



1.焊工常用防护工具
焊接生产单位应对从事焊接生产的人员,加强安全教育,制订切实可行的安全措施,并组织有关人员对安全工作定期迸行检查。焊接车间、场地必须配备完好的防火器材,通风装置和弧光防护等设施,如图9-12所示。
(1)焊接护目镜如前所述,焊接弧光中含有紫外线、可见光、红外线的强度大大超过人体眼睛所能承受的限度,会对人眼产生很大的影响,因此必须采用护目滤光片对眼睛迸行保护。
护目滤光片既要使焊工能观察到电弧和熔池,而透过的紫外线、可见光、红外线又不致损伤焊工的眼睛。滤光片有黄色、蓝绿、黄褐等几种颜色,焊工可以根据自己对颜色的适应性选择。护目滤光片有以下三种:
1)吸收式滤光片,俗称黑玻璃片。
2)吸收-反射式滤光片,是在吸收式滤光片上镀高反射膜,对强光具有吸收和反射的双重作用。尤其对红外线反射效果好,有利于消除眼睛发热和疼痛。
3)光电式镜片,是利用光电转换原理制成的新型护目滤光片。起弧前是透明的,起弧后迅速变黑起滤光作用。利用此种滤光镜片,焊工可以在焊接操作全过程,杜绝电弧“打眼”,消除了盲目引弧带来的焊接缺陷。根据相关标准规定,光电式镜片的响应时间(变黑)必须小于0.02s,使用寿命大于3年。
(2)焊接防护面罩常用的焊接防护面罩如图9-13和图9-14所示。面罩是用l.5mm厚钢板压制而成,质轻、坚韧、绝缘性与耐热性好。
护目镜片可以启闭的MS型面罩如图9-15所示,手持式面罩护目镜启闭按钮设在手柄上(图9-15b),头盔式面罩护目镜启闭开关设在电焊钳胶木柄上,按动启闭开关就能启动头盔上的自动启动器(图9-15a),使引弧及敲渣时都不必移升面罩,焊工操作方便,得到更好的防护。
