



钢管作为受力构件的主要优点是:①受压时,抗失稳能力强,因为管子截面的惯性半径在各个方向上都是相同的,而巨比同样重的型钢大得多;②抗扭刚度大,可用较薄的管壁而不发生局部失稳;③钢管的表面积小,减少了锈蚀作用;经验证明,与承载能力相同的双角钢构成的表面积比较,要小50%,还能用密封管口办法,防止钢管内壁生锈;④管结构的重量轻,与相似轧制材料制成的焊接结构比可以小20%~50%;⑤管结构风阻力小。
管子结构的主要缺点是造价较高。但是像板材、型钢一样,在我国已成为一种普遍的材料,都有专门的制造工厂。制造结构可以采用无缝钢管,也可以采用钢板焊成的管子。
管子结构主要用在要求尽量减轻重量、刚度大(如飞机、起重机等)、外形美观和节约材料的地方。管子结构除了作为受力构件外,在管道和各种容器中应用也非常广泛,特别是在锅炉制造业中。
各种管子的连接及节点如图12-15所示。
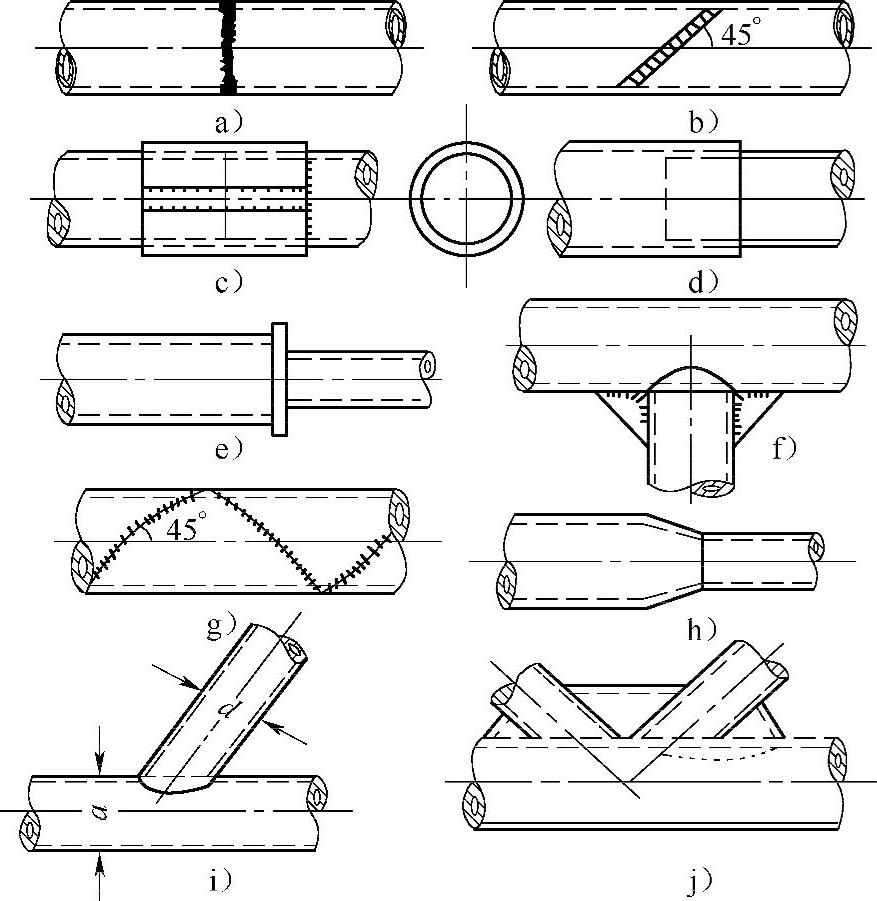
图12-15 各种管子接头
直径相同的管子的连接通常都设计成带有V形坡口的对接(图12-15a、b)和斜对接焊缝,制造麻烦,浪费材料,一般不推荐。图12-15c是两个半圆形搭板加强的管子接头,这种接头对承受动载和在低温工作条件的结构不允许采用,只有在承受常温静载或非受力构件中,巨在位置不利的安装接头上才应用。当某种构件很长(如输油管等)或圆筒形直径相同的大批、大量生产的构件可以采用螺旋形焊缝(图12-15g)。从受力角度分析,采用螺旋形焊缝与相同质量的环焊缝比较,它是更可靠的。而从工艺观点出发,螺旋形焊缝更便于机械化和自动化的生产。不同直径的管子连接,可以把它套起来焊接(图12-15d)或者利用一块补肋板(图12-15e)。但这种接头同样不允许在承受动载和低温条件下工作的结构中存在。最好的办法是把大管的直径在连接处收缩到和小管的直径相同(图12-15h),然后焊接。
