



在锅炉气包、压力容器、球罐等容器上,需要焊接各种类型的管道、支管等。支管连接处钻孔后,孔附近将有相当大的应力集中。为了减少孔口处应力集中的影响,对于薄板可在孔口周围迸行补强加固,如图12-9a所示。当壁厚较大或支管直径较小时,可直接插入焊牢,如图12-9b、c所示,图12-9d所示的接头是为了消除应力集中而加的,连接形式较好,但工艺实施较困难。
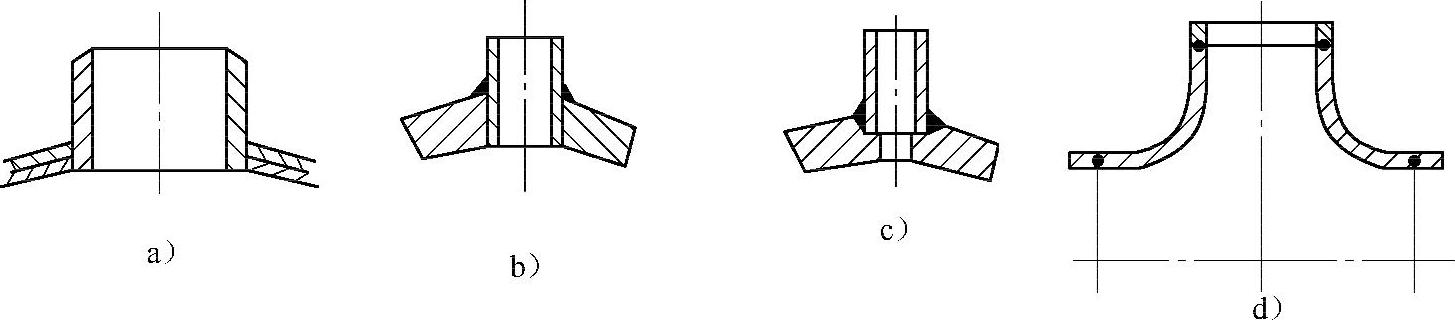
图12-9 容器上支管焊接方式
a)带加强板插入式接管 b)贯穿型插入式双面焊缝焊透为佳 c)平置式接管,焊缝单面焊透 d)带喇叭口形中间接管式对接缝单面焊透
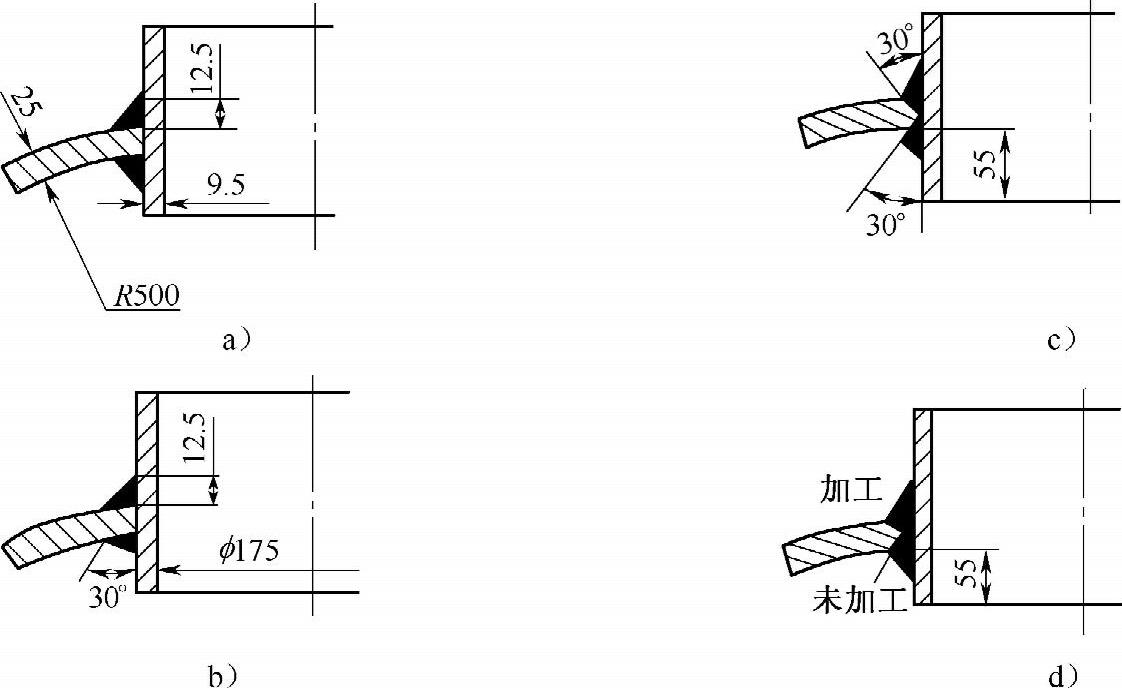
当考虑到压力容器的载荷性质为低周循环疲劳载荷时,疲劳破坏多发生在结构不连续处,如截面突变、开孔、转角、焊缝与焊接缺陷、法兰连接等处;而支管与容器连接处的应力集中系数Kt=2.0~4.0,因而可能降低容器的疲劳强度,其影响程度决定于连接的具体形式及工艺措施。实验研究表明,带加强圈的插入式接管连接形式对疲劳强度的降低程度最大,平置式接管放置于容器外表面(焊缝单面焊透)次之,插入式(图12-9b)较好。贯穿性接管并双面焊时,由于工艺不同(图12-10)也会有不同结果。图12-10中的支管φ=175mm,贯穿长度长55mm,图12-10a为两条填角焊缝;图12-10b有一条坡口焊缝;图12-10c为从两面焊透巨在焊缝表面迸行加工;图12-10d为一条深坡口焊缝并焊后加工,另一条不加工。四种接头在循环特征r=0的动载作用下迸行试验,其结果见表12-2。实验表明,焊缝焊透巨外表面迸行加工成平滑过渡,应力集中小,疲劳强度高;图12-10b、d增厚高度大,过渡区产生裂纹,疲劳强度大为降低,因此要尽量减小应力集中程度。
 (https://www.xing528.com)
(https://www.xing528.com)
图12-10 贯穿型接管
a)填角焊缝未焊透 b)单面坡口未焊透 c)坡口焊透,表面加工 d)单面深坡口,焊后加工
表12-2 支管接头的动载试验

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。