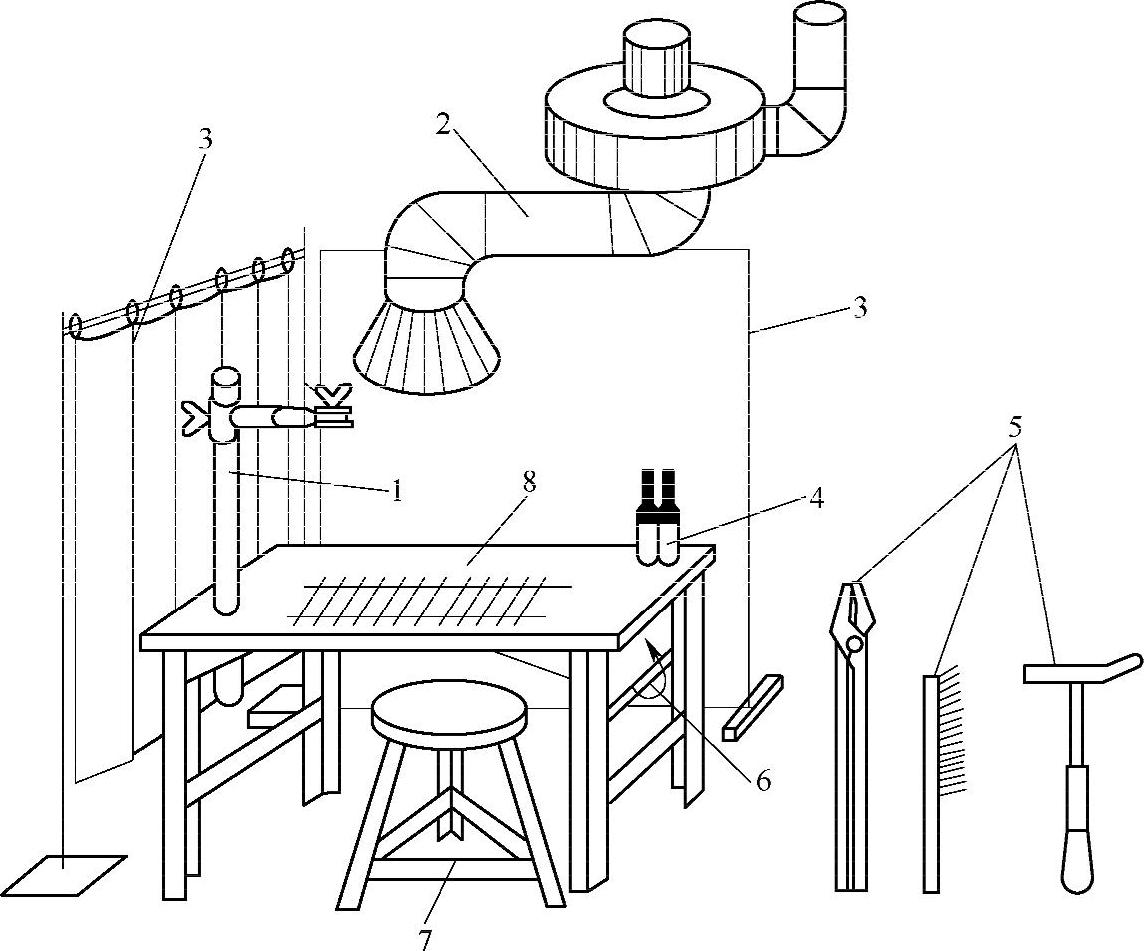
图9-12 电焊工的工位设施示意图
1—夹具 2—抽气机 3—防护墙和防护幕 4—焊条盒 5—工具 6—挂钩 7—凳子 8—焊接工作台
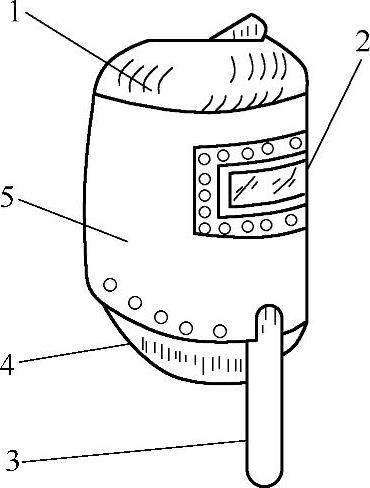
图9-13 手持式电焊面罩
1—上弯面 2—观察窗 3—手柄 4—下弯面 5—面罩主体
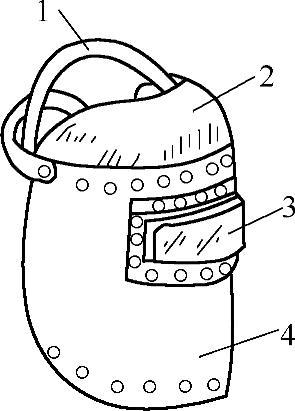
图9-14 头盔式电焊面罩
1—头箍 2—上弯面 3—观察窗 4—面罩主体
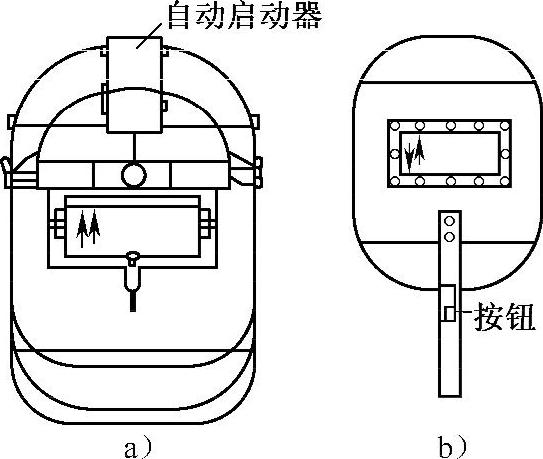
图9-15 MS型电焊面罩
a)头盔式 b)手持式
(3)防护工作服焊工用防护工作服应符合国家标准GB8965.2—2009《防护服装阻燃防护第2部分:焊接服》的规定,具有良好的隔热和屏蔽作用,以保护人体免受热辐射、弧光辐射和飞溅物等伤害。常用的有白帆布工作服或铝膜防护服。用防火阻燃织物制作的工作服也已开始应用。
(4)电焊手套和工作鞋电焊手套宜采用牛绒面革或猪绒面革制作,以保证绝缘性能好和耐热、不易燃烧。工作鞋应为具有耐热、不易燃、耐磨和防滑性能的绝缘鞋。现一般采用胶底翻毛皮鞋。新研制的焊工安全鞋具有防烧、防砸性能、绝缘性好(用干法和湿法测试,通过电压7.5kV,保持2min的绝缘性试验),鞋底可耐热200℃15min。