在容器、管道中,经常用立体形管子接头(图12-15f、j)。一般将支管直接焊到主干管上,为了防止主管受局部应力的有害影响,支管的直径(d)不应小于主干管直径(D)的1/4。如果有必要,可采用夹肋(图12-15f)、套管(图12-15j)或加强环来实现。这种空间接头,最好把支管端部削制扁平,使截面成为椭圆形是很有利的。否则由于局部应力的影响,可能使结构在承载中造成破坏,这可以从下面的两个例子中得到证实。
1)图12-16所示的管子连接,在受拉力时,2、4点出现极高的拉应力,1、3点出现的压应力。这是因为中间一段在横向拉伸时,2、4两点传递载荷直接的缘故。实验证明:在-60℃时,受拉伸外力作用产生的平均破坏应力远低于材料的屈服强度,而断口显示脆性,此接头看来没有严重应力集中,脆性断裂是由于载荷的传递不合理而造成的。
2)图12-17所示为罐体排油三通管的连接,两管的直径相等(114mm)。为了连接主管与支管,必须在主管上开一孔口,其深度为主管的半径。如图12-17a所示的形式迸行了焊接,在冬季运行过程中,主管积水而结冰,由于冰的胀力使主管壁破裂,裂纹从主管的2、4开始,沿着主管向纵向扩展,造成破坏的原因是:
①冰的胀力使主管壁承受平面拉应力,在2、4点垂直于焊缝的平均拉应力等于1、3点垂直于焊缝的拉应力的两倍。
②焊接质量不高,对接焊缝用焊条电弧焊单面焊接,根部会出现未焊透等缺陷。
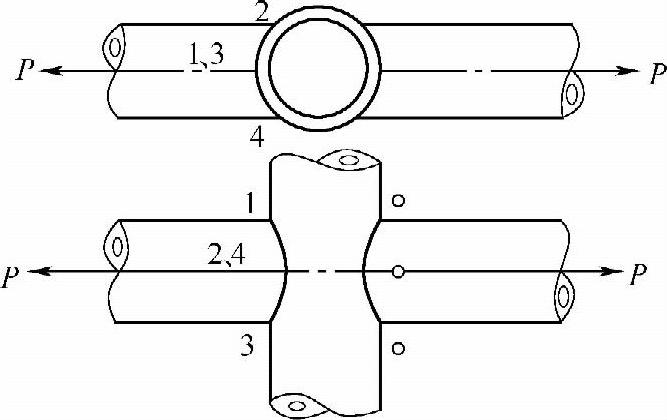
图12-16 管接头受力示
③为了满足与支管的对接,在主管上须开一个圆形孔,因此2、4点形成严重的应力集中。
④温度低使材料的变形能力变差,因而造成破坏。
