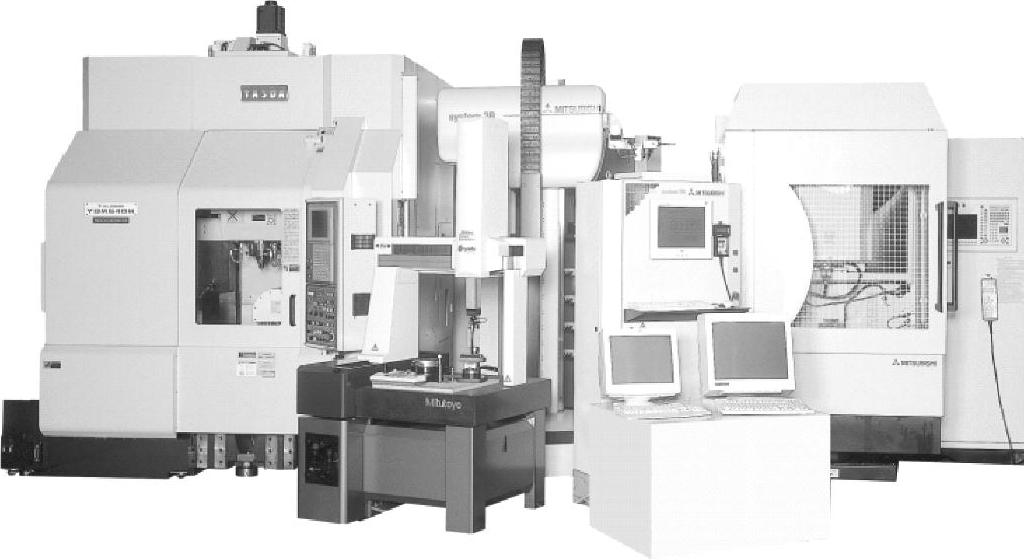
图1.2-13 FMS
FMS、CIMS是现代制造技术的发展方向,但是由于技术、管理、维护等诸多原因,目前还处于研究和试验阶段,即使在发达国家,能够真正实用化的FMS、CIMS还不多见。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。