



【摘要】:定位与夹紧两者有着密切的联系,不能截然分开,夹紧的效果会直接影响到产品质量的好坏。夹紧主要用压夹器,可根据作用力的来源分类,如图10-21所示。夹紧后零件的变形和受压表面的损伤不得超出技术条件的允许值。布置压夹器时,不应受到或是不怕焊接热量及飞溅物的作用。图10-21 压夹器的分类图10-21 压夹器的分类
焊接结构在装配时,不仅要注意定位,而巨要考虑用什么方式夹紧。定位与夹紧两者有着密切的联系,不能截然分开,夹紧的效果会直接影响到产品质量的好坏。夹紧主要用压夹器,可根据作用力的来源分类,如图10-21所示。
加工小型制品时,最好用快速的气动压夹器;重型的制品用液压压夹器;薄板形制品最好用电磁压夹器;产量不大的中厚度板零件用螺栓压夹器;夹紧位置不固定的大型制品,例如容器、船体等,常用楔形压夹器。
设计压夹器时,一般应考虑下列要求:
1)夹紧时不应破坏制品在定位时所处的位置,为此必须正确选择定位器与夹紧力的方向和作用点。
2)应有足够的夹紧力,以保证零件在装配-焊接过程中不会移动。夹紧力最好是可调节的,以防夹紧力过大压坏零件。夹紧后零件的变形和受压表面的损伤不得超出技术条件的允许值。(https://www.xing528.com)
3)压夹器的结构应简单、操作方便、动作迅速、安全可靠、省力、容易维修,移动式的还应尽量轻便。布置压夹器时,不应受到或是不怕焊接热量及飞溅物的作用。
压夹器的夹紧力方向必须仔细选择,一般应垂直于主要定位基面,这样它与定位器接触最好,也最稳定,可减少接触点的单位面积压力,又有利于减少因夹紧所产生的变形。
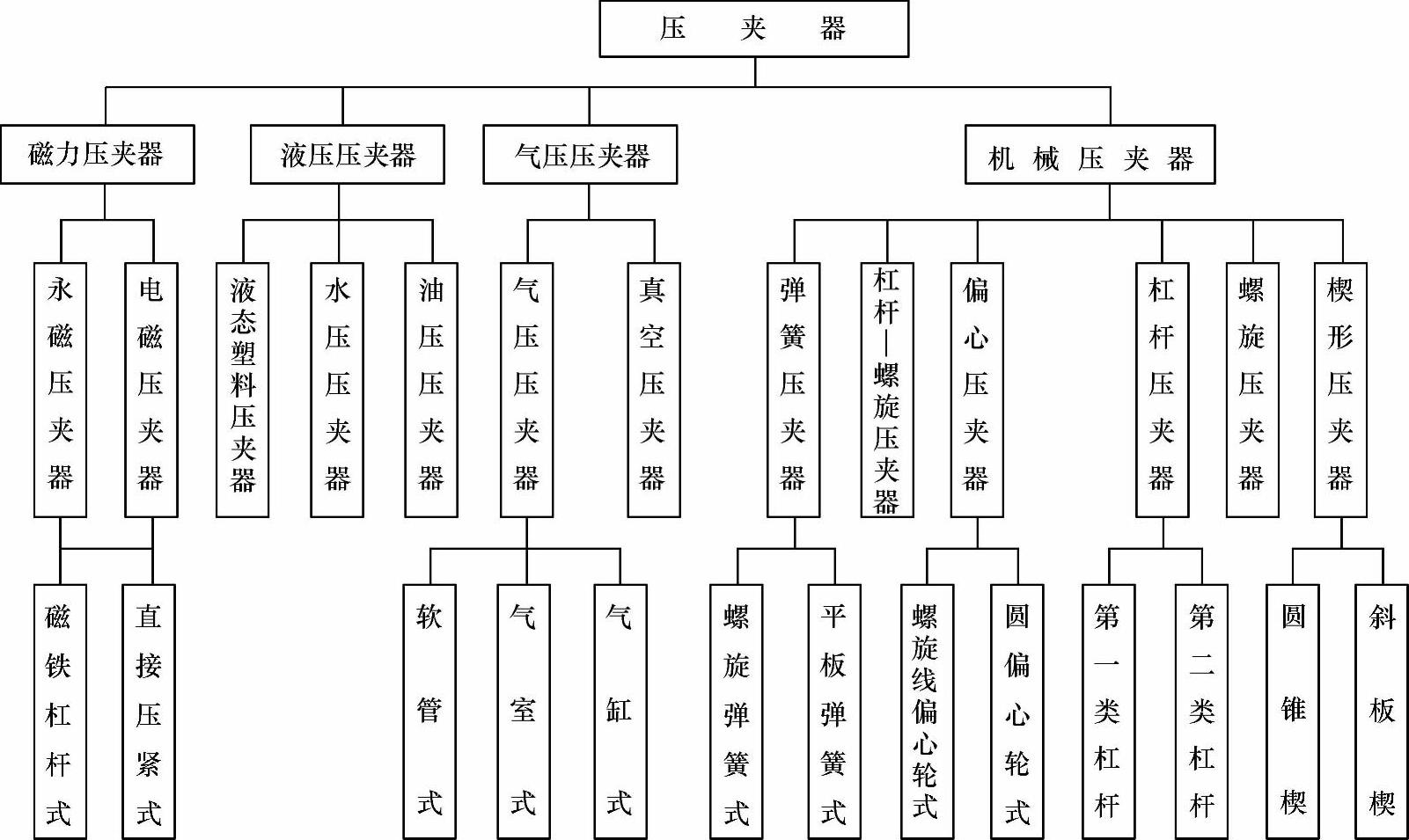
图10-21 压夹器的分类
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。