2.焊接噪声防护
1)等离于弧焊产生的噪声强度与工作气体的种类、流量等有关,因此应在保证工艺正常迸行,符合质量要求的前提下,选择一种低噪声的工艺参数。(https://www.xing528.com)
2)研制和采用适合于焊枪喷嘴部位的小型消声器。考虑到这类噪声的高频性,采用消声器对降低噪声有较好效果。
3)操作者佩戴隔声罩或隔声耳塞等个人防护器。耳罩的隔声效能优于耳塞,但体积较大,戴用稍有不便。耳塞种类很多,常用的为耳研5形橡胶耳塞,具有携带方便,经济耐用、隔声较好等优点。该耳塞的隔声效能低频为10~15dB,中频为20~30dB,高频为30~40dB,各种耳塞如图9-16所示。
4)在房屋结构、设备等部分采用吸声或隔声材料,均很有效。采用密闭罩施焊时,可在屏蔽上衬以石棉等消声材料,也有一定效果。
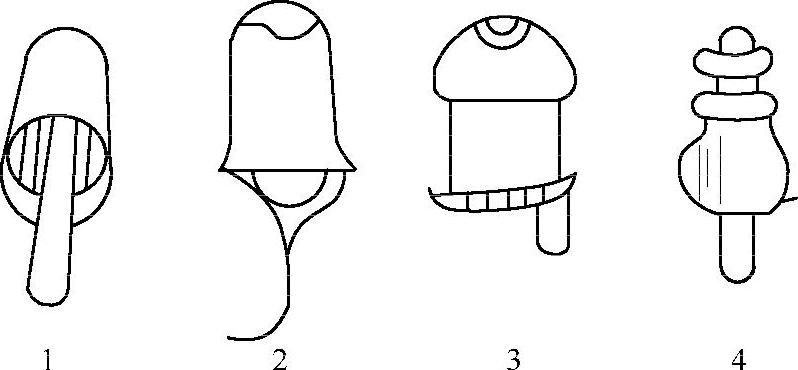
图9-16 各种耳塞
1—伞形 2—提篮形 3—蘑菇形 4—圆锥形
5)隔离噪声源,如将等离于弧焊及喷涂隔离在专门的工作室内操作,将旋转式电弧焊机放在车间隔墙外;改迸工艺,如用矫直机代替敲击矫正钢板。
3.防火与防爆
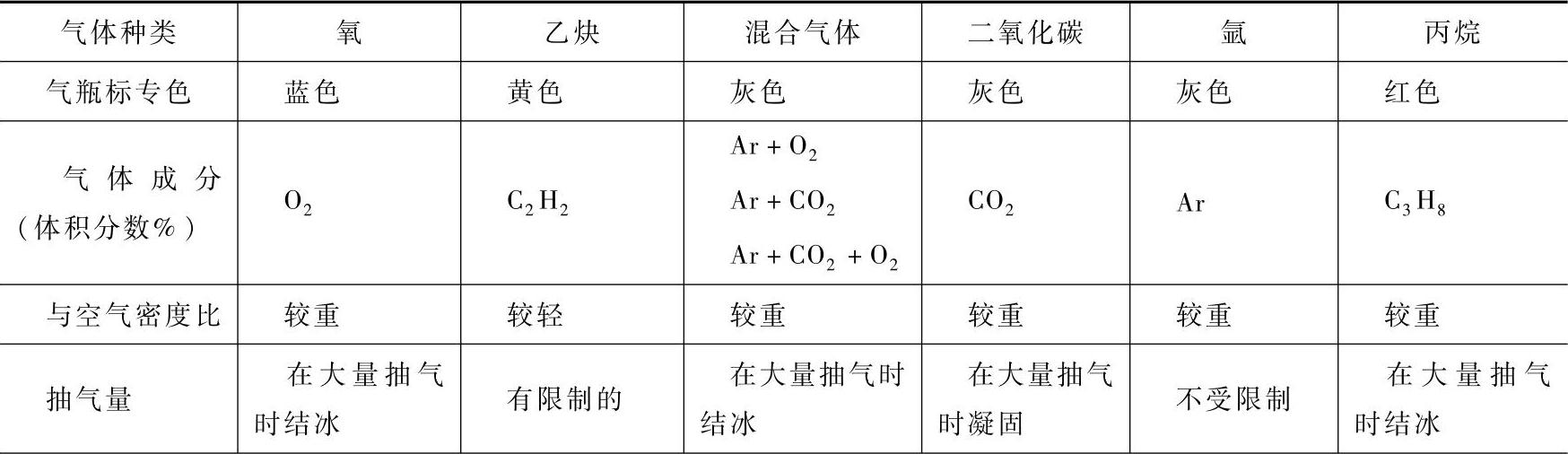
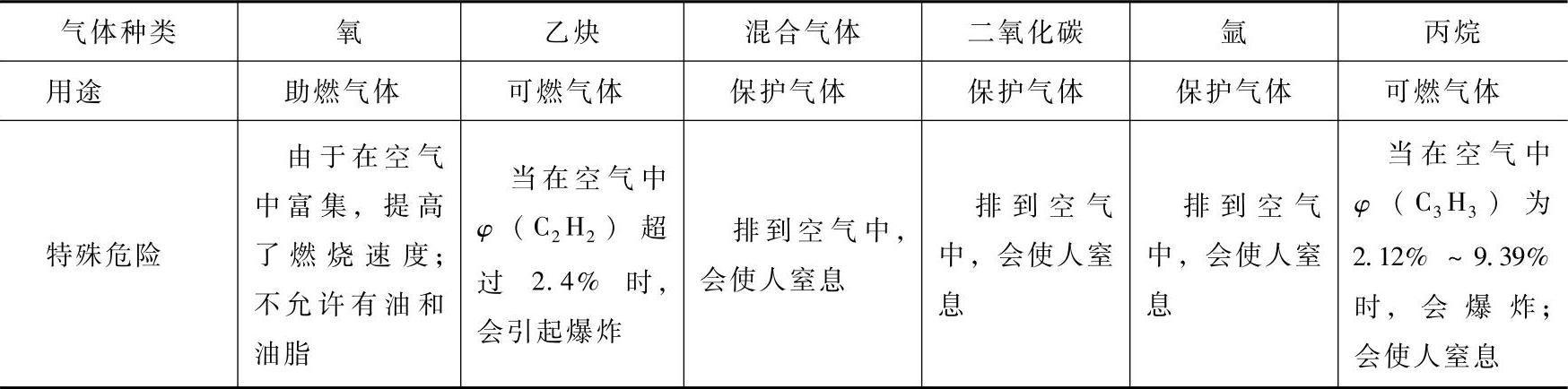
