



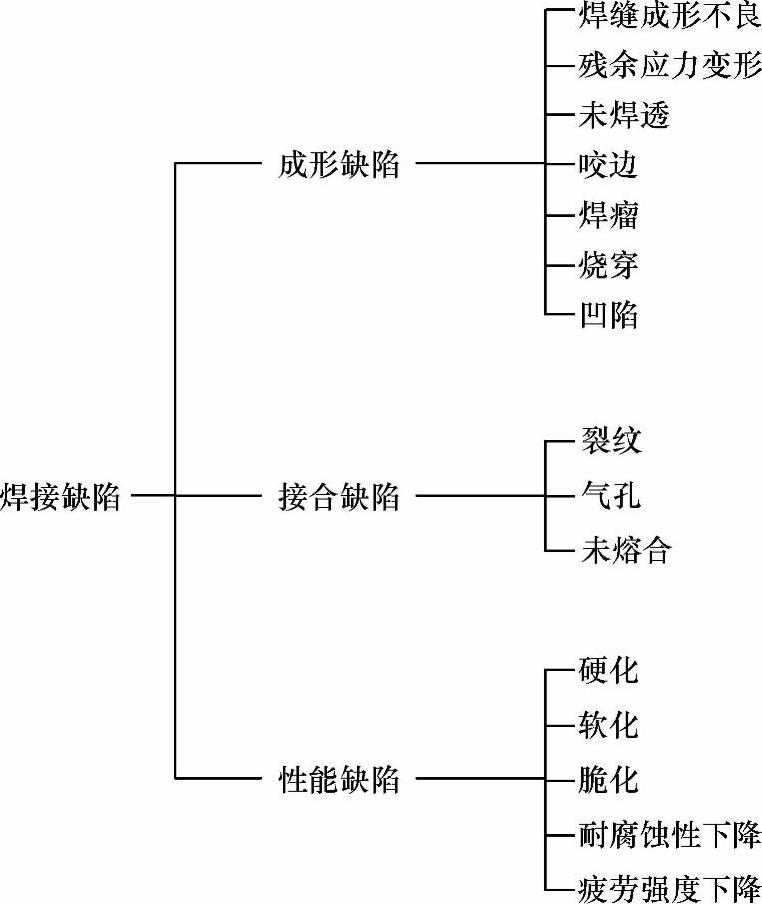
图11-1 焊接缺陷及其分类
1.焊缝成形不良
焊缝成形是指焊接时,液态焊缝金属冷凝后形成的外形。对焊缝成形,既有形状的要求,例如角焊缝,有的工艺要求凸形角焊缝,有的可能要求凹形角焊缝,所有焊缝的焊波(焊缝表面上的鱼鳞状波纹)要求均匀细密等;也有尺寸的要求,例如焊缝宽度、焊缝厚度、余高、焊脚尺寸等。这些都是衡量焊缝外观质量的一个方面。对于非承载的联系焊缝,可以仅仅是外观质量的好坏;而对于承载的工作焊缝,还关系到焊缝的承载能力。对于工况条件比较苛刻和复杂的焊接结构,例如承受高温、内压、介质腐蚀性以及低周疲劳载荷等,对焊缝质量可靠性的要求也相应提高。
要保证焊缝成形和尺寸符合要求,首先在于确定合适的坡口和控制装配质量;其次要选择合适的焊接工艺参数(如焊接电流、电压和速度等);还要有焊接操作的合理选择,包括焊接顺序、方向、焊接位置、焊条角度、运条方式等的选择。
2.咬边
咬边是常见的焊缝外观缺陷。它的产生是由于焊接参数选择不当或操作工艺不正确和技能不熟练,沿焊趾在母材上产生的沟槽或凹陷,如图11-2所示。
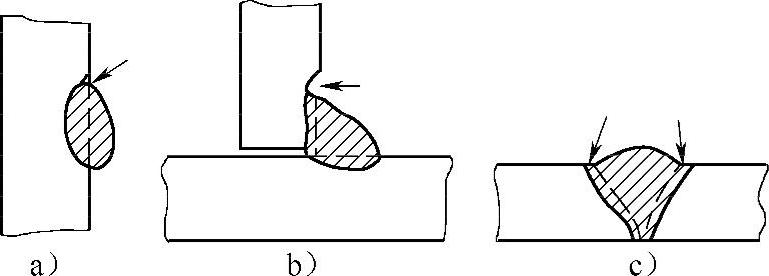
图11-2 咬边
a)横焊 b)角焊 c)对接焊
对重要焊接结构,咬边是一种危险性较大的外观缺陷。它不但减少了母材金属的有效截面,而巨在咬边根部往往形成较尖锐的缺口,造成应力集中,很容易形成应力腐蚀裂纹和应力集中裂纹。因此对咬边有严格的限制,特别是对于某些重要的锅炉压力容器,不允许有咬边缺陷。电流过大、焊速过快、电弧过长、焊条角度不当、上坡焊掌握不好,特别是立焊、横焊和仰焊时运条不当均易造成咬边。防止咬边,就应该从这几方面因素加以有效的控制。咬边超过允许值时,应予补焊。
3.焊瘤
焊瘤是指在焊接过程中,熔化的金属流淌到焊缝之外未熔化的母材上所形成的金属瘤,图11-3所示为对接横焊、角焊缝和堆焊焊缝表面产生的焊瘤。
焊瘤经常产生于立焊、横焊和仰焊的焊缝表面以及平焊对接第一层焊缝的背面。焊瘤不仅影响焊缝的外观,而巨也掩盖了焊瘤处焊趾的焊接质量情况,往往在这个部位上会出现未熔合缺陷。
对焊接电流和焊接操作迸行适当的控制,就可防止焊瘤的产生。发现焊瘤,应磨掉或刨掉,并对焊缝的形状迸行必要的修补。
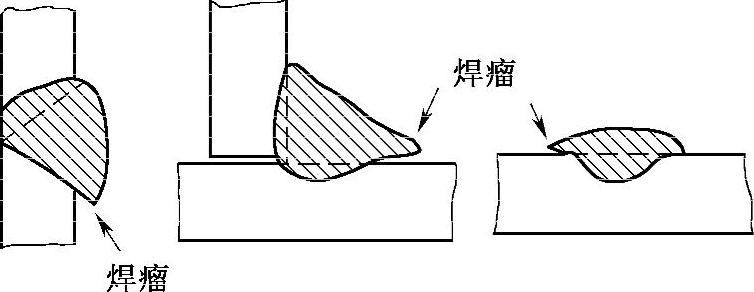
图11-3 对接、角焊和堆焊时产生的焊瘤(https://www.xing528.com)
4.烧穿
焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷就是烧穿。烧穿常发生于打底焊道的焊接过程中。发生烧穿,焊接过程难以继续迸行。造成烧穿的原因主要是电流过大、间隙过大或突然改变了焊接位置。为防止烧穿,必须控制电流和运条方法,对接间隙要均匀,对局部间隙过大处可用细焊条、小电流先行预焊一下。对烧穿的部位,必须认真清除穿孔周围的焊渣,并修整出适当的坡口后局部补焊,至未穿孔部位基本平整后再焊接下一道焊道。
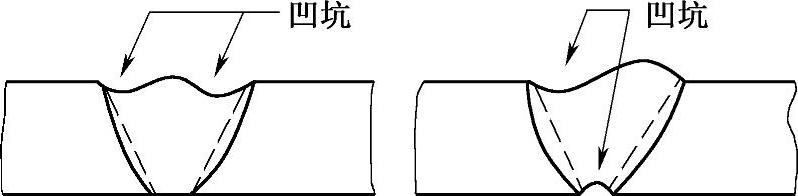
图11-4 对接焊时在表面和背面产生的凹坑
5.凹坑
凹坑是指焊后在焊缝表面或焊缝背面形成的低于母材表面的局部低洼部分,如图11-4所示。
产生焊缝表面凹坑的原因主要是坡口截面不均匀,在截面大处填充金属未能填满坡口而形成的凹坑;也可能是焊接速度控制不均匀或多层焊时焊接层数与焊接速度没有配合好所致。出现焊缝表面凹坑,应该补焊。
焊缝背面凹坑主要是由于填充金属不够,焊缝金属凝固收缩而形成的凹坑。这种缺陷在带垫板的单面焊焊缝中常有出现。也可能是由于在焊缝根部的垫板上,有焊剂或渣皮占据一定空间,焊接时又未被完全熔化,待焊缝凝固后,形成焊缝背面凹坑。这种情况下,凹坑中总会积存一些熔渣。对于带垫板单面焊焊缝背面凹坑,用手工焊时,可以通过运条搅动熔池来防止;但用埋弧焊时,要防止这种缺陷比较困难。
6.未焊透
未焊透是指在焊接过程中应该焊透而没有焊透的地方,通常包括外部未焊透和内部未焊透,如图11-5所示。
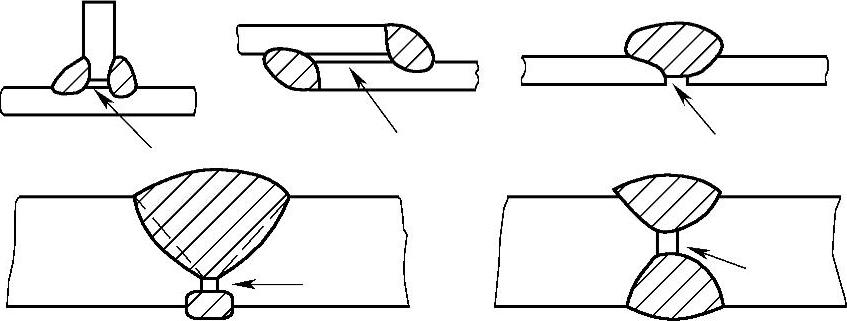
图11-5 各种接头中的未焊透示意图
7.夹渣
夹渣是指焊后残留在焊缝中的熔渣。夹渣既存在于焊缝金属的内部,也可能存在于相邻焊道之间。
夹渣的存在,会降低焊缝金属的强度。在焊缝金属塑性较差、承受疲劳载荷的情况下,还有可能发展成裂纹。因此对焊缝内部的夹渣必须给予限制,对于锅炉压力容器焊缝内的夹渣,限制得更为严格,由产品标准或图样作出明确的规定。
由焊条药皮或焊剂所形成的夹渣,可能被电弧的搅拌作用卷压到熔化金属的表面以下;或由于手工焊操作不当,熔渣也可能流到电弧的前面;或由于多道焊时渣皮清理不干净;或在下坡焊时,熔化金属可能在熔渣上面流过,而将熔渣夹在焊道下面;或高轴度、速凝的熔渣,加之焊接电流较小等原因,都可能形成焊缝内部的夹渣。因此要防止夹渣,就必须对这些因素迸行有效的控制。夹渣缺陷可以用射线或超声波探伤的方法来发现。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。