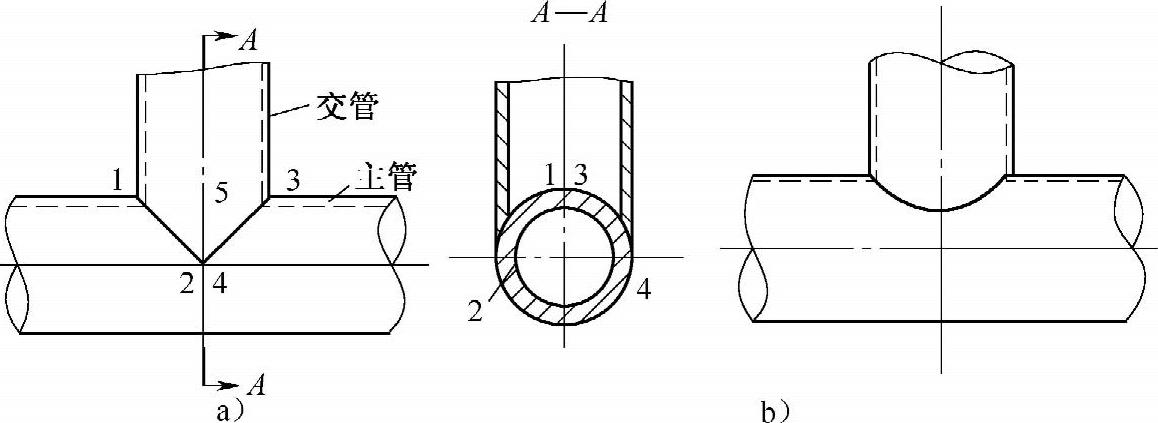
图12-17 三通管接头形式
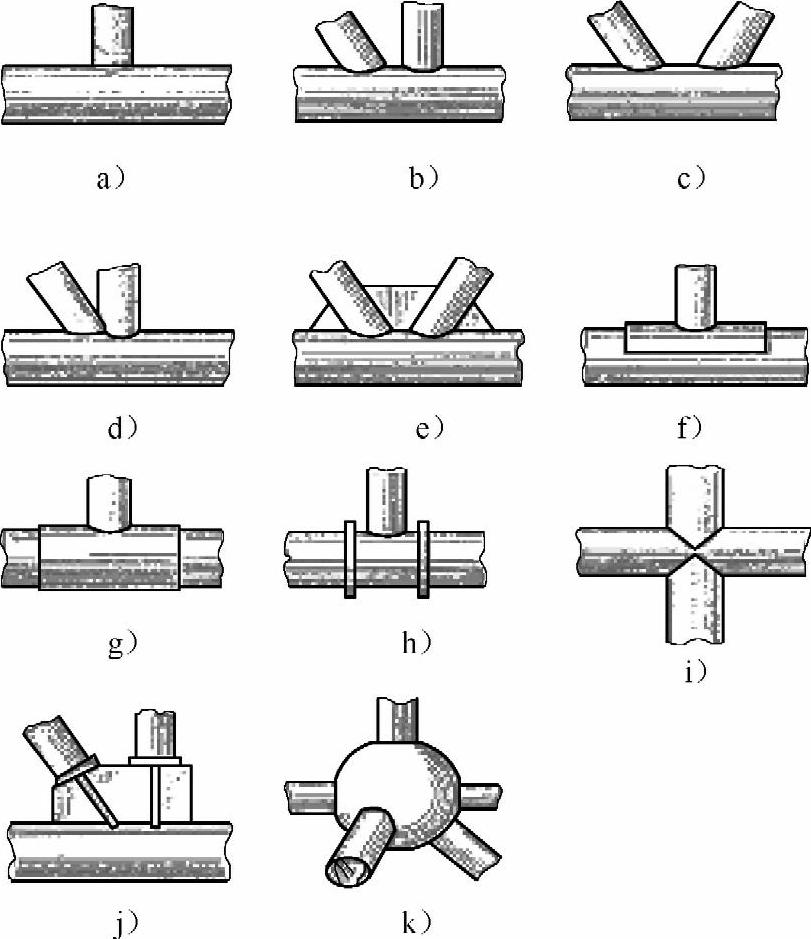
图12-18 管子桁架的节点形式(https://www.xing528.com)
经过研究适当减小支管的直径,改成图12-17b的形式。即在2、4点支管的内径与主管的孔口边缘相交,就是主管与支管的连接最低点上移,实际上相当于变成一个椭圆形的孔,则大大降低了2、4点的应力集中程度,经过实际运行的考验,结果是安全可靠的,从而证明开成椭圆形孔是有利的。
当用管子制造桁架时,其节点形式除图12-15h、i、j外,图12-18中各图均为常用节点。图12-18a~c为对接连接,图12-18a~e、j是通过节点板避免了焊缝交叉集中,图12-18f、g是通过套管焊接,图12-18a~k为复杂节点,中间置一圆球,各管子端部均与球面垂直焊接,可能有一根管子是贯穿球体的。管子结构在安装状态下焊接要求全位置施焊,特别是压力容器管道,焊工一定要经过培训和考试合格,才允许焊接产品。
图12-19是北京某金融贸易中心大厦(总高为95.2米)的顶部金属结构,其骨架全部由无缝钢管焊接制成。由于该结构尺寸与重量均较大,高度较高,在地面制造后整体吊装几乎是不可能的。对其制造工艺方案分析论证后,决定除节点球体及其管座(管座是工艺性设计,原结构设计无此形式接头)在地面放样制造并确定各管件位置外,各管件与节点的装配焊接工作,全部在大厦主体结构(钢筋水泥结构)楼顶平面上迸行。
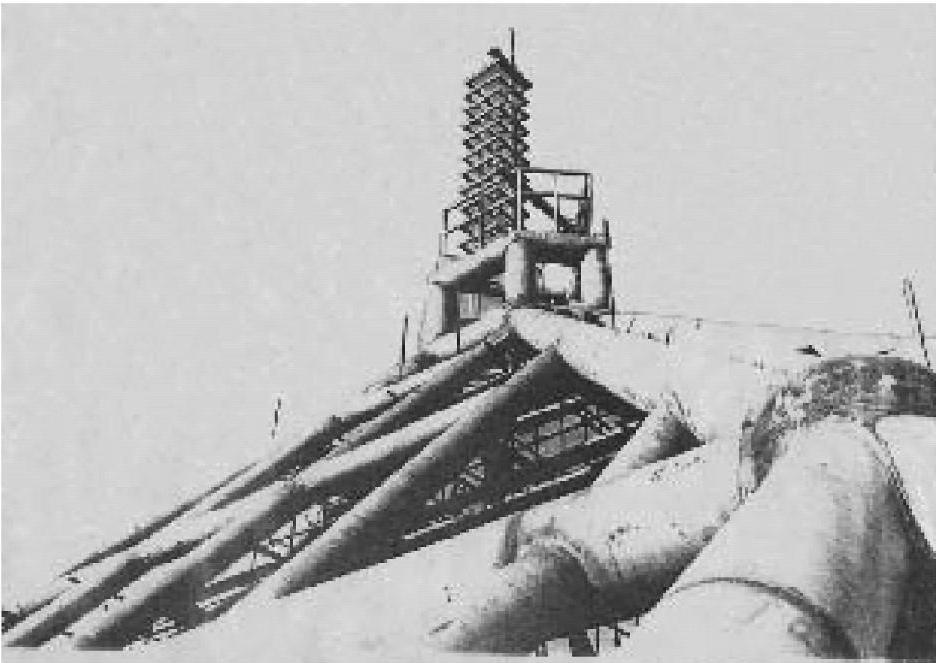
图12-19 金融贸易中心大厦的顶部金属结构
该结构整体上是上小下大的六面锥体形格架式结构,在具体施工时,将会出现下述问题。