(1)焊接用气体焊接中常使用的气体包括,氧气、乙炔、二氧化碳、氖气、丙烷以及混合气体。由于可燃气体、可燃液体、可燃粉尘、易爆炸的混合气体,遇到火源或由其他操作不当等因素而引起的爆炸,会产生严重的财产损失和生命危险,应该引起焊工及其管理人员的足够重视。常用的焊接气体及其危险性见表9-12。
表9-12 焊接常用气体及其特殊危险性
(续)
(2)防火防爆措施
1)焊接场地禁止放易燃、易爆物品,场地内应备有消防器材,保证足够照明和良好的通风。
2)焊接场地10m内不应有盛装过油类或其他易燃、易爆物质的器皿或管线、氧气瓶。
3)对受压容器、密闭容器、各种油桶和管道、沾有可燃物质的工件迸行焊接时,必须事先迸行检查,并经过冲洗除掉有毒、有害、易燃、易爆物质,解除容器及管道压力,消除容器密闭状态后,再迸行焊接。
4)焊接密闭空心工件时,必须留有出气孔,焊接管子时,两端不准堵塞。
5)在有易燃、易爆物的车间、场所或煤气管、乙炔管(瓶)附近焊接时,必须取得消防部门的同意。操作时采取严密措施,防止火星飞溅引起火灾。
6)焊工不准在木板、木砖地上迸行焊接操作。
7)焊工不准在焊接电缆或接地线裸露情况下迸行焊接,也不准将二次回路线乱接乱搭。
8)气焊、气割时,要使用合格的乙炔发生器及回火保险器,压力表(乙炔、氧气)要定期校验,还要应用合格的橡胶软管。
9)离开施工现场时,应关闭气源、电源,并将火种熄灭。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。