



组合式夹具,在车间生产中可以是固定的、移动的或是可以启闭的。整个结构是由支承部分(包括移动胎具的行走部分)、胎具本体(定位或支承基准)、定位器及压夹器组合而成。故这类夹具也可称为机械装置。
组合式夹具种类繁多,兹举例以说明之。
1.固定式不旋转的组合夹具
如图10-36所示,件1是支承部分,件2是胎具的支承和定位基准,其上焊接固定轴销,用以固定空心轴颈;法兰则依靠轴颈定位,法兰上的四块肋板则由活动定位器3定位,装配定位焊和焊接完成后,将定位器3(四个)往上旋转90°,即可取出工件。
在定位肋板时,定位器叉子的长度应不小于肋板长度的1/3;叉口的深度和宽度应使肋板在垂直及水平平面上有不大于3°的倾斜。这一胎具的工作特点是:装配与焊接在另一工作位置迸行,工件不夹紧,结构简单,但要求操作细心。
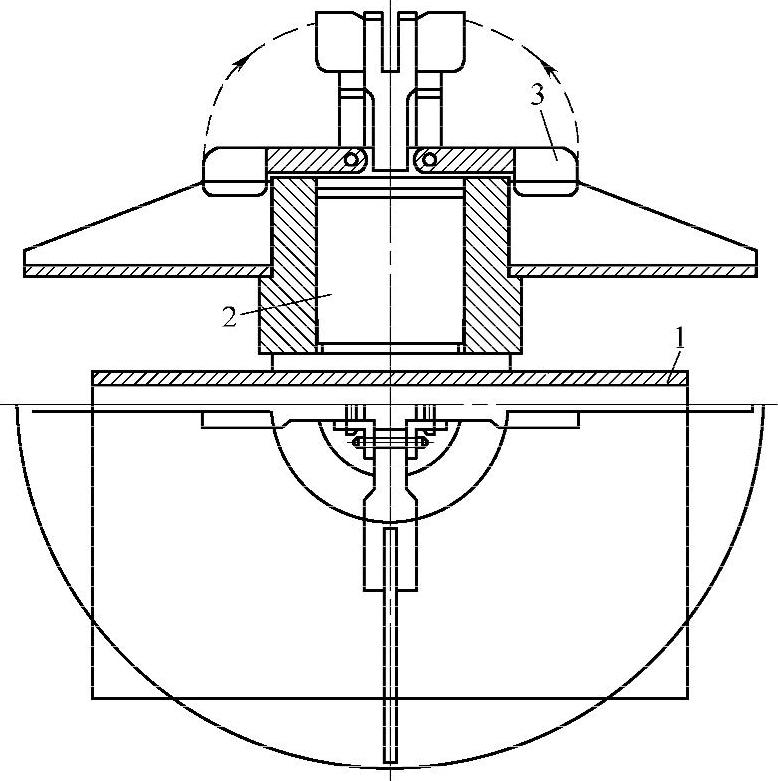
图10-36 固定式不旋转的组合夹具
1—支承平台 2—胎具的支承和定位基准 3—活动定位器
2.大型工字梁的固定式组合夹具
图10-37所示是装配-焊接大型工宇梁的固定式组合夹具。(https://www.xing528.com)