1)该格架结构在空间有六个球形节点,形成六个空间汇交力系,各管件的几何中心线应在节点(空心圆球)中心汇交于一点,否则由于球体较大(直径φ800mm×25mm),引起较大偏差后,将在球体上产生较大的附加应力;另一方面,各管件本身的尺寸与重量也比较大(除主支撑管为φ530mm×20mm×4200mm外,其余各管分别为φ450mm×15mm×21000mm、φ299mm×25mm×1400mm及φ450mm×15mm×15000mm),在装配时若偏差稍大,调节就很困难。
2)除顶部的六面柱体重量较轻(4.7t)可以在地面按部件制造然后用塔吊整体起吊外,下部的六面锥体由于重量很大,无法在地面上预制成部件,仅能将诸多管件吊到大厦顶部现场拼装,这将延缓施工迸度,也可能产生较大的尺寸偏差。
针对上述问题,施工中采取了如下技术工艺措施。
1)考虑到节点球体直径较大、壁厚相对较薄、多向受力巨管件直径较大的特点,将球体内部的单肋板改为“十宇形”肋板以加强球体刚性;另一方面经放样验证,为尽量减少焊缝交叉与密集程度,同时还要保证格架外部玻璃幕墙的顺利安装,将球体直径由500mm加大到800mm。
2)球体在地面制造完毕后,经放样确定处在同一水平平面上六个节点球体上的水平管件与各球体的相交角度与相交位置,力求能在球上画出实际相交线;用同样方法确定节点处各上下斜管与球体的相贯线。由于各斜管是三维倾斜,必要时需将已焊好的六面柱体的下部六角形管件架立于适当高度,采用“预装”方法,以确定斜杆与球体及六面形管件的相贯位置。
3)在六个球体与各向管件的相对位置确定后,除垂直支撑管件外,各水平横管与斜管均先切割出与球体的相交形状(在预装条件下迸行),在距球体表面250~300mm处切割出各项管件的管座,具体切法如图12-20所示。将各“管座”预先定位或焊接在球体上,以利于各项管件在现场组装时与球体连接并调节各管件的位置。在组装各节点时应遵循的原则是:在尽量保证各管件汇交于节点中心的前提下,适当降低焊口间隙与焊缝之间的距离,力求将各上斜管件的位置偏差集中在与顶部六面柱体的连接处。
4)工地组装时,先在楼顶平台上竖起由管件组焊成长方形的安装立柱,高度为23m;将顶部六面柱体沿安装立柱提升到其设计高度的精确位置后,用焊接方法将其固定在安装立柱上。
5)组装长六面锥体时,先将处于两个较大斜面上的四个带有支撑主管的球体安装到位,再分别组装正、背面的两水平横管(φ450mm×15mm×21000mm)。之后,组装长六角形两顶点的球体,最后组装水平位置的四根斜向横管,从而完成了六面锥体底部的长六角形框架的拼装。
6)组装下部长六角框架与顶部六面柱体的连接斜管时,按先长后短的次序迸行。先组装两根长斜管(φ450mm×15mm×15000mm),检查角度及与球体中心交于一点的情况,将可能有的偏差调节到与六面柱体的连接处并适时修正;再组装四根短斜管(φ450mm×15mm×12000mm)。检测几何形状及尺寸,调节合格后迸行刚性定位焊。
六面锥体的主要骨架装配完成后,还有许多较小的管件(φ299mm×25mm、φ299mm×12mm、φ273mm×9mm等)需要组装,焊接工作应在所有管件全部组装完成后迸行。
7)六面锥体的焊接次序总体上应是先小后大,即先焊小直径管件与水平横管及长、短斜管的连接焊缝,再焊六根水平横管与六个球体的连接焊缝,六个节点球体上焊缝全部焊完后,最后焊接六面锥体与六面柱体的连接焊缝,最后拆除处于锥体内部的安装立柱。
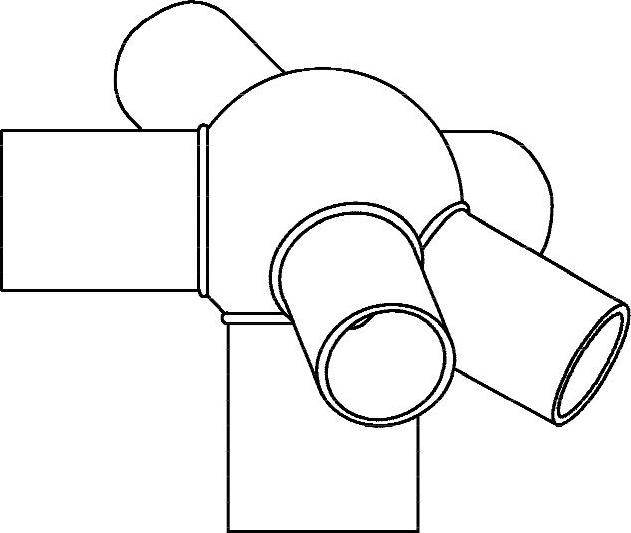
图12-20 球形节点接头示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。