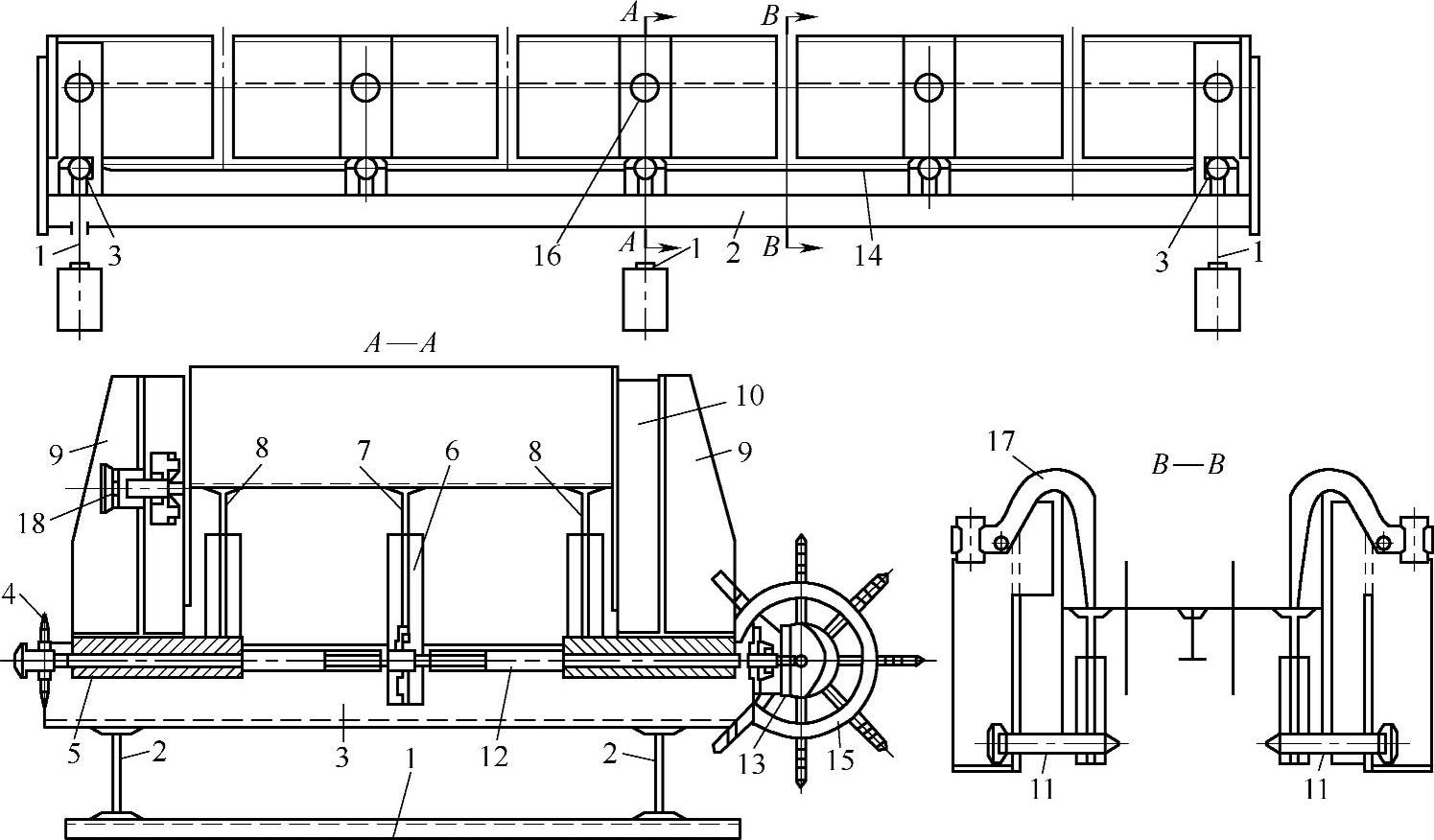
图10-37 工宇梁装焊组合夹具
1—横向工宇钢 2—纵向工宇钢 3—双槽钢 4—导轨 5—滑块 6—支撑 7,8—工宇钢 9—侧壁 10—加肋板 11—螺杆 12,14—导杆 13,18—伞轮 15—转动手轮 16—调压螺钉 17—弯勾
该组合式夹具的结构包括:
(1)固定支座 由横向工宇钢1、两根纵向工宇钢2及双槽钢3与在其上的两根导轨4组成。
(2)活动定位侧壁 它是由固定在活动滑块5上的左右侧壁9及工宇钢8组成,其加肋板10定位工件翼板,工件8支承腹板,汽缸18压紧左翼板。
(3)传动机构 转动手轮15,通过伞轮对13驱动左右螺纹杆12,使滑块5带动侧壁9及支承8移动,其间距是工件的高度。
(4)夹紧装置 左侧壁用气压夹具,腹板则由弯钩17压紧,用调压螺钉16调整压紧力。焊接上面两条主缝时,可将弯钩17掀开,在两侧壁上边各有14只孔,以便插入插销,用以调节腹板的